齿轮螺栓垫片冲压模具工艺卡片.docx
《齿轮螺栓垫片冲压模具工艺卡片.docx》由会员分享,可在线阅读,更多相关《齿轮螺栓垫片冲压模具工艺卡片.docx(12页珍藏版)》请在冰豆网上搜索。
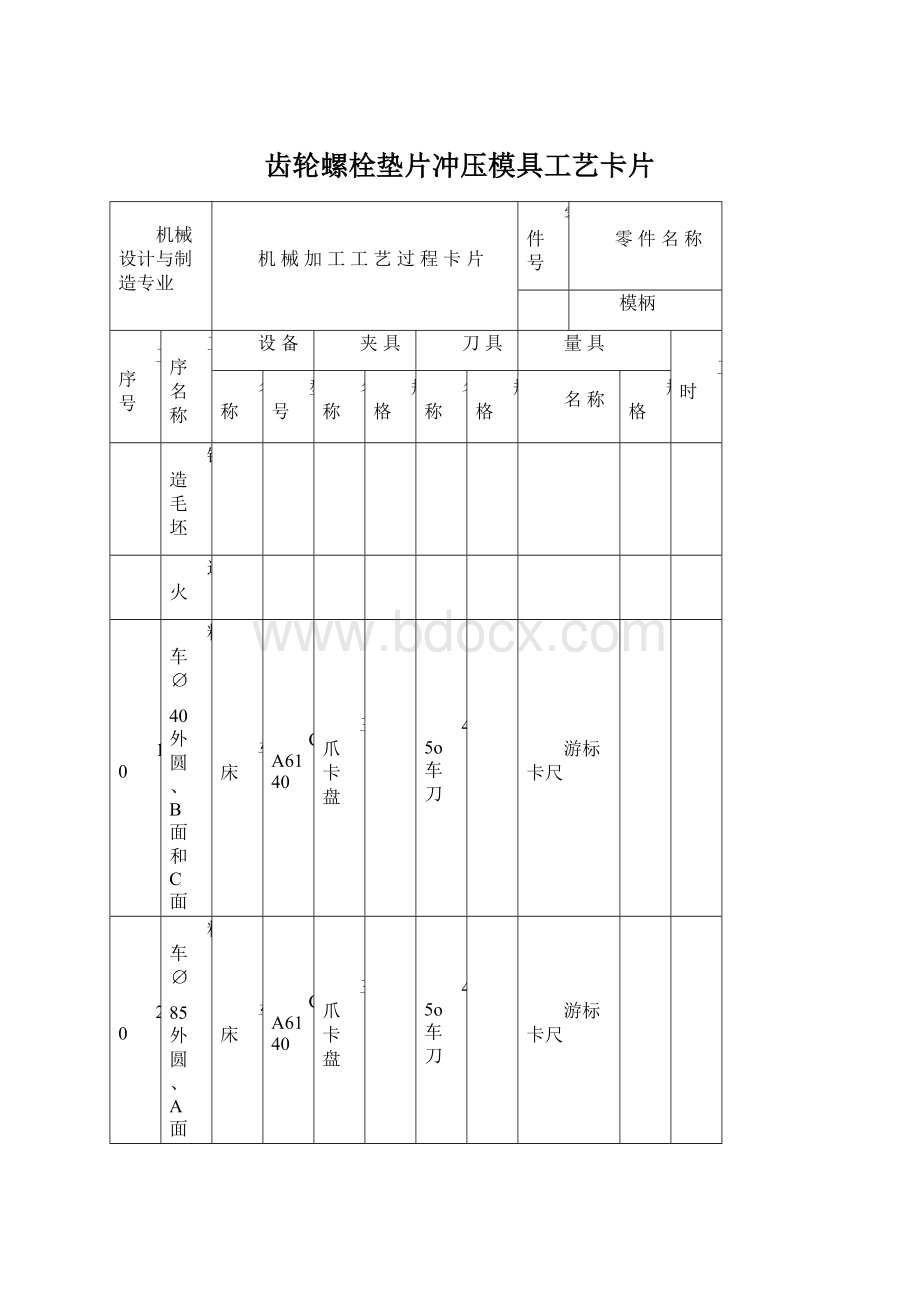
齿轮螺栓垫片冲压模具工艺卡片
机械设计与制造专业
机械加工工艺过程卡片
零件号
零件名称
模柄
工序号
工序名称
设备
夹具
刀具
量具
工时
名称
型号
名称
规格
名称
规格
名称
规格
锻造毛坯
退火
10
粗车
40外圆、B面和C面
车床
CA6140
三爪卡盘
45o车刀
游标卡尺
20
粗车
85外圆、A面
车床
CA6140
三爪卡盘
45o车刀
游标卡尺
30
钻
11的通孔
钻床
Z3025
专用夹具
麻花钻
塞规
40
钻
9的孔
钻床
Z3025
专用夹具
麻花钻
塞规
50
半精车、精车
40外圆、B面和C面,倒圆角
车床
CA6140
三爪卡盘
90o车刀
游标卡尺
60
半精车、精车
85外圆、A面,倒圆角
车床
CA6140
三爪卡盘
45o车刀
游标卡尺
机械设计与制造专业
机械加工工艺过程卡片
零件号
零件名称
模柄
工序号
工序名称
设备
夹具
刀具
量具
工时
名称
型号
名称
规格
名称
规格
名称
规格
70
铰
11的通孔
钻床
Z3025
专用夹具
铰刀
塞规
80
铰
9的孔,锪
12的台阶孔
钻床
Z3025
专用夹具
锪钻
塞规
检验
机械设计与制造专业
机械加工工序卡片
工序名称
粗车
40外圆、B面和C面
工序号
10
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
车床
CA6140
三爪卡盘
游标卡尺
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
2
3
车外圆
车端面
车端面
90o车刀
游标卡尺
72mm
20mm
20mm
2
1
1
5mm
7mm
7mm
0.5
mm/
400
r/min
59
m/min
设计者
曹兵权
指导教师
冯跃霞
共8页
第1页
机械设计与制造专业
机械加工工序卡片
工序名称
粗车
85外圆、A面
工序号
20
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
车床
CA6140
三爪卡盘
游标卡尺
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
2
车外圆
车端面
90o车刀
游标卡尺
20㎜
43mm
3
3
7mm
0.5
mm/
400
r/min
121.8
m/min
设计者
曹兵权
指导教师
冯跃霞
共8页
第2页
机械设计与制造专业
机械加工工序卡片
工序名称
钻
11的通孔
工序号
30
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
钻床
XQ209
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走到次数
切削深度
进给量
主轴
转速
切削
速度
工时
1
钻通孔
麻花钻
塞规
95mm
1
5.4mm
0.4mm/r
500r/min
17.3m/min
设计者
曹兵权
指导教师
冯跃霞
共8页
第3页
机械设计与制造专业
机械加工工序卡片
工序名称
钻
9的孔
工序号
40
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
钻床床
Z3025
专用夹具
塞规
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
钻孔
麻花钻
塞规
24mm
1
4.4
mm
0.4
mm/r
500
r/min
14.1m/min
设计者
曹兵权
指导教师
冯跃霞
共8页
第4页
机械设计与制造专业
机械加工工序卡片
工序名称
半精车、精车
40外圆、B面和C面,倒圆角
工序号
50
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
车床
CA6140
三爪卡盘
游标卡尺
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
2
3
车外圆
车端面
车端面
90o车刀
游标卡尺
70mm
20mm
20mm
1
1
1
1.5mm
1.3mm
1.3mm
0.25
mm/r
600
r/min
79.1
m/min
设计者
曹兵权
指导教师
冯跃霞
共8页
第5页
机械设计与制造专业
机械加工工序卡片
工序名称
半精车、精车
85外圆、A面,倒圆角
工序号
60
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
车床
CA6140
三爪卡盘
游标卡尺
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
工时
1
2
车外圆
车端面
90o车刀
游标卡尺
20mm
43mm
1
1
2mm
2mm
0.25mm/r
0.1mm/r
600r/min
800r/min
79.1m/min
102.9mm/r
设计者
曹兵权
指导教师
冯跃霞
共8页
第6页
2
机械设计与制造专业
机械加工工序卡片
工序名称
铰
11的通孔
工序号
70
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
钻床
Z3025
专用夹具
塞规
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
工时
1
铰孔
铰刀
塞规
95mm
1
0.1mm
0.2mm/r
600r/min
20.7m/min
设计者
曹兵权
指导教师
冯跃霞
共8页
第7页
机械设计与制造专业
机械加工工序卡片
工序名称
铰
9的孔,锪
12的台阶孔
工序号
80
零件名称
模柄
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
45
46HRC
锻件
设备
夹具
名称
辅助
工具
名称
型号
钻床
Z3025
专用夹具
塞规
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
2
铰孔
锪台阶孔
铰刀
锪刀
塞规
20mm
13mm
1
1
0.1mm
1.5mm
0.2mm/r
600r/min
16.9m/min
22.6m/min
设计者
曹兵权
指导教师
冯跃霞
共8页
第8页
90
基本
工时
 升级会员
升级会员 