机械加工工艺过程卡片和图纸CA6140车床后托架831001型号.docx
《机械加工工艺过程卡片和图纸CA6140车床后托架831001型号.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片和图纸CA6140车床后托架831001型号.docx(7页珍藏版)》请在冰豆网上搜索。
机械加工工艺过程卡片和图纸CA6140车床后托架831001型号
机械加工工艺过程卡片和图纸——CA6140车床后托架(831001型号)
一、机械加工工艺过程卡片
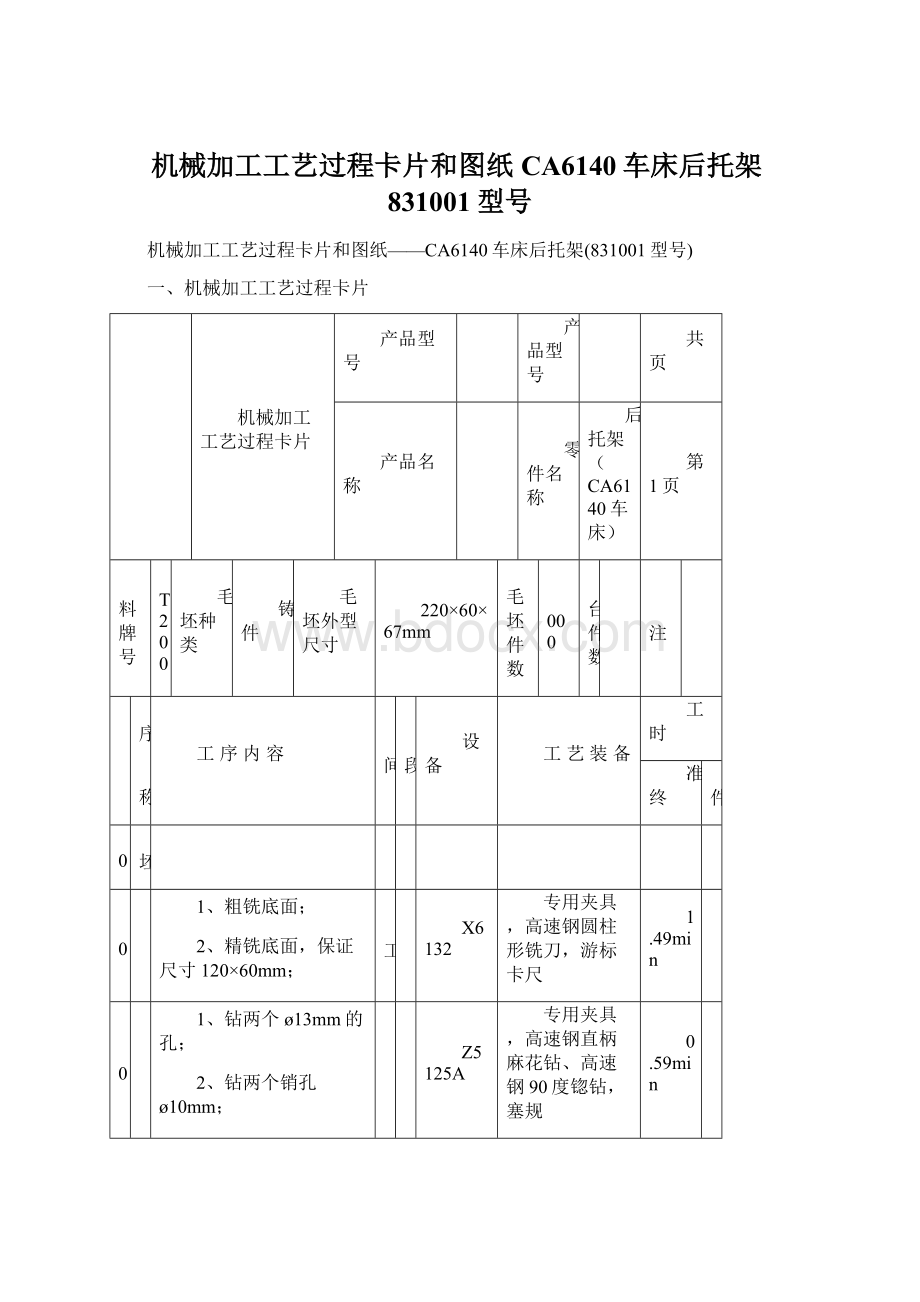
机械加工工艺过程卡片
产品型号
产品型号
共页
产品名称
零件名称
后托架(CA6140车床)
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外型尺寸
220×60×67mm
每毛坯件数
2000
每台件数
备注
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
00
毛坯
10
铣
1、粗铣底面;
2、精铣底面,保证尺寸120×60mm;
金工
X6132
专用夹具,高速钢圆柱形铣刀,游标卡尺
1.49min
20
钻
1、钻两个ø13mm的孔;
2、钻两个销孔ø10mm;
3、锪两个沉头孔ø20mm;
Z5125A
专用夹具,高速钢直柄麻花钻、高速钢90度锪钻,塞规
0.59min
30
钻
1、钻孔到ø28mm;
2、钻孔到ø23.5mm;
3、锪平孔ø25.5mm端面;
Z575
专用夹具,高速钢锥柄麻花钻、高速钢90度锪钻,塞规
1.26min
40
扩
1、扩孔到ø38.7mm;
2、扩孔到ø29.5mm;
3、扩孔到ø24.5mm;
Z575
专用夹具,高速钢直柄麻花钻,塞规
1.41min
50
钻
1、钻螺纹孔ø5.1mm;
2、钻深孔ø6mm;
Z5125A
专用夹具,高速钢直柄麻花钻
0.43min
60
攻
1、攻螺纹孔M6;
Z5125A
专用夹具,M6丝锥
0.10min
70
镗
1、半精镗到ø39.7mm;
2、半精镗到ø30mm;
3、半精镗到ø25.3mm;
T68
专用夹具,硬质合金镗刀,塞规
2.26min
80
镗
1、精镗孔到ø40mm;
2、精镗孔到ø30.2mm;
3、精镗孔到ø25.5mm;
T68
专用夹具,硬质合金镗刀,塞规
2.26min
90
钳
1、加工油槽;
2、去毛刺;
100
检
1、按图纸要求检验;
设计(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
二、附件图纸
毛坯
零件图
后拖架镗床夹具体
装配图
 升级会员
升级会员 