智能张拉数控压浆及工工艺设计.docx
《智能张拉数控压浆及工工艺设计.docx》由会员分享,可在线阅读,更多相关《智能张拉数控压浆及工工艺设计.docx(10页珍藏版)》请在冰豆网上搜索。
智能张拉数控压浆及工工艺设计
X拉压浆作业指导书
工程概况:
本标段共有25米箱梁56片,均为K255+522北汪分离立交构件,13米T梁168片,分属3个一等通道3个管线交叉。
一、后X法预应力X拉
预制梁板混凝土强度达到设计强度的100%,且龄期不小于7天时可进行X拉预应力钢束,根据图纸要求锚下控制应力25米箱梁为0.75fpk,13米T梁为0.72fpk。
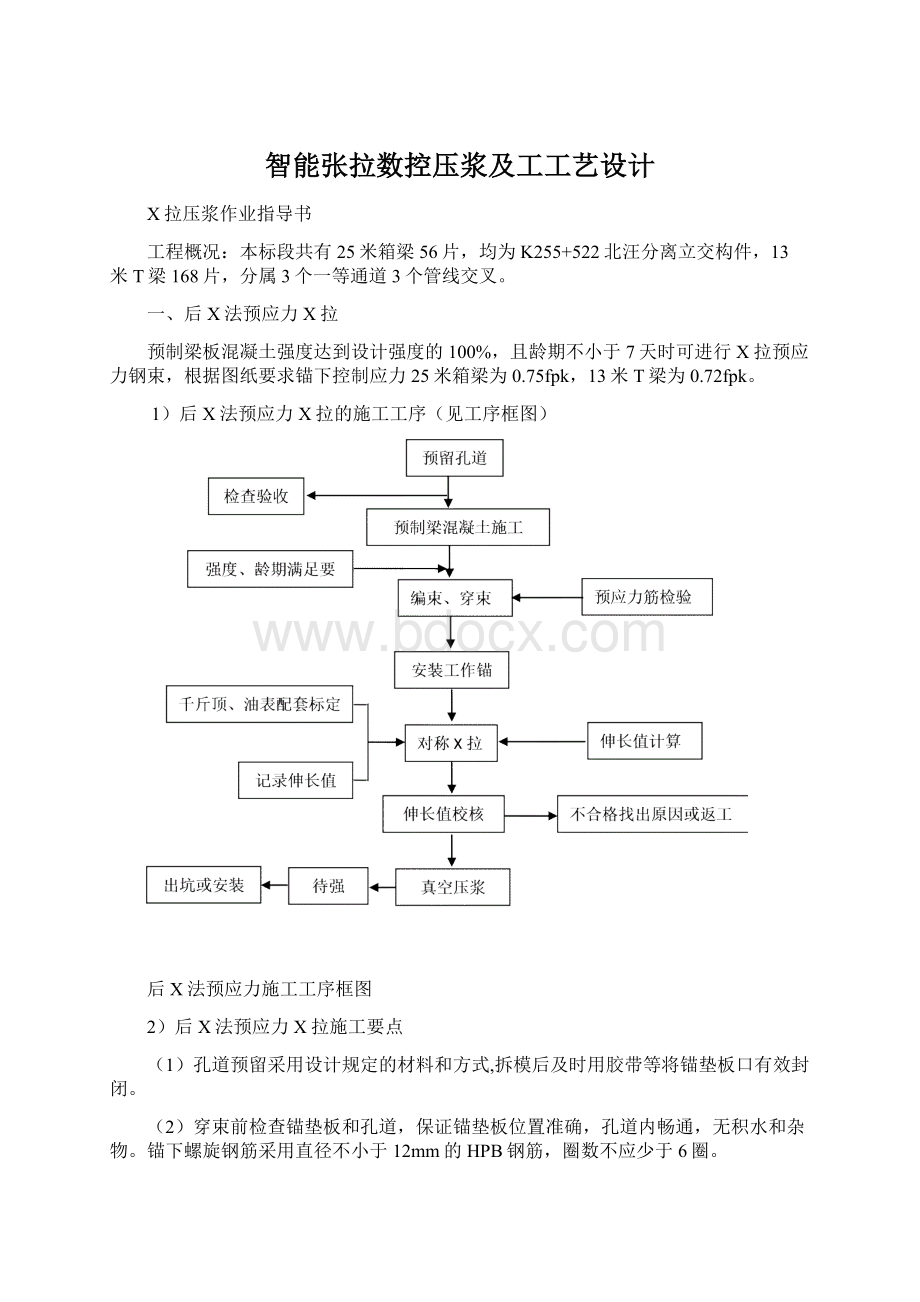
1)后X法预应力X拉的施工工序(见工序框图)
后X法预应力施工工序框图
2)后X法预应力X拉施工要点
(1)孔道预留采用设计规定的材料和方式,拆模后及时用胶带等将锚垫板口有效封闭。
(2)穿束前检查锚垫板和孔道,保证锚垫板位置准确,孔道内畅通,无积水和杂物。
锚下螺旋钢筋采用直径不小于12mm的HPB钢筋,圈数不应少于6圈。
(3)穿束采用人工穿束,穿束前进行编束、编号,采取整束穿束,穿束过程中防止污染,不让钢绞线在地面拖动。
穿束后尽早进行X拉。
预应力混凝土后X梁板在混凝土浇筑之前不得穿束,混凝土浇筑前应在管道内穿硬塑料管,硬塑料管的直径宜小于管道直径1cm。
(4)X拉施工时,严格控制混凝土强度与弹性模量。
锚垫板下及周边混凝土须密实。
宜采用与构件混凝土同条件下养生的混凝土试件进行控制,回弹仪回弹强度值可作为参考。
(5)X拉前对不同类型的孔道进行至少一个孔道的摩阻测试。
根据测试结果对设计X拉控制应力进行修正。
(6)安装智能千斤顶,要保证千斤顶、工作锚、锚垫板三者同心,具与锚垫板垂直。
锚垫板的安装位置必须准确,工作锚必须进槽。
要经常检查工具锚、夹片,防止滑丝。
(7)X拉过程
X拉程序
采用智能X拉设备进行X拉作业,对操作人员进行专门培训,确保熟练操作智能X拉设备,具备处理X拉过程中出现问题的能力。
预应力钢绞线X拉顺序严格按照图纸要求进行X拉,千斤顶X拉作用线与预应力钢绞线的轴线重合一致,垂直于锚垫板。
、钢绞线的X拉程序如下:
0→10%σk→20%σk→100σk(持荷5分钟)→锚固。
25米箱梁钢束X拉顺序
第一步:
先对称X拉N1钢束至100%的控制X拉应力。
第二步:
对称X拉N3钢束至100%的控制X拉应力。
第三步:
再将N2钢束对称X拉至100%的控制X拉应力。
第四步:
最后对称X拉N4钢束至100%的控制X拉应力。
13米T梁钢束X拉顺序
第一步:
先对称X拉N1钢束至100%的控制X拉应力。
第二步:
对称X拉N2钢束至100%的控制X拉应力。
实际伸长值按以下公式计算:
△L=△L1+△L2(mm)
△L1=100%的伸长值-10%的伸长值(mm)
△L2=20%的伸长值-10%的伸长值(mm)
X拉的操作步骤
两人配备一套智能X拉设备,一人负责操作电脑,一人负责照看X拉现场,X拉按设计要求的顺序进行,并保证对称X拉。
第一步:
安装锚具,将锚具套在钢丝束上,使分布均匀。
第二步:
将清洗过的夹片,按顺序依次嵌入锚孔钢丝周围,夹片嵌入后,人工用专用的工具钢管轻轻敲击,使其夹紧预应力钢丝,夹片外露长度要整齐一致。
第三步:
安装智能千斤顶,将千斤顶套入钢丝束,连接智能X拉仪,确保千斤顶大缸进油顺畅。
第四步:
在智能控制设备中设置好梁号、孔道号、千斤顶编号、回归方程、设计X拉控制力值、钢绞线的理论伸长量、加载速率、停顿点、持荷时间等X拉要素。
准备就绪开始X拉。
X拉过程数据显示示意
第五步:
注意显示器,X拉到钢丝束的控制应力时,保证持荷5min。
计算出钢丝束的实测伸长量并与理论值比较,如果超过±6%应停止X拉分析原因。
第六步:
控制设备,使X拉油缸缓慢回油,夹片将自动锚固钢铰线,如果发生断丝滑丝,则应割断整束钢丝线,穿束重拉。
第七步:
X拉完成,打印、分析智能X拉数据,拆除千斤顶。
(8)按照设计的X拉顺序采用两段对称X拉。
在X拉施工中,X拉速率应控制在X拉控制力的10%-15%/min,并应匀速加压,为确保多点X拉的同步性,可增加几个停顿点。
X拉过程中,密切监控智能X拉设备工作过程,确保两侧的千斤顶出顶长度均匀和X拉速率基本相同。
同时注意梁体的变化,特别是预拱度,防止梁端摩阻力过大而损伤梁体。
密切监控X拉设备,控制X拉施工过程同步性(钢绞线对称X拉同步性、X拉过程同步性、X拉停顿点同步性),切实控制有效预应力大小和同断面不均匀度。
由于采用智能控制系统进行X拉,可以排除人为、环境因素影响,实现X拉停顿点、停顿时间、加载速率的同步性。
由计算机完成X拉、停顿、持荷等命令的下达。
(9)在钢绞线表面做好记号,检查X拉后是否有滑丝现象。
(10)钢绞线在X拉控制预应力达到稳定后方可锚固。
在X拉锚固过程中或锚固完成以后,不得大力敲击或震动。
夹片式锚具锚固后夹片顶面保证平齐,其相互间距的错位控制在2mm以内,且露出锚具外的长度不大于4mm。
锚固完毕经检验合格后方可切除端头多余的钢绞线,切割采用砂轮锯或无齿锯切割,且不得损伤锚具;杜绝采用电弧切割。
(11)切割后钢绞线的外露长度不小于30mm,且不应小于1.5钢绞线直径。
(12)X拉完成后,在48小时内完成孔道压浆。
否则应采取措施,确保钢绞线不出现锈蚀。
(13)X拉锚固后需要放松预应力时,做到以下几点:
a.对于夹片式锚具可采用专用放松装置将锚具松开。
b.严禁在预应力筋存在拉力的状态下直接将锚具卸去。
c.对于需再次锚固的预应力筋,严禁有夹痕的部分进入受力段。
二、孔道压浆
采用智能压浆设备进行孔道压浆,施工前对操作人员进行培训,确保其熟练操作设备。
智能压浆系统工作流程及技术特点:
(1)精确调节和保持灌浆压力,自动实测管道压力损失,以出浆口满足规X最低压力值来设置灌浆压力值,保证沿途压力损失后管道内仍满足规X要求的最低压力值。
(2)按施工配合比数量自动加水,准确控制加水量,从而保证水胶比符合要求。
(2011版桥涵施工技术规X7.9.3条规定“浆液水胶比宜为0.26~0.28)
(3)管道内浆液从出浆口导流至储浆桶,再从进浆口泵入管道,形成大循环回路,浆液在管道内持续循环,通过调整压力和流量,将管道内空气通过出浆口和钢绞线丝间空隙完全排出,还可带出孔道内残留杂质。
(4)智能压浆设备可双孔同时压浆,从位置较低的一孔压入,从位置较高的一孔压出回流至储浆桶,节约劳动力。
(5)灌浆过程由计算机程序控制,不受人为因素影响,准确计量加水量,实时监测灌浆压力、稳压时间、浆液温度、环境温度各个指标,自动记录,并打印报表。
(6)高速制浆机、储浆桶、进浆测控仪、返浆测控仪、压浆泵集成于一体,现场使用时须提前将进浆管、返浆管与预应力管道对接。
压浆过程要点
(1)压浆前首先检查管道,保证管道内清洁通畅。
(2)孔道压浆确保可连续作业,采用智能压浆能使浆液持续进出循环,排空空气;压力控制,流量校核,保证压入管道内浆液的充盈度;实时检测浆液水胶比是否符合要求。
在施工前,应对智能压浆工艺进行必要的试验。
(3)压浆前对锚具进行认真封堵,以提高孔道内的真空度。
(4)预应力孔道压浆采用高性能灌浆材料。
a.外加剂要与水泥具有良好的相容性。
b.膨胀剂宜采用钙矾石系列或复合型膨胀剂,不得采用铝粉为膨胀源的膨胀剂或总碱量0.75%以上的高碱膨胀剂。
c控制水胶比、流动度、泌水率及自由膨胀率等浆液性能指标。
(6)按要求控制浆液搅拌机的各项性能指标。
临时存储浆液的储存罐也需要搅拌,且设置网格尺寸不大于3mm的过滤筛。
浆液拌制完成至压入孔道的延续时间不超过40分钟。
(8)压浆时,对曲线孔道和竖向孔道从最低点压入;对结构或构件中上下分层设置的孔道,先下后上顺序压浆。
同一管道的压浆要连续进行,一次完成;智能压浆系统可以同时对两个孔道进行压浆,同一构件的压浆要在5小时内全部完成。
正弯矩孔道压浆浆液流动示意
(9)压浆过程及压浆结束后48小时内,结构或构件混凝土的温度及环境温度不得低于5℃,否则应采取保温措施,并按冬期施工的要求处理,但浆液中不得掺用防冻剂。
当环境温度高于35℃时,压浆宜在夜间进行。
(10)压浆后及时抽查压浆的密实情况,如有不实及时进行补压浆处理。
(11)压浆后及时进行养生。
未压浆或水泥净浆强度未达到规定强度时不得移梁。
后X法孔道压浆浆液性能指标
项目
性能指标
水胶比
0.26~0.28
凝结时间(h)
初凝
≥5
终凝
≤24
流动度(25℃)(s)
初始流动度
10~17
30min流动度
10~20
60min流动度
10~25
泌水率(%)
24h自由泌水率
0
3h钢丝间泌水率
0
压力泌水率(%)
0.22MPa
(孔道垂直高度≤1.8m时)
≤2.0
0.36MPa
(孔道垂直高度>1.8m时)
自由膨胀率(%)
3h
0~2
24h
0~3
充盈度
合格
抗压强度(MPa)
3d
≥20
7d
≥40
28d
≥50
抗折强度(MPa)
3d
≥5
7d
≥6
28d
≥10
三、封锚作业
a.锚头封堵可采用水泥砂浆材料,但是压浆时,必须保证砂浆强度满足压浆需要,也可使用真空帽的方式或原子灰密封。
封堵前必须对锚头用防锈漆涂刷防锈处理,并将锚头杂物清理干净。
b.端梁封锚应在吊装前完成。
封锚时,必须采用定型钢模板支设,并加强混凝土振捣。
封锚时,严格控制梁板长度,确保伸缩缝宽度。
端梁伸缩缝预埋钢筋位置、高度、角度要符合设计要求,保证伸缩缝与预埋钢筋良好连接;模板支设牢固、不变形、不跑模;否则,必须返工处理。
封锚混凝土的强度应符合设计要求。
四、注意事项
预应力管道的安装
(1)预应力管道宜采用波纹状高密度聚乙烯塑料管,在安装前应通过检查,确保不变形、不渗漏;搬用过程中采用非金属绳捆扎,或采用专用框架装载,不得抛摔或在地面上随意拖拉。
(2)按照本项目《工地建设标准化》要求,在库内存放,并且要远离热源及可能遭受各种腐蚀性气体、介质影响的地方,存放时间不宜超过6个月。
管道安装后要线形顺畅,坐标正确,定位筋固定牢固,浇筑混凝土期间不产生位移。
(3)尽量减少波纹管接头,接头要采用密封处理措施,保证接头牢固、密闭。
管道的连接采用大一级直径的同类管道做接头,接头长度为被连接管道直径的5-7倍,用专用焊接机进行热熔焊接或具有密封性能的塑料结构连接器连接,保证接缝紧密不渗浆。
连接时不能使接头处产生角度变化及在混凝土浇筑期间发生管道的转动或移位。
锚具、夹片、连接器安装
(1)出厂时附带本批产品的产品质量保证书、产品技术手册、各项技术指标的试验报告及出厂检验证书。
(2)安装前要擦拭干净。
(3)锚具、连接器和孔道三者要同心。
铺垫板要与端头钢模板栓接牢固,定位准确,定位型脚垫保证密贴不漏浆;螺旋筋必须紧贴锚垫板,连接牢固并与管道同心。
(4)负弯矩区齿板处要采用厚度不小于10mm的定型钢模板,固定在牢固的钢横撑上,铺垫板与定型钢模板栓接牢固,加强振捣保证负弯矩混凝土的密实。
负弯矩X拉预留区预留钢筋要位置准确,电弧搭接焊长度必须满足要求,钢筋顺直,不得随意挠动。
钢绞线注意事项
(1)预应力钢绞线在现场根据计算下料长度用切断机或砂轮锯切断,切割前用胶带将切割部位缠紧,防止切割时“炸头”。
(2)将切好的钢绞线编束,并每隔1.5-2.0m用绑丝绑扎。
(3)钢绞线应随用随下料,防止因存放时间过长锈蚀,不得出现死弯。
锚具、千斤顶要点
(1)连接器及夹片要保持干净。
(2)钢束外伸部分要保持干净。
(3)工作锚必须准确放在锚垫板的定位槽内,并与孔道对中。
夹片间隙均匀、外漏头基本一致。
钢束穿入工具锚时,位置要与工作锚位置一一对应。
(4)为了工具锚能够顺利的退出,在工具锚的夹片光滑面或工具锚的锚孔中凃润滑剂。
润滑剂可用石蜡,也可用机油石墨。
(5)使用的千斤顶和压力表在使用次数超过300次或使用时间超过6个月后需重新校定。
(后附伸长量计算、千斤顶检测和对应油表读数的计算表)
五、安全注意事项
1、严格执行安全操作规程进行施工。
2、锚具、夹具应设专人妥善保管,避免锈蚀、玷污、遭受机械损伤或散失。
施工时在终X拉完成后对锚具进行防锈处理。
3、搭设高度适当的安全挡板,防止X拉中的意外事故伤及人身安全。
4、施工操作人员必须配备安全防护用品。
5、从施加预应力至锚固后封端期间,除非采取有效屏蔽措施,否则操作人员不得在锚具正前方活动。
6、X拉过程中,测量伸长值或拆卸工具锚时,操作人员应站在千斤顶侧面,应禁止非预应力施工人员进入X拉区域。
7、从开始X拉至孔道压浆完毕的过程中,不得敲击锚具、钢绞线和碰撞X拉设备。
X拉过程中发现X拉设备运转声音异常,应立即停机检查维修。
8、油压泵上的安全阀应调至最大工作油压下能自动打开的状态。
油压表安装必须紧密满扣,油泵与千斤顶之间采用的高压油管连同油路的各部接头均须完整紧密,油路畅通,在最大工作油压下保持5min以上不得漏油。
若有损坏者应及时修理更换。
9、特殊情况下,在更换夹具时,两端都应装上千斤顶,采取其它措施放松预应力筋时,应仔细做好施工现场的安全防护工作。
10、压浆人员必须站在锚具两侧操作,严禁正对锚具,也不得踩踏高压油管。
11、压浆时操作人员要注意保护眼睛和皮肤,避免接触水泥浆。
12、X拉设备使用前,应对高压油泵、千斤顶进行空载试运行,无异常情况方可正式使用。
高压油管使用前应作耐压试验,不合格的不能使用。
13、电器设备由专人管理,电闸箱应符合技术要求,电源线在使用前应进行测试,不得违章作业,作业完毕后必须将总电源切断,所有电器设备应遮盖。
严格遵守施工现场的用电制度。
14、切割钢绞线时应注意防止砂轮片破碎伤人。
操作人员需带防护眼镜。
15、预应力施工人员必须遵守工地有关其它安全生产的规定。
 升级会员
升级会员 