焊接工艺规程完整.docx
《焊接工艺规程完整.docx》由会员分享,可在线阅读,更多相关《焊接工艺规程完整.docx(11页珍藏版)》请在冰豆网上搜索。
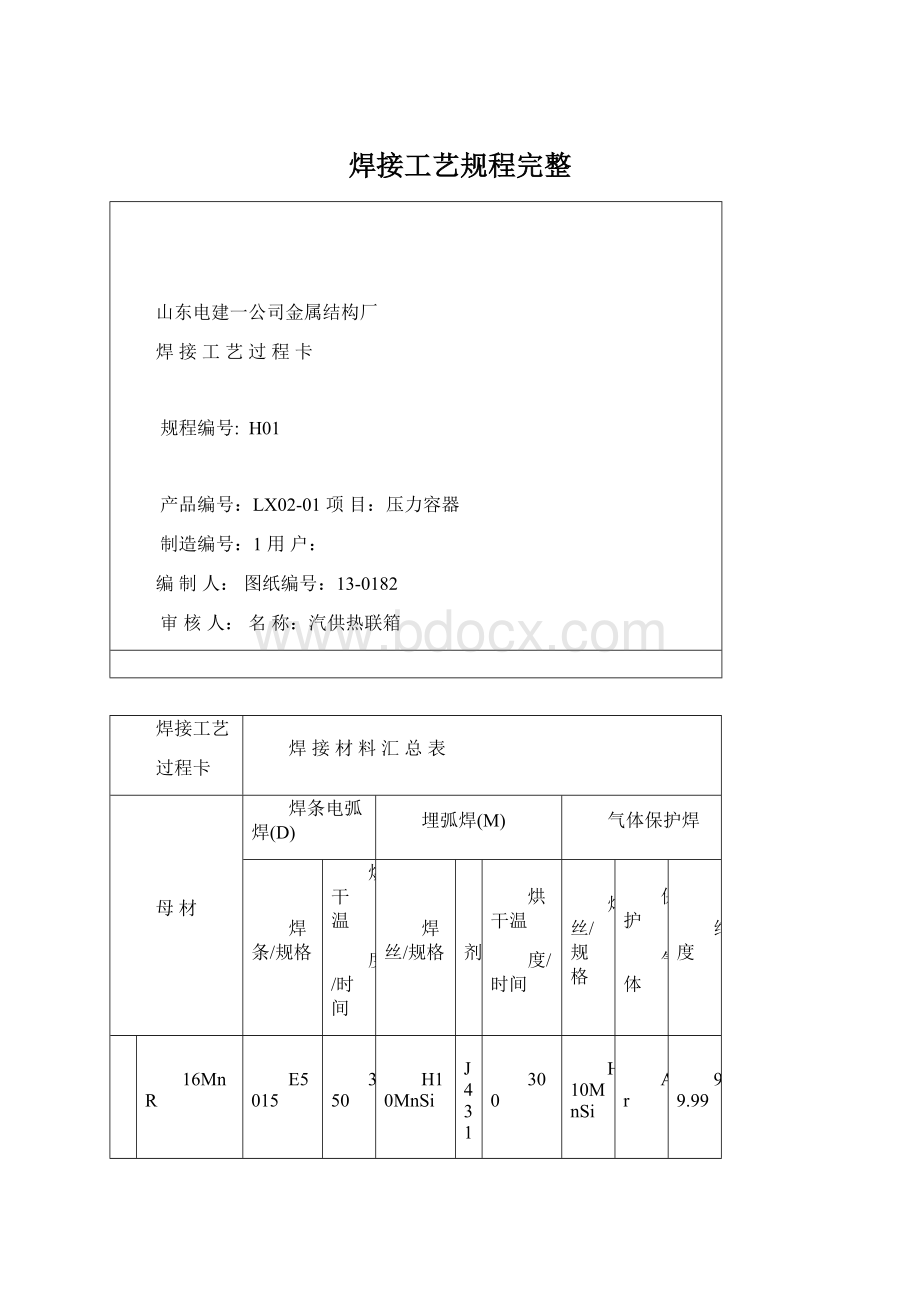
焊接工艺规程完整
山东电建一公司金属结构厂
焊接工艺过程卡
规程编号:
H01
产品编号:
LX02-01项目:
压力容器
制造编号:
1用户:
编制人:
图纸编号:
13-0182
审核人:
名称:
汽供热联箱
焊接工艺
过程卡
焊接材料汇总表
母材
焊条电弧焊(D)
埋弧焊(M)
气体保护焊
焊条/规格
烘干温
度/时间
焊丝/规格
焊剂
烘干温
度/时间
焊丝/规格
保护
气体
纯度
1
16MnR
E5015
350
H10MnSi
HJ431
300
H10MnSi
Ar
99.99
2
16MnR/20
E4315
350
H10MnSi
Ar
99.99
3
16MnR/Q235A
E4315
350
4
20/20
E4303
200
5
Q235A
E4303
200
6
焊接工艺规程版次
版次
阶段
说明
修改标记及处数
编制人及日期
审核人及日期
备注
A
制造
容器技术特性
部位
设计压力(Mpa)
设计温度()
试验压力(Mpa)
工作介质
焊缝系数
容器类别
备注
桶体
1.6
350
过热蒸汽
0.85
二
焊接工艺过程卡
接头焊接工艺卡
焊接顺序
图号
S13-0182
1
焊接区域15mm内清理干
接头名称
桶体焊缝
净并打磨出金属光泽,对口
接头编号
A1-A6B2-B4
时留2-3mm的间隙,氩弧焊
焊评编号
H-0017
打底保证根部熔合良好。
焊工持证项目
WS/D/M
2
清理焊渣,自检无缺陷后及
预热温度
无
时用3.2的焊条焊接次层。
层间温度
无
3
清理焊渣,自检无缺陷后用
焊后热处理
无
埋弧焊焊接。
检
验
序号
本厂
锅检所
第三方
焊件材质
适用范围
层
道
焊接
方法
焊材及
尺寸
电源
极性
焊接
电流
A
电弧
电压
V
焊接
速度
m/h
气体保护焊
备注
钨极直
径mm
气体
成分
气体流量l/min
正面
反面
1
1
WS
H10MnSi2.5
直反
90-110
12-14
无
2.5
Ar
8-10
2
1
D
E50153.2
110-130
20-24
无
3
1
M
H10MnSi2.5
800-850
20-24
30
焊接工艺过程卡
接头焊接工艺卡
焊接顺序
图号
S13-0182
1
焊接区域15mm内清理
接头名称
手孔焊接
干净并打磨出金属光泽,
接头编号
B1、B5
对口时留2-3mm的间隙,
焊评编号
氩弧焊打底保证根部熔合
焊工持证项目
WS/D
良好。
预热温度
无
2
清理焊渣,自检无缺陷后
层间温度
无
及时用3.2的焊条焊接。
焊后热处理
无
3
清理焊渣,自检无缺陷后,
检
验
序号
本厂
锅检所
第三方
用4的焊条盖面。
焊接材质
适用范围
层
道
焊接
方法
焊材及
尺寸
电源
极性
焊接
电流
A
电弧
电压
V
焊接
速度
气体保护焊
备注
钨极直
径mm
气体
成分
气体流量l/min
正面
反面
1
1
WS
直反
2.5
2
1
D
3
1
D
焊接工艺过程卡
接头焊接工艺卡
焊接顺序
图号
S13-0182
1
焊接区域15mm内清理
接头名称
干净并打磨出金属光泽,
接头编号
A1-A6B2-B4
对口时留2-3mm的间隙,
焊评编号
氩弧焊打底保证根部熔合
焊工持证项目
WS/D/M
良好。
预热温度
无
2
清理焊渣,自检无缺陷后
层间温度
无
及时用3.2的焊条焊接。
焊后热处理
无
3
清理焊渣,自检无缺陷后,
检
验
序号
本厂
锅检所
第三方
用埋弧焊焊接。
焊件材质
适用范围
层
道
焊接
方法
焊材及
尺寸
电源
极性
焊接
电流
A
电弧
电压
V
焊接
速度
气体保护焊
备注
钨极直
径mm
气体
成分
气体流量l/min
正面
反面
1
1
WS
直反
2.5
2
1
D
3
1
M
焊接工艺过程卡
接头焊接工艺卡
焊接顺序
图号
S13-0182
1
焊接区域15mm内清理
接头名称
桶体焊缝
干净并打磨出金属光泽,
接头编号
A1-A6B2-B4
对口时留2-3mm的间隙,
焊评编号
氩弧焊打底保证根部熔合
焊工持证项目
WS/D/M
良好。
预热温度
无
2
清理焊渣,自检无缺陷后
层间温度
无
及时用3.2的焊条焊接。
焊后热处理
无
3
清理焊渣,自检无缺陷后,
检
验
序号
本厂
锅检所
第三方
用埋弧焊焊接。
焊件材质
适用范围
层
道
焊接
方法
焊材及
尺寸
电源
极性
焊接
电流
A
电弧
电压
V
焊接
速度
气体保护焊
备注
钨极直
径mm
气体
成分
气体流量l/min
正面
反面
1
1
WS
直反
2.5
2
1
D
3
1
M
焊接工艺过程卡
接头焊接工艺卡
焊接顺序
图号
S13-0182
1
焊接区域15mm内清理
接头名称
桶体焊缝
干净并打磨出金属光泽,
接头编号
A1-A6B2-B4
对口时留2-3mm的间隙,
焊评编号
氩弧焊打底保证根部熔合
焊工持证项目
WS/D/M
良好。
预热温度
无
2
清理焊渣,自检无缺陷后
层间温度
无
及时用3.2的焊条焊接。
焊后热处理
无
3
清理焊渣,自检无缺陷后,
检
验
序号
本厂
锅检所
第三方
用埋弧焊焊接。
焊接位置
适用范围
层
道
焊接
方法
焊材及
尺寸
电源
极性
焊接
电流
A
电弧
电压
V
焊接
速度
气体保护焊
备注
钨极直
径mm
气体
成分
气体流量l/min
正面
反面
1
1
WS
直反
2.5
2
1
D
3
1
M
焊接工艺过程卡
接头焊接工艺卡
焊接顺序
图号
S13-0182
1
焊接区域15mm内清理
接头名称
桶体焊缝
干净并打磨出金属光泽,
接头编号
A1-A6B2-B4
对口时留2-3mm的间隙,
焊评编号
氩弧焊打底保证根部熔合
焊工持证项目
WS/D/M
良好。
预热温度
无
2
清理焊渣,自检无缺陷后
层间温度
无
及时用3.2的焊条焊接。
焊后热处理
无
3
清理焊渣,自检无缺陷后,
检
验
序号
本厂
锅检所
第三方
用埋弧焊焊接。
焊接位置
适用范围
层
道
焊接
方法
焊材及
尺寸
电源
极性
焊接
电流
A
电弧
电压
V
焊接
速度
气体保护焊
备注
钨极直
径mm
气体
成分
气体流量l/min
正面
反面
1
1
WS
直反
2.5
2
1
D
3
1
M
 升级会员
升级会员 