U形件弯曲模设计.docx
《U形件弯曲模设计.docx》由会员分享,可在线阅读,更多相关《U形件弯曲模设计.docx(10页珍藏版)》请在冰豆网上搜索。
U形件弯曲模设计
U形弯曲件模具设计
(一)零件工艺性分析
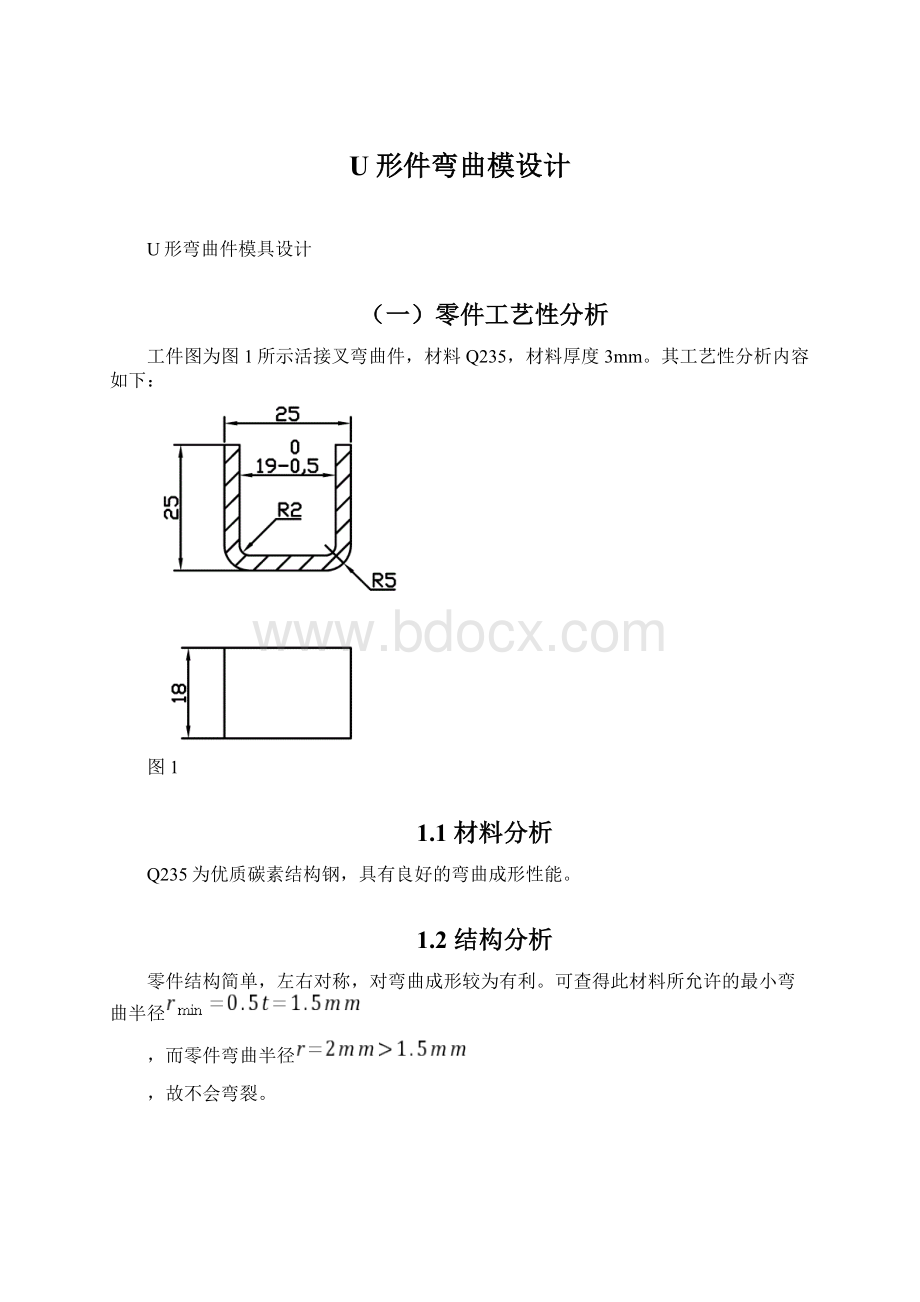
工件图为图1所示活接叉弯曲件,材料Q235,材料厚度3mm。
其工艺性分析内容如下:
图1
1.1材料分析
Q235为优质碳素结构钢,具有良好的弯曲成形性能。
1.2结构分析
零件结构简单,左右对称,对弯曲成形较为有利。
可查得此材料所允许的最小弯曲半径
,而零件弯曲半径
,故不会弯裂。
1.3精度分析
零件上只有1个尺寸有公差要求,由公差表查得其公差要求属于IT14,其余未注公差尺寸也均按IT14选取,所以普通弯曲和冲裁即可满足零件的精度要求。
1.4结论:
由以上分析可知,该零件冲压工艺性良好,可以冲裁和弯曲。
(二)零件工艺计算
2.1毛坯尺寸计算
对于
有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数
,中性层曲率半径ρ(mm)可按下式计算
所以坯料展开长度为
由于零件宽度尺寸为18mm,故毛坯尺寸应为64mm×18mm。
弯曲件平面展开图见图2。
图2
2.2弯曲力计算
弯曲力是设计弯曲模和选择压力机的重要依据.
该零件的自由弯曲力为
顶件力Q为
校正弯曲时的校正弯曲力
为
校正力大于自由弯曲力和顶件力之和所以压力机的压力应不小于校正力即
(三)弯曲模设备的选用
根据弯曲力的大小,选取开式双柱可倾台压力机JH23—25,其主要技术参数如下:
公称压力:
250kN
滑块行程:
75mm
最大闭合高度:
260mm
闭合高度调节量:
55mm
滑块中心线到床身距离:
200mm
工作台尺寸:
370mm×560mm
工作台孔尺寸:
φ260mm
模柄孔尺寸:
φ40mm×60mm
垫板厚度:
50mm
(四)弯曲模主要零部件设计
4.1工作部分结构尺寸设计
4.1.1凸模圆角半径
在保证不小于最小弯曲半径值的前提下,当零件的相对圆角半径
较小时,凸模圆角半径取等于零件的弯曲半径,即
。
凸模的公差去IT8查附录1得
,
4.1.2凹模圆角半径
凹模圆角半径不应过小,以免擦伤零件表面,影响冲模的寿命,凹模两边的圆角半径应一致,否则在弯曲时坯料会发生偏移。
根据材料厚度查表的凹模圆角半径
4.1.3凹模深度
凹模深度过小,则坯料两端未受压部分太多,零件回弹大且不平直,影响其质量;深度过大,则浪费模具钢材,且需压力机有较大的工作行程。
该零件为弯边高度不大且两边要求平直的U形弯曲件,查资料得凹模深度
。
H如图3所示
图3
4.1.4凸、凹模间隙
根据U形件弯曲模凸、凹模单边间隙的计算公式得
4.1.5U形件弯曲凸、凹模横向尺寸及公差
零件标注内形尺寸时,应以凸模为基准,间隙取在凹模上。
而凸、凹模的横向尺寸及公差则应根据零件的尺寸、公差、回弹情况以及模具磨损规律而定。
公差取IT8查附录1得凸模公差
,凹模公差
。
因此,凸、凹模的横向尺寸分别为
根据酸算得的数据画凹模与凸模的零件图如下图4、图5
图4
图5
(五)弯曲模具装配图
由上述各步计算所得的数据,对弯曲模具进行总体设计并画出装配图如图6所示。
图6
附录
1.公差表:
基本尺寸
公差值
IT4
IT5
IT6
IT7
IT8
IT9
IT10
IT11
IT12
IT13
IT14
IT15
IT16
IT17
IT18
大于
到
µm
mm
-
3
3
4
6
10
14
25
40
60
0.10
0.14
0.25
0.40
0.60
1.0
1.4
3
6
4
5
8
12
18
30
48
75
0.12
0.18
0.30
0.48
0.75
1.2
1.8
6
10
4
6
9
15
22
36
58
90
0.15
0.22
0.36
0.58
0.90
1.5
2.2
10
18
5
8
11
18
27
43
70
110
0.18
0.27
0.43
0.70
1.10
1.8
2.7
18
30
6
9
13
21
33
52
84
130
0.21
0.33
0.52
0.84
1.30
2.1
3.3
30
50
7
11
16
25
39
62
100
160
0.25
0.39
0.62
1.00
1.60
2.5
3.9
50
80
8
13
19
30
46
74
120
190
0.30
0.46
0.74
1.20
1.90
3.0
4.6
80
120
10
15
22
35
54
87
140
220
0.35
0.54
0.87
1.40
2.20
3.5
5.4
120
180
12
18
25
40
63
100
160
250
0.40
0.63
1.00
1.60
2.50
4.0
6.3
180
250
14
20
29
46
72
115
185
290
0.46
0.72
1.15
1.85
2.90
4.6
7.2
250
315
16
23
32
52
81
130
210
320
0.52
0.81
1.30
2.10
3.20
5.2
8.1
315
400
18
25
36
57
89
140
230
360
0.57
0.89
1.40
2.30
3.60
5.7
8.9
400
500
20
27
40
63
97
155
250
400
0.63
0.97
1.55
2.50
4.00
6.3
9.7
注:
基本尺寸小于1mm时,无IT14至IT18。
2.任务分工表:
任务分工表
姓名
负责内容
吴明
负责课程设计的计算工作
汪超
负责论文的书写、排版工作
宋洪全
负责画模具的装配图
黄文杰
负责画凹模零件图
吴红爽
负责画凸模零件图
3.参考文献:
【1】李红英《金属塑性加工模具设计与制造》
【2】曾珊琪,丁毅《模具制造技术》
【3】陈良辉《模具工程技术基础》
设计小结
通过这次课程设计使我充分认识到自己专业知识的不足,尤其是刚拿到课题根本完全不知道怎么做,看了半天无从下手,尤其是装配图更是抽象,我们小组五个人从各处搜寻资料,从分析设计到计算,到得到结论,给我们提供了自主学习,自主选择,自主完成的机会。
课程设计有实践性,综合性,探索性,应用性等特点,通过本次的课题使我了解到我们这个专业的实用性,让我知道必须努力学习好专业知识,只有这样才能在毕业后依靠自己强大的理论只是应用到实际中去。
随着课程设计做完,也将意味我的大学生活即将进入学习实用技术的关键时期,但在这段时间里面我觉得自己是努力并快乐的。
在繁忙的的日子里面,曾经为解决技术上的问题,而去翻我所学专业的书籍。
经过这段时间我真正体会了很多,也感到了很多。
这次课程设计,给我最大的体会就是熟练操作技能来源我们对专业的熟练程度。
比如,我们想加快课程设计程度,除了对各画图工具、公式编辑器的熟练掌握之外,还需要你掌握零件工艺方面的知识,对于工艺的选择,还有没接触到的中性层半径我们必须十分清楚。
在设计操作时,我们只有熟悉理论知识和各软件的操作,在设计时才得心应手。
因此,我总结出一个结论“理论是指导实践的基础,只有不断在实践中总结验,并对先前的理论进行消化和创新,自己的水平会很快的提高”
通过此次设计使我掌握了科学研究的基本方法和思路,为今后的工作打下了基础,在以后的日子我将会继续保持这份做学问的态度和热情.
在此,向在这次课程设计中给予过我们鼓励、指导及帮助的梅老师表示我们虔诚和衷心的感谢!
 升级会员
升级会员 