(完整)电焊工实操考试.doc
《(完整)电焊工实操考试.doc》由会员分享,可在线阅读,更多相关《(完整)电焊工实操考试.doc(53页珍藏版)》请在冰豆网上搜索。
(完整)电焊工实操考试
国家职业技能鉴定统一试卷
中级电焊工技能操作试卷
一、说明:
1、本试卷命题以可行性、技术性、通用性为原则编制的。
2、本试卷是依据1995年劳动部、机械工业部联合颁发的《中华人民共和国电焊工职业技能鉴定规范(考核大纲)》设计编制.
3、本试卷主要适用于考核中级手工电弧焊工。
4、本试卷无地域和行业限制。
5、本试卷无其他特殊要求.
二、项目:
1、试题名称
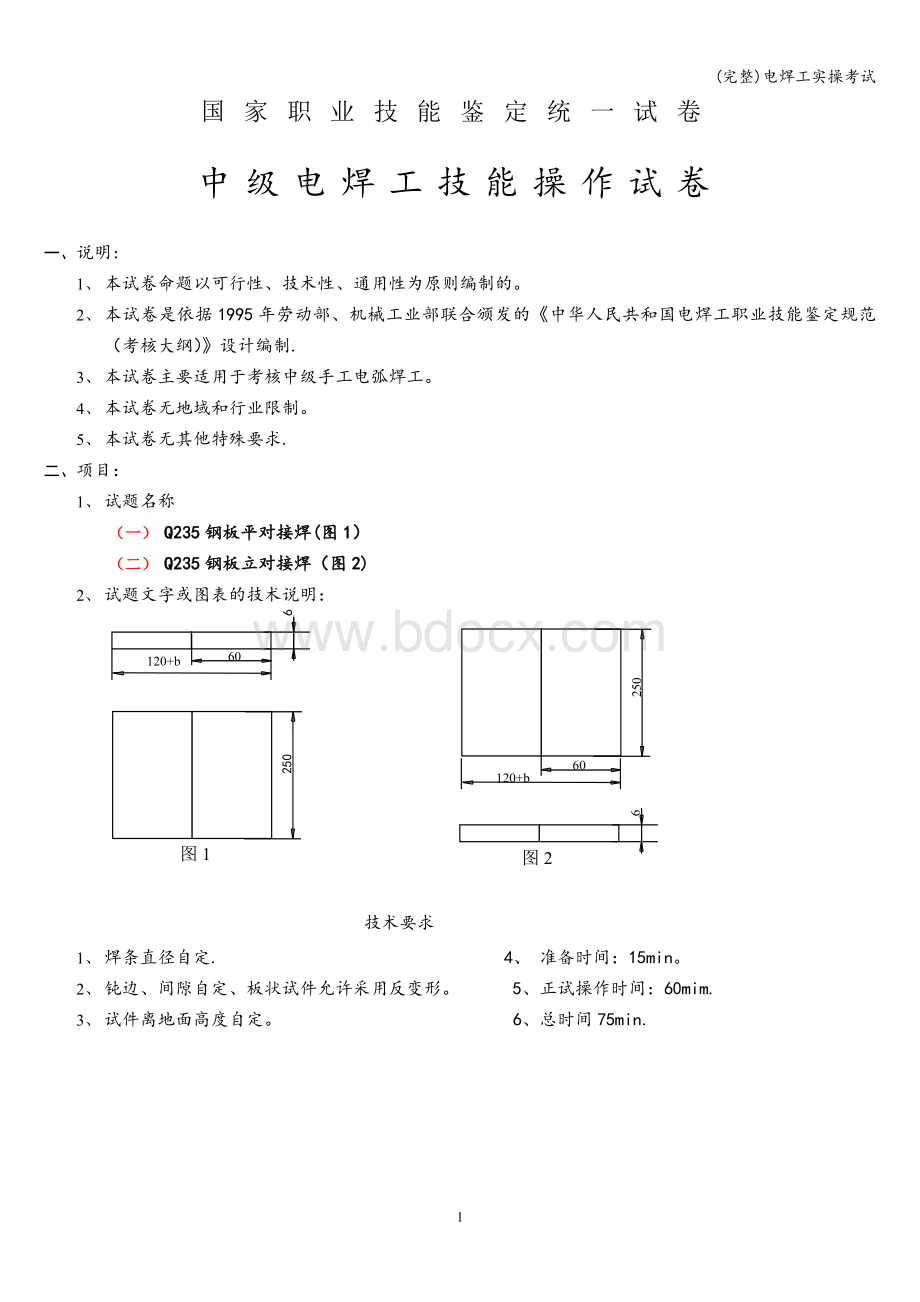
(一)Q235钢板平对接焊(图1)
6
(二)Q235钢板立对接焊(图2)
250
2、试题文字或图表的技术说明:
60
120+b
250
60
120+b
6
图2
图1
技术要求
1、焊条直径自定.4、准备时间:
15min。
2、钝边、间隙自定、板状试件允许采用反变形。
5、正试操作时间:
60mim.
3、试件离地面高度自定。
6、总时间75min.
三、Q235钢板平对接焊评分表
平对接焊评分表
项目
序号
考核要求
配分
评分标准
检测结果
得分
焊缝外观质量
1
表面无裂纹
5
有裂纹不得分
2
无烧穿
5
有烧穿不得分
3
无焊瘤
8
每处焊瘤扣1分
4
无气孔
5
每个气孔扣1分
5
无咬边
8
深度大于0。
5mm,累计长15mm,扣1分
6
无夹渣
8
每处夹渣扣1分
7
无未熔合
9
未熔合累计长度10mm,扣1分
8
焊缝起头、接头、收尾无缺陷
8
起头、收尾过高、脱节每处扣2分
9
焊缝宽度不均匀≤3mm
8
焊缝宽度变化〉3mm,累计长50mm,扣2分
安全文
明生产
10
违章从得分中扣分
10
焊缝外
形尺寸
11
焊缝允许宽度10~12mm
8
每超宽1mm,累计长50mm,扣2分
12
焊缝余高1~1。
5mm
8
每超宽1mm,累计长50mm,扣2分
焊后变
形错位
13
角变形≤3°
8
超差不得分
14
错位量≤0.5mm
5
超差不得分
总分
100
总得分
考评员
考试计时
自时分起至时分止
计
考场纪事:
考场负责:
监考:
年月日
四、Q235钢板立对接焊评分表
立对接焊评分表
项目
序号
考核要求
配分
评分标准
检测结果
得分
焊缝外观质量
1
表面无裂纹
5
有裂纹不得分
2
无烧穿
5
有烧穿不得分
3
无焊瘤
8
每处焊瘤扣1分
4
无气孔
5
每个气孔扣1分
5
无咬边
8
深度大于0.5mm,累计长15mm,扣1分
6
无夹渣
8
每处夹渣扣1分
7
无未熔合
9
未熔合累计长度10mm,扣1分
8
焊缝起头、接头、收尾无缺陷
8
起头、收尾过高、脱节每处扣2分
9
焊缝宽度不均匀≤3mm
8
焊缝宽度变化〉3mm,累计长50mm,扣2分
安全文
明生产
10
无违章行为
10
焊缝外
形尺寸
11
焊缝允许宽度8~10mm
8
每超差1mm,累计长50mm,扣2分
12
焊缝余高1~2。
5mm
8
每超差1mm,累计长50mm,扣2分
焊后变
形错位
13
角变形≤3°
5
超差不得分
14
错位量≤0.5mm
5
超差不得分
总分
100
总得分
考评员
考试计时
自时分起至时分止
计
考场纪事:
考场负责:
监考:
年月日
国家职业技能鉴定统一试卷
中级电焊工技能试卷
(M–06)
一、说明
1、本试卷命题是以可行性、技术性、通用性为原则编制的。
2、本试卷是依据1995年劳动部、机械工业部联合颁发的《中华人民共和国电焊工职业技能鉴定规范(考核大纲)》设计编制的.
3、本试卷适用于考核中级手工电弧焊工.
4、本试卷无地域或行业限制。
5、本试卷无其它特殊要求.
二、项目
1、试题名称:
<一>、低合金钢板-板对接立位手弧焊
<二〉、低合金钢管板(骑座式)垂直府位手弧焊
2、试题文字或图表的技术说明:
装配图
技术要求:
1、要求单面焊双面成形。
2、钝边、间隙自定,板状试件允许反变形。
3、焊条直径自选。
4、试件离地面高度自定。
三、考试规则
1、所用试件,焊接材料的种类和数量必须按管理制度领用,试件要统一打印钢字考号标记。
2、考生应提前五分钟持准考证进入指定的考位。
3、考评人员与考生比例为1:
5。
4、除考评人员及有关工作人员外,其它人员不准进入实际操作考试现场。
5、焊接时不允许坐着或依靠其它物件。
6、试件的点固、焊接及清理应由考生独立完成。
7、每个试件应连续焊完,一个试件尚未焊接完毕,不准焊接另一个试件。
8、对有位置要求的试件(板状的立位、横位、仰位;管状的水平固定;管板的水平固定或垂直仰位等)应按规定要求于焊接前固定好,整个焊接过程中(包括层间清理)不准取下,直至该试件焊接完毕。
9、考试过程中不允许使用磨光机。
10、考生应在规定的时间内完成全部焊接工作.考评人员通知限时一到,应立即切断电源停止考试。
11、考生在焊接结束后,应立即关闭焊机,彻底清理焊件表面的焊渣、飞溅,试件应保持原始状态,不允许补焊、修磨或任何形式的加工。
考生将清理好的试件交到指定地点,并彻底清理焊位现场.
12、考生在整个考试过程中,应遵守电焊工安全操作规程,做到文明生产。
对违犯考试规则不听劝阻或违犯安全操作规程出现重大事故者,取消考试资格,并按有关规定处理。
四、考核总时限
1、准备时间:
30min
2、正式操作时间:
120min
3、总时间:
150min
五、试件的检验及评分
1、试件必须是原始状态,不允许有任何形式的加工、修磨及补焊,否则该试件无效.
2、试件的检验及评定应按照试件质量评分表的次序进行。
3、评分表中各项只要出现任何一项不合格,则可认定该试件为不合格,终止对该试件的检验,对不合格试件不予评分。
4、试件的外观检查,必须由3名以上考评人员进行,并将缺陷状况及实测尺寸数据填入各相应项表格中。
5、外观检测方法,可借助5~10倍放大镜、焊接检验尺、钢板尺等检测工具来测量焊缝外形尺寸及缺陷尺寸。
6、在外观检查某些项计算扣分时,应取整数,对计算出的小数处理方法:
四舍六入。
五的进舍原则是看小数点前面的个位数字,如是奇数则进一,如是偶数则舍去。
7、所有检验结果均为一次性检验结果。
8、板状试件两端20mm范围内缺陷不做评定。
六、板对接试件质量评分表
姓名
考号
得分
板件材质规格
焊接位置
总扣分
外
观
外
观
缺
陷
序号
缺陷名称
合格标准
缺陷
状况
合格范围内
的扣分标准
扣分
1
裂纹、焊瘤、未熔合
不允许
2
咬边
深度≤0.5mm,
两侧咬边总长≤45mm
每10mm
扣1分
3
未焊透
深度≤15%δ且≤1。
5mm,
总长度≤30mm,
(氩弧焊打底不允许未焊透)
每10mm
扣1分
4
背面凹坑
深度≤20%δ且≤2mm,总长≤30mm(仰位不规定)
每10mm
扣1分
5
表面气孔
允许≤2mm的气孔4个
每个扣1分
检
查
6
夹渣
深≤0。
1δ,长≤0.3δ,
允许3个
每个扣1分
7
角变形
≤3°
>2°扣2分
8
错边量
≤10%δ
>5%δ扣2分
外
形
尺
寸
序号
名称
合格标准
实测
尺寸
合格范围内
的扣分标准
扣分
1
焊缝正面余高
0-3mm(手弧焊、半自动焊其它位置0-4mm)
>2mm扣2分
2
焊缝余高差
≤2mm(手弧焊、半自动焊其它位置≤3mm)
>1mm扣2分
3
焊缝宽度差
≤3mm
>2mm扣2分
4
单面焊焊缝背面余高
≤3mm
>2mm扣3分
内
部
质
量
合格
标准
底片级别
合格范围内的扣分标准
扣分
GB3323
Ⅱ级
Ⅱ级焊缝扣10分
机
械
性
能
试
验
合格标准
面弯
(一件)
钢
种
弯曲角度
试
双面
焊
碳素钢、奥氏体钢
180°
验
其它低合金钢、合金钢
100°
结
背弯
(一件)
单面
焊
碳素钢、奥氏体钢
90°
果
其它低合金钢、合金钢
50°
考评人员签章______________________________年___月___日
七、骑座式管板试件质量评分表
姓名
考号
得分
管、板材质规格
焊接位置
总扣分
外
序号
缺陷名称
合格标准
缺陷
状况
合格范围内的扣分标准
扣分
外
1
裂纹、焊瘤、未熔合
不允许
观
2
咬边
深度≤0.5mm,两侧咬边总长不超过焊缝长度的20%
按缺陷长度比例扣1-8分
检
观
3
未焊透
深度≤15%S且≤1.5mm,长度不超过焊缝长度的10%,(氩弧焊打底不允许未焊透)
按缺陷长度比例扣1—5分
缺
4
背面凹坑
深度≤25%S且≤1mm,长度不超过焊缝长度的10%
按缺陷长度比例扣1—4分
陷
5
表面气孔
允许≤0。
3S的气孔4个
每个扣2分
查
6
夹渣
深≤1mm,长≤1.5mm不超过3个
每个扣2分
外
形
序
号
名称
合格标准
实测
尺寸
合格范围内
的扣分标准
尺
1
焊脚尺寸
S+(3~6)mm
不扣分
 升级会员
升级会员 