工程资料清单本地控制器PLC隧道为主 资料.docx
《工程资料清单本地控制器PLC隧道为主 资料.docx》由会员分享,可在线阅读,更多相关《工程资料清单本地控制器PLC隧道为主 资料.docx(12页珍藏版)》请在冰豆网上搜索。
工程资料清单本地控制器PLC隧道为主资料
项目所需资料
1、生产产品
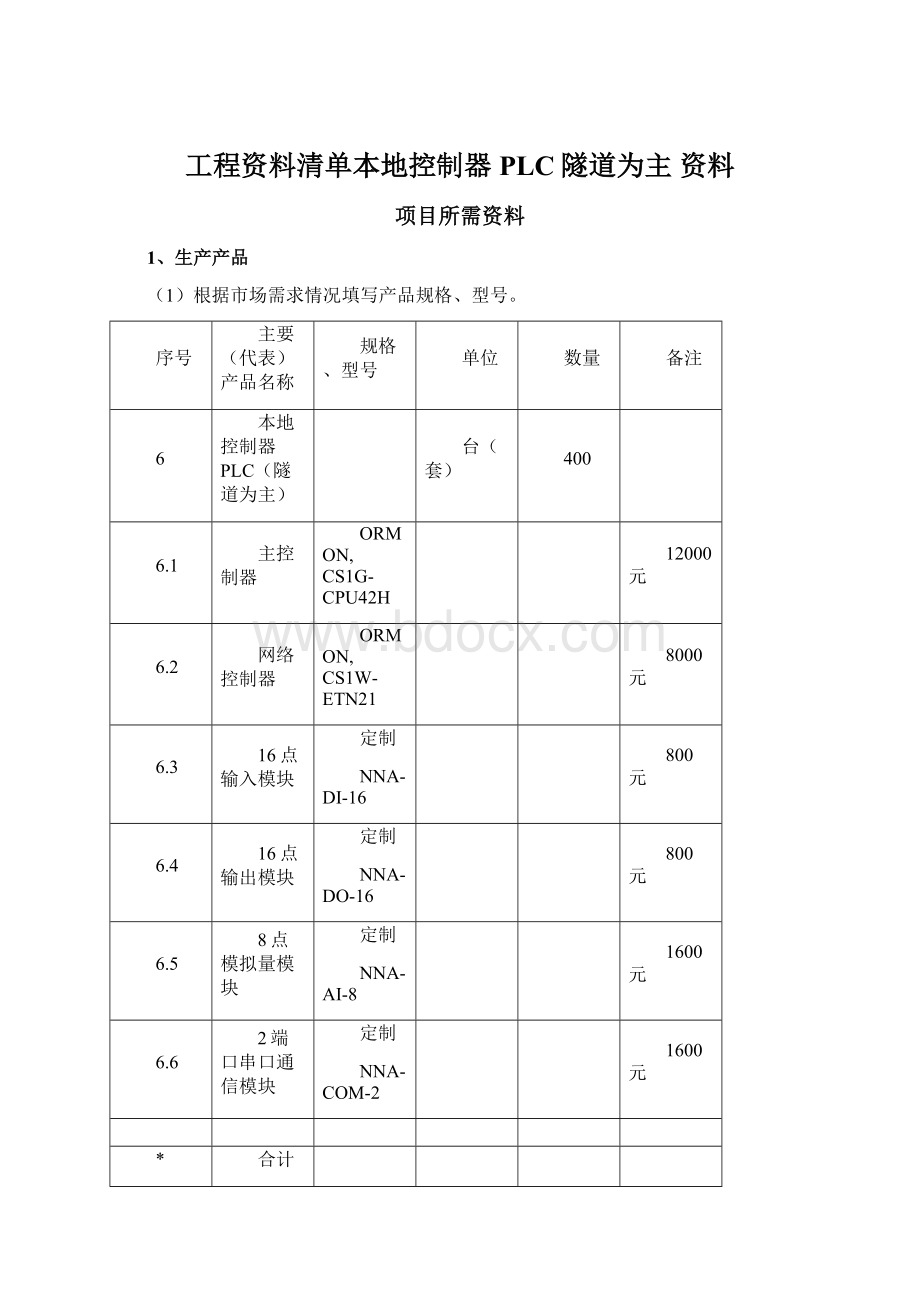
(1)根据市场需求情况填写产品规格、型号。
序号
主要(代表)产品名称
规格、型号
单位
数量
备注
6
本地控制器PLC(隧道为主)
台(套)
400
6.1
主控制器
ORMON,CS1G-CPU42H
12000元
6.2
网络控制器
ORMON,CS1W-ETN21
8000元
6.3
16点输入模块
定制
NNA-DI-16
800元
6.4
16点输出模块
定制
NNA-DO-16
800元
6.5
8点模拟量模块
定制
NNA-AI-8
1600元
6.6
2端口串口通信模块
定制
NNA-COM-2
1600元
*
合计
(2)主要(代表)产品执行的标准规范,产品性能和参数,国内外的行业地位如何?
目前,我国的PLC行业产品的标准规范统一按照2001年6月批准的:
可编程控制器系统设计规定HG/T20700–2000来执行。
根据对控制器性能指标的分析并比较,最终选用欧姆龙公司生产的CS1G系列PLC作为此次投标的隧道控制器。
CS1G性能稳定可靠、产品技术先进、价格经济合理,是目前国内市场的高档PLC产品中的主流。
CS1G系列PLC属于Omron最高档系列PLC,是双机冗余系统中双CPU、双电源配置,PLC的所有模块的平均无故障工作时间(MTBF)超过10万小时,所有I/O模块、远程I/O模块、扩展通讯模块、以太网通讯模块均支持带电热插拔,是一种高性能、高稳定性、高可靠性的PLC。
现在将其性能指标作出具体描述:
①CPU单元
Ø高速32位RISCCPU芯片。
Ø基本指令处理速度:
不低于0.04μs。
Ø
控制方式:
存储程序方式。
Ø电源电压:
85-264VAC。
Ø程序容量:
10K步,主控60K步。
Ø数据容量:
32K字,主控128K字。
ØI/O点数:
960点,主控不少于5120点。
Ø最大可扩展容量:
64MB。
ØCPU带RS232接口。
Ø具有自定义协议宏的通讯功能,能与其他厂商的产品进行数据通讯。
Ø具备于其他各厂商的现场总线通讯兼容的功能。
Ø具有自诊断功能:
CPU故障、I/O校验错误、上位机链接出错、存储器故障等。
Ø用户应用程序、系统参数等数据能够以文件的形式存放于数据存储卡或CPU内存中。
②数字量输入单元(DI)
Ø输入点数:
16点或8点,光电隔离。
Ø运行环境湿度:
90%
③继电器输出单元(DO)
Ø输出点数:
16点或8点,光电隔离。
Ø最大开闭能力:
AC250V,2A(感性负载COSΦ=1)。
Ø连接方式:
拆卸式端子排,防插错结构。
④模拟量输入单元(AI)
Ø输入点数:
8点。
Ø输入范围:
1~5V,0~10V,4~20mA。
Ø分辨率:
1/4000。
Ø转换速度:
≤1ms/点。
Ø总精度:
电压±0.2%,电流±0.4%。
Ø外部连接:
拆卸式端子排,防插错结构。
⑤串行通信单元
Ø端口类型:
一个RS232C口和一个RS422A/RS485口。
Ø具有自定义协议宏的通讯功能,能与其他厂商产品进行数据通讯。
Ø通讯方式:
半双工。
Ø同步方式:
起止同步式。
⑥以太网通讯模块
Ø一个10/100Mbps自适应,标准的RJ45口
Ø支持TCP/IP,UDP/IP标准协议,可与其他以太网设备,工作站、个人电脑及其他生产商提供的以太网产品实现大容量高速度的数据连接(DataLink)及信息共享,无需专用的网络协议转换装置。
Ø自带FTP服务功能,从而使工作站或个人电脑能通过FTP客户功能对PLC进行数据读写,而无需PLC上编程。
Ø带有E-mail功能,能向mailserver发送用户自定义信息,故障信息,状态信息等,带RAS功能,支持远程数据访问。
Ø具有历史故障履历。
⑦底板规格
Ø5/8/10槽。
Ø若PLC配置2块底板,则其中1块为扩展底板。
Ø底板采用总线式供电,数据读写。
(3)产品的技术先进性(国际水平、国内领先等),产品专利和知识产权等。
与市场上同类型产品相比而言,采用了我公司特制的输入输出模块,使用集成式PCB板模块代替传统的手工接线模式,即缩小了体积,又增加了产品的稳定性,而且降低了运行的功耗和维护成本。
根据隧道内环境比较潮湿,而且PLC几乎连接隧道内所有的被控设备,特别是许多外场设备,因此很容易被雷击的情况,在PLC的输入输出模块中都嵌入了防雷电路,大大减少了PLC因被雷击而造成的设备不可修复性故障,降低了运营和维护成本。
目前已在多个项目中使用,得到了一致的好评。
2、原辅材料消耗
原辅材料消耗主要分为三大类:
第一类:
为自己组织生产消耗的材料,包括主要原材料和辅助材料,需配置生产设备的部分;
第二类:
为外购社会上成型的、标准化的材料或部件;
第三类:
为委托其他加工厂或企业,根据自己需要和要求进行加工的部件;
动力和燃料消耗,主要为生产单位数量的产品,大概消耗多少电或其它燃料等。
以下表格请按生产一台(套)产品需消耗的原辅材料的数量进行填写,具体原材料消耗分类请根据自己实际情况调整:
七
本地控制器PLC(隧道为主)
单位
消耗量
单价(元)
供应厂商
备注
1
原材料
1.1
16点输入模块NNA-DI-16
块
4
800
定制
1.2
16点输出模块NNA-DO-16
1.3
NNA-AI-8
块
3
800
定制
1.3
NNA-COM-2
块
2
1600
定制
2
辅料
2.1
控制电缆,空开,开关电源,端子等
20000
定制
3
外购
3.1
主控制器CS1G-CPU42H
块
1
12000
3.2
网络控制器CS1W-ETN21
块
1
8000
4
外协件
4.1
底板及机箱外壳
台
1
8000
定制
5
燃料与动力
5.1
电力
kWh
15
5.2
水
5.3
气体
5.4
3、生产工艺流程
(1)说明技术的来源,提供购买技术专利的说明。
(2)请提供本项目主要(代表)产品生产工艺流程图及工艺流程说明;
本地控制器PLC(隧道为主)的生产工艺流程图
本地控制器PLC电路板设计流程图
本地控制器SMT贴片生产工艺流程图
本地控制器PLC外壳模具生产工艺流程图
本地控制器PLC模块焊接组装工艺流程图
本地控制器PLC模块的生产工艺说明:
除了采购的成品PLC模块外,需要生产定制的输入/出模块。
PLC的生产工艺主要可分成四个步骤。
①首先是设计生产PLC芯片,PLC的中央处理单元主要是由一个高密度的IC芯片组成。
生产这个需要非常专业的团队研发和高精度的机械设备。
而且市场都有现成的芯片出售,不需要重复的设计生产,因此厂家都是购买现成的芯片。
②接着是设计制造PLC外壳的模具和电路板,其他如外壳,主要由注塑机等机械设备组成。
电路板的设计需要由电路设计、版图设计、PCB制作、调试、测量测试等步骤组成。
③然后是SMT生产、波峰焊接和组装,焊接使用插件线贴片机等机械设备组成,有些特殊元器件需要手工焊制。
PLC组装较为简单些,用一般的装配流水线就可以了。
④最后是测试包装。
(3)主要生产技术,并对主要技术参数、技术先进性(专利或自有知识产权情况、技术鉴定情况)、可靠性、可行性进行说明。
PLC模块生产按生产工序顺序连续排布,从供料、SMT生产、波峰焊接,到组装、测试和包装整个过程。
在生产过程中其需要注意的主要生产过程有SMT焊接等。
SMT(SurfaceMountedTechnology)表面贴装技术,主要利用贴装机是将一些微小型的零件贴装到PCB板上,其生产流程为:
PCB板定位、印刷锡膏、贴装机贴装、过回焊炉和制成检验。
随着科技的发展,SMT也可以进行一些大尺寸零件的贴装,例如主机板上可贴装一些较大尺寸的机构零件。
SMT集成时对定位及零件的尺寸很敏感,此外锡膏的质量及印刷质量也起到关键作用。
SMT工艺流程图
①印刷:
其作用是将焊膏或贴片胶漏印到PCB的焊盘上,为元器件的焊接做准备。
所用设备为锡膏印刷机,位于SMT生产线的最前端。
因现在所用的电路板大多是双面贴片,为防止二次回炉时投入面的元件因锡膏再次熔化而脱落,故在投入面加装点胶机,它是将胶水滴到PCB的固定位置上,其主要作用是将元器件固定到PCB板上。
所用设备为点胶机,位于SMT生产线的最前端或检测设备的后面。
②贴装:
其作用是将表面组装元器件准确安装到PCB的固定位置上。
所用设备为贴片机,位于SMT生产线中印刷机的后面。
③固化:
其作用是将贴片胶融化,从而使表面组装元器件与PCB板牢固粘接在一起。
所用设备为固化炉,位于SMT生产线中贴片机的后面。
④回流焊接:
其作用是将焊膏融化,使表面组装元器件与PCB板牢固粘接在一起。
所用设备为回流焊炉,位于SMT生产线中贴片机的后面。
⑤清洗:
其作用是将组装好的PCB板上面的对人体有害的焊接残留物如助焊剂等除去。
所用设备为清洗机,位置可以不固定,可以在线,也可不在线。
⑥检测:
其作用是对组装好的PCB板进行焊接质量和装配质量的检测。
所用设备有放大镜、显微镜、在线测试仪(ICT)、飞针测试仪、自动光学检测(AOI)、X-RAY检测系统、功能测试仪等。
位置根据检测的需要,可以配置在生产线合适的地方。
⑦返修:
其作用是对检测出现故障的PCB板进行返工。
所用工具为烙铁、返修工作站等。
配置在生产线中任意位置。
4、生产设备
请按产品种类分类提供生产设备情况,主要设备的性能指标(分别列出进口和国产设备的主要型号和装机功率),主要设备的工作原理、选择的理由,主要设备的先进性说明,并对主要设备技术参数进行说明。
列出主要设备一览表(含数量和价格)
生产设备一般分为:
机械加工设备、塑料件生产设备、芯片或元器件生产设备、检测设备等,请根据自己具体实际生产工艺流程情况进行调整。
并将主要设备的性能指标,主要设备的先进性说明。
请根据生产规模填写下面所需的生产设备。
(7)本地控制器PLC(隧道为主)
请按生产400套本地控制器(PLC)所需的生产设备填写下表
序号
设备名称
规格型号
功率
(kW)
生产能力
数量
(台/套)
单价
(万元)
国别
备注
一
机械加工设备
1
台式钻床
Z516
2
500孔/班
1
1
国内
2
导轨切割机
C-4
1.5
430切/班
1
1
国内
二
塑料件生产设备
1
线槽切割机
WDCSA/B
2
600片/班
1
国产
三
芯片或元器件生产设备
1
回流焊贴片机
T-962A
1.5
200片/班
1
1
国内
2
离子电风枪
Q850A
2
600片/班
2
0.5
国内
3
离子吸锡枪座
MT-993
1
600片/班
2
0.1
国内
4
恒温离子电风枪
Q936A
1.5
500片/班
2
0.1
国内
四
检测设备
1
信号发生器
TDS1012
0.9
2
1.2
美国
2
单相异步电动机
JY7134
10
3
1
国内
3
可编程合成信号发生器
HP8656B
2
2.6
美国
*
合计
 升级会员
升级会员 