水轮机专项施工方案.docx
《水轮机专项施工方案.docx》由会员分享,可在线阅读,更多相关《水轮机专项施工方案.docx(14页珍藏版)》请在冰豆网上搜索。
水轮机专项施工方案
6.2水轮机及其附属设备安装技术措施
6.2.1.概述
1.水轮机埋设部件由尾水管里衬、转轮室、座环、机坑里衬、接力器坑衬等设备组成。
2.导水机构由底环、导叶、顶环、支持盖、拐臂、连杆、调速环、接力器等设备组成。
3.转轮与主轴联接含转轮(转轮盖)、主轴、联轴螺栓、操作油管、泄水锥等设备的安装。
4.水导轴承采用稀油润滑的巴氏合金瓦衬的自润滑轴承,由轴承座、轴瓦、转动油盆等设备组成。
5.主轴密封由工作密封和检修密封组成。
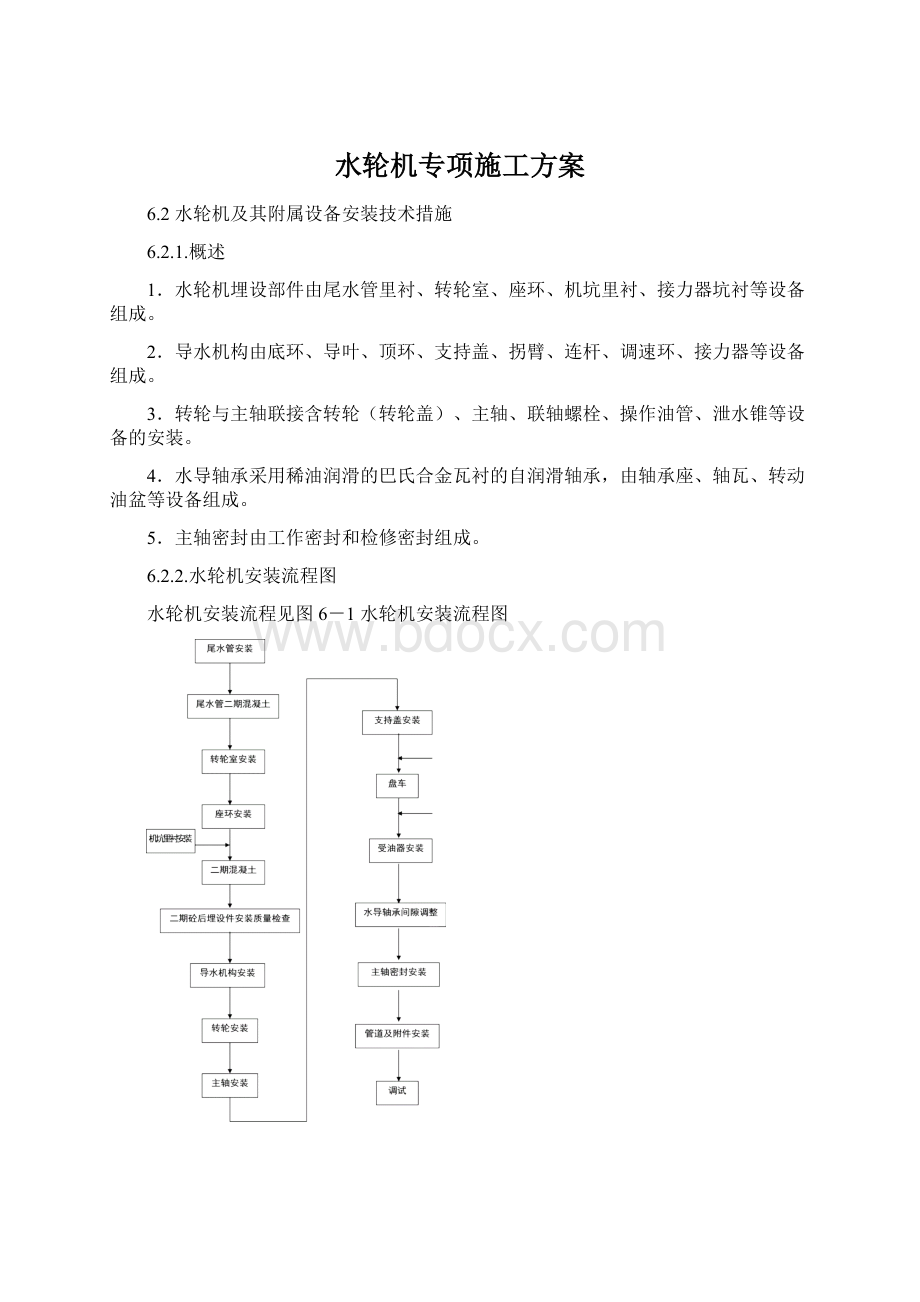
6.2.2.水轮机安装流程图
水轮机安装流程见图6-1水轮机安装流程图
图6-1水轮机安装流程图
6.2.3.主要设备施工技术措施
6.2.3.1.转轮室、座环安装技术措施
1.工作内容:
a.施工前的准备:
场地清理、支墩预埋垫板高程测量、基准点放置、水平梁和拉紧螺栓制作。
b.设备开箱清点、领用、清扫、检查机组中心标记和组合面,及组合面的修整,楔形板配对检查和处理。
c.座环组装,组合缝封焊。
d.转轮室组装。
e.座环与转轮室组装。
f.座环与转轮室吊入机坑安装:
中心、标高找正,上法兰面水平度调整,加固。
2.安装流程图
图6-2转轮室、座环安装流程图
3重要工序的施工方法和要求
a.座环组装:
在安装间布置好组装支墩,每个支墩上置一对楔子板,调整楔子板的标高。
将分块座环吊于支墩上,检查组合面应无毛剌、高点,将座环组装成整体。
检查组合面的间隙用0.05mm的塞尺检查不应通过,局部间隙充许0.10mm,但深度不应超过组合面宽度的1/3,总长不超过组合面高度的20%。
检查座环法兰面的水平度、平面度,镗口的圆度、直径,组合缝的错牙,其组合缝处的安装面错牙一般不超过0.10mm。
组合缝封焊。
组合缝焊接应采用对称分段退步跳焊法,以减少焊接变形。
焊接完后,应进行焊缝无损探伤检查,焊缝质量应符合要求。
b.转轮室组装:
转轮室在安装间支墩上组装,其组装要求同座环组装相同。
c.座环与转轮室组装:
将转轮室与座环的组合法兰面清扫干净,无毛剌、高点。
将座环吊于转轮室上,再一次清扫座环、转轮室法兰面,并在法兰面上涂上白铅油。
将座环徐徐下落至转轮室只有几毫米间隙时,用组合螺栓将转轮室拔于座环上,初步拧紧。
将座环与转轮室吊于支墩上,放置水平。
然后检查转轮室与座环的同心,应符合图纸要求。
拧紧组合螺栓。
检查组合面的间隙用0.05mm的塞尺检查不应通过,局部间隙充许0.10mm,但深度不应超过组合面宽度的1/3,总长不超过周长的20%。
d.转轮室、座环安装:
转轮室、座环吊入前,在支墩预埋的垫板上放好已配对好的楔形板,并调整好顶面高程,使其符合计算高程。
并在尾水管内搭设一工作平台。
转轮室、座环安装根据现场的实际情况,采用70~90t液压汽车吊进行吊装。
座环标高调整:
座环吊入后,利用调整布置在支墩上的楔形板的方法来调整座环中心标高,并用一台J2水准仪来进行测量。
座环中心调整:
其中心利用侧向千斤顶或手拉葫芦进行调整,并用已定好的“X、Y”机组中心线(拉十字交叉钢琴线)来进行测量。
座环上法兰面的水平度调整:
一般采用调整布置在支墩上的楔形板来进行。
并利用框型水平仪或合相水平仪(0.02mm/m)加自制的水平梁来测量座环上法兰面的水平度。
待座环水平度调整好后,应复查座环的中心、标高,如没有达到要求应重新调整。
e.加固:
座环安装调整检查合格后,应进行加固。
加固时应用水平仪进行监视其水平的变化。
加固完毕后,应重新进行标高、中心、水平测量,并作好各种记录。
f.座环在浇二期砼期间,应用水平仪监视座环水平,指导砼回填的速度、方位。
g.座环在浇二期砼后,应复查座环的水平、中心,并作好记录。
4.座环安装的技术要求:
详见
a.国标:
GB8564—88《水轮发电机组安装技术规范》
b.设计图纸和厂家技术资料
c.企业作业指导书:
JD02—97座环安装作业指导书
5.施工的安全要求和措施:
a.作业中一定要树立“安全第一,预防为主”的方针,遵守安全作业规程。
b.在座环的内侧应搭设工作平台,平台高度应适合作业。
c.起重设备一定要有专人操作,并有操作许可证。
起重指挥人员应有统一的指挥信号。
d.参加作业的焊工,应有全位置焊接合格证。
6.2.3.2.导水机构安装技术措施
1.工作内容:
a.施工前的准备:
水轮机机坑清扫,对座环等各加工面进行清扫涂油,以防锈蚀。
对非加工面,则清洗后涂漆。
求心器与重锤制作,尾水管内工作平台搭设。
设备开箱、检查、清点、并检查导叶轴颈与轴套的配合尺寸和导叶的高度,并作好记录。
b.底环组装。
c.顶盖组装。
d.水轮机中心确定:
座环水平和机组中心测量、确定。
e.导水机构安装:
⑴底环安装。
⑴导水叶、顶环吊入安装。
⑵调整检查导水叶的灵活性,检查处理导叶端面间隙。
⑶导叶端面间隙调整合格后,顶盖、底环钻铣销钉孔,并配制销钉。
f.(转轮、主轴安装。
)
g.支持盖安装。
h.导水机构其它设备的安装。
2.安装流程图:
导水机构安装流程图见图6-3
3.主要工序的施工方法和要求:
a.机组中心测定:
⑴机组中心测定前,应在转轮室内搭设一工作平台并对座环镗口及加工面进行清扫。
⑵检查顶盖排水孔和尾水测压管等是否畅通,并进行封堵。
以防杂物掉入。
⑶复测座环上平面的水平、高程、镗口园度,应符合要求。
同时测量转轮室中心至座环下平面、座环上下平面的高度值,且每个园周不应小于八个测点。
⑷在座环上搪口园周上,按“X、Y”轴线等分8~16个测点,对每一测点用砂布打光并画上一小园圈。
图6-3导水机构安装流程图
⑸在发电机下机架基础平面以上搭设放置求心器平台和工作人员行走和操作平台。
⑹在求心器上挂上钢琴线及重锤,并将重锤放置在粘度大的油内。
应使重锤不与其他部件碰撞。
⑺调整求心器使钢琴线接近中心位置,然后用耳机和千分尺进行测量。
⑻机组中心线的确认:
当座环上镗口X、Y方向对称四点至钢琴线的最短距
离差在0.05~0.08mm以内,其它方向的半径差亦在0.10mm以内时,此钢琴线即可认为是水轮机安装中心线。
同时作好记录,作为顶环、底环找同心时修正数值用。
b.底环安装
⑴将分瓣的底环在安装间进行清扫、组合,其组合面上应涂白铅油,螺栓拧紧后用0.05mm的塞尺检查组合缝间隙应符合要求,以防漏水。
⑵在机组中心线悬挂以前,将底环吊入安装位置。
⑶当机组安装中心线确定以后,利用测中心的工具进行底环的定位工作。
为了调整底环中心,采用在下轴套内插入测筒的方法。
测筒与下轴套的配合尺寸按导叶下轴颈与下轴套的配合尺寸确定。
为减少测量误差,还用专用测头来紧靠套筒。
先用小楔子板塞入间隙ξ2处来调整底环的水平。
16只导叶孔应每只每只来调整。
在间隙ξ1处打入楔子板来调整中心。
中心先测八只导叶,最后16只导叶下轴套的中心均应调整合格。
在调整水平时,一般应将底环紧固螺钉拧紧。
如水平无法调,则可松开紧固螺钉,但要考虑底环的波浪度不宜变化太大,以免影响导叶的端部间隙调整。
当底环的中心、水平调整合格,可将间隙ξ1、ξ2处连同楔子板一起点焊固定。
由于底环已固定,当顶环吊入后,应按底环的中心找正。
底环的中心、水平调整,是导水机构安装的基础,必须认真对待,仔细调整。
c.导叶安装:
⑴导叶安装前检测下列尺寸:
导叶与底环、顶环的配合高度。
导叶上、中、下轴颈及与之配合的内径。
⑵在底环上的导叶下轴瓦内,涂以少量黄油(尼龙轴瓦应涂凡士林)。
⑶按制造厂编号吊入所有的导水叶,将其插入底环的轴套孔内。
d.顶环组装、预装:
⑴中、小型轴流式水轮机的顶环,一般分2辩组成。
由于发电机下机架牛腿的影响,组合整圆的顶环无法吊入机坑。
一般是将分瓣的顶环在安装间进行清扫,然后吊入机坑,再组合成整圆。
半圆环吊入机坑时,应倾斜且将其一端伸进
水轮机室进人门处方能吊入,
由于导叶已全部吊入机坑。
因此,顶环的组装平台宜放在导叶轴端。
组装平台由钢板与两只无缝钢管组成。
将无缝钢管在隔一只导叶轴端位置焊在钢板上,然后套装在两只导叶轴端上。
顶环在这组装平台上组合,其组合面上应涂白铅油,螺栓拧紧后用0.05mm的塞尺检查组合缝间隙应符合要求,以防漏水。
⑵将组合成整体的顶环套入导叶轴颈,然后按编号吊装相应的套筒。
⑶以底环止口为基准,利用测中心工具,测量和调整顶环止口的中心,要求各半径与平均半径之差,不超过止漏环设计间隙的±10%。
⑷上述质量符合要求后,拧紧不少于一半的顶环与座环的连接螺栓,并对称拧紧8只套筒与顶环的连接螺栓。
⑸测量导叶上轴颈与套筒轴瓦的间隙。
对称方向测四点,一般要求:
δb=δd
δa+δc=δb+δd
且迎水面的间隙δa不应小于设计最小间隙,否则应调整,以使符合要求。
在调整过程中可使用千分表监视。
⑹测量导叶上、下端面大、小头与顶环、底环的间隙值,其总间隙不应超出设计规定,但也不能小于设计间隙的70%。
若间隙过大,可在底环与座环结合面加垫。
若间隙过小,可磨削导叶体上下端面,以减少导叶的高度。
若多数导叶的端面总间隙均过小,甚至为0,则应将顶环吊起磨削导叶体上下端面,直到间隙符合要求。
⑺导叶的端面间隙符合要求和导叶轴颈和套筒轴瓦的间隙调整好后,装上专用板手,人工转动导叶,应能灵活转动。
⑻上述要求达到后,可钻铣底环、顶环的定位销钉孔,并配置销钉。
e.顶环安装:
⑴在座环的下镗口盘根槽内放入合格的盘根(盘根在放入前,应根据盘根槽尺寸进行核实其大小)。
⑵吊起顶环,调整其水平在0.20mm/m以内。
并在顶环与座环的组合面上涂上白铅油,将顶环吊入安装位置,打入定位销钉。
均匀而对称地拧紧组合螺栓。
⑶导叶套筒的安装:
套筒在安装前,应将套筒上排水孔清扫干净,然后按编号吊入安装位置,并对称拧紧组合螺栓。
用塞尺检查导叶上轴颈处的间隙,并用专用板手检查其转动灵活性。
否则应适当修刮轴套。
⑷检查导叶端面总间隙,其最小值不得小于设计值的70%,并复查导叶有无倾斜。
⑸拐臂安装:
套筒安装完后,按编号将拐臂装在相应轴上,并检查其半园键槽有无错牙。
⑹导叶端面间隙调整:
导叶上下端面间隙应按水轮机运行时,导叶能否被顶起来进行分配。
压力水进入下轴套内,使导叶上浮,其值由下式决定:
W<Hπd2/4
式中W—导叶重量kg
H—水轮机工作水头kg/cm2
D—导叶下轴颈直径cm
当导叶重量大于浮力时,其上、下端部间隙按实际总间隙的一半分配。
若导叶重量小于浮力,则其上部间隙应为实际总间隙的60~70%。
下端间隙为总间隙的30~40%。
利用专用工具调整其间隙,间隙合格后,打入分半键。
拧紧顶丝,并作好记录。
⑺止推块安装与调整:
止推块安装要保证其周围与拐臂有一定间隙。
一般应大于轴套的单边间隙。
其轴向间隙应大于导叶上部间隙的50%。
此一工作应在导叶端部间隙调整合格后进行。
⑻导叶立面间隙的检查和处理:
先将导叶全部关闭,在蜗壳内用钢丝绳捆在导叶外围的中间部位,钢丝绳的两端分别用一个3~5吨的链条葫芦相连,并固定在固定导叶上,然后拉紧链条葫芦,将捆导叶的钢丝绳拉紧,使各导叶均匀受力而关闭。
用塞尺检查捆紧后的导叶立面间隙,若导叶立面仅有部分接触而大部分长度上有不同的间隙时,可做好记号,放松钢丝绳,然后打开导叶,用锉刀或砂轮机等工具修磨接触面。
修磨后再次捆紧导叶检查,直至符合要求。
4.导水机构安装的技术要求:
详见
a.国标:
GB8564—88《水轮发电机组安装技术规范》
b.设计图纸和厂家技术资料
c.企业作业指导书:
JD03—97导水机构安装作业指导书
图6-4转轮、主轴及操作油管安装流程图
6.2.3.3.转轮、主轴及操作油管安装技术措施
1.工作内容:
a.转轮、主轴、操作油管及其附件安装。
b.施工前的准备:
设备开箱、检查、清理、联接法兰清扫、联接螺栓试配。
c.转轮安装。
d.主轴及操作油管安装。
2.安装流程图:
安装流程见图6-4转轮、主轴及操作油管安装流程图。
3.转轮、主轴、操作油管安装主要工序的施工方法和要求:
a.施工前的准备工作:
(1)清扫主轴法兰和轮毂法兰以及组合螺栓,组合螺栓应按编号进行试配。
(2)清扫、检查转轮室。
(3)清扫、检查操作油管。
⑷安装转轮悬吊专用工具。
轴流式水轮机转轮吊入机坑后,需利用悬吊工具来挂住转轮并进行转轮的高程、水平、中心的调整工作。
悬吊工具由悬臂、长吊杆、短吊杆、轴销、斜面法兰、凹凸球面法兰及螺母等组成。
b.转轮安装:
(1)当转轮组装完毕且经转轮叶片止漏装置渗漏试验合格,即可进行转轮的正式安装。
⑵转轮起吊,可直接用四只大吊环串上钢丝绳来进行。
在起吊前,厂内桥机应按大件起吊要求进行认真检查。
起吊300mm高度后应上下起落三次,以检查桥机的刹车及电气线路是否正常,然后将转轮吊入机坑。
⑶转轮吊入机坑的安装高程应比运行高程低,以免发电机主轴吊入时,其止口与水轮机大轴相碰。
一般是将转轮安装高程转换为转轮组合面高程,以利于测量。
⑷由于转轮由叶片来承重,扰度较大。
为便于调整转轮的高程与水平,在安装悬吊工具时,其凹凸球面法兰间应涂黄油以润滑。
各悬吊孔内的短吊杆,其外露丝扣长度应一致。
如转轮组合面高程不符合要求,可用桥机起吊转轮,用手扳动短吊杆上的螺母来调整。
⑸转轮安装的水平,用方形水平仪在转轮组合面上测量。
调整量较大时,应吊起转轮,用手扳动短吊杆上的螺母来调整。
少量的,可用专用扳手,扳动长吊杆上的螺母来调整。
轴流式水轮机转轮安装时的水平,一般在0.10mm/m以内即可。
⑹转轮安装时的中心值,按转轮叶片与转轮室壁的间隙值来调整。
安装时的中心值,以测量机组中心线上的四点即可,一般要求中心误差在0.05mm以内。
调整时,可在转轮叶片与转轮室壁间隙内打入楔子板。
间隙值的测定,应用硬木制成的楔形塞规,在斜面上涂以粉笔粉,插入间隙,
按印痕用外径千分尺测量其厚度。
转轮安装中心值,最后应在叶片上,均分成几点。
每只叶片上分7点,然后求各点的平均值。
由于转轮室有弧度,木制楔形塞规的长短,对其间隙的绝对值有影响。
如塞规长则间隙小。
为便于比较,每台机组应用一根塞规进行测量。
⑺转轮中心的定位,宜在每只叶片上打两对楔子板。
c.主轴及操作油管安装:
(1)主轴与操作油管组装:
1)清扫主轴轴孔、操作油管,准备安装的专用工具。
2)检查内、外操作油管配合间隙,外操作油管轴套与主轴轴孔配合同隙。
3)将内、外操作油管依次组装好,并用钢丝绳将内操作油管拖入外操作油管内,然后分别按图纸将其连接固定。
注意操作油管上端要封堵好。
4)利用专用工具将外操作油管拖入主轴轴孔内,再利用专用工具固定好外操作油管。
(2)主轴与操作油管安装:
1)轴流式水轮机主轴,与混流式水轮机主轴不同之处,一是主轴内有操作油管,二是主轴带转轮盖与转轮盖分开。
对于主轴带转轮盖的结构,同一般主轴与转轮连接相同。
如主轴与转轮盖分
开的结构,先将主轴与转轮盖连接,再一起和转轮体连接。
2)主轴和转轮盖吊起后,其水平应调整在0.05mm/m以内。
当操作油管下端法兰面离活塞杆200mm时,停止主钩下降,利用导链使操作油管落至活塞杆上,装上垫片,对称均匀地拧紧紧固螺栓并锁好锁定片。
主轴与操作油管装好后,在主轴轴端,应测量主轴内孔与操作油管外壁间的距离,以检查操作油管的垂直度,其半径误差应在±1mm以内。
然后将转轮盖落至转轮体上,并进行连接螺栓的紧固工作。
3)转轮盖与转轮体组合面上有耐油橡皮圈,在转轮盖吊入前应事先放入。
橡皮圈要用新的。
在转轮叶片渗漏试验时用过的橡皮圈不宜再用,以免漏油。
4)转轮盖与转轮体连接螺栓的拧紧方法与联轴方法相同。
d.安全技术措施
(1)清扫加工面要小心,并用平尺进行严格检查,直至合格。
(2)操作油管一定要清洗干净,并及时进行封堵。
(3)吊装时应严防钢丝绳、吊具等划伤设备,设备与吊具接触的地方应垫木块或橡皮。
(4)脚手架应搭牢固,竹跳板应用铁丝扎牢,严禁高空抛物。
4.转轮安装的技术要求与规范:
a.GB8564-88《水轮发电机组安装技术规范》
b.设计图纸、厂家技术文件以及监理提供的相关技术文件。
c.企业作业指导书:
JD04—97主轴与转轮联接、安装作业指导书
 升级会员
升级会员 