作业指导书.docx
《作业指导书.docx》由会员分享,可在线阅读,更多相关《作业指导书.docx(19页珍藏版)》请在冰豆网上搜索。
作业指导书
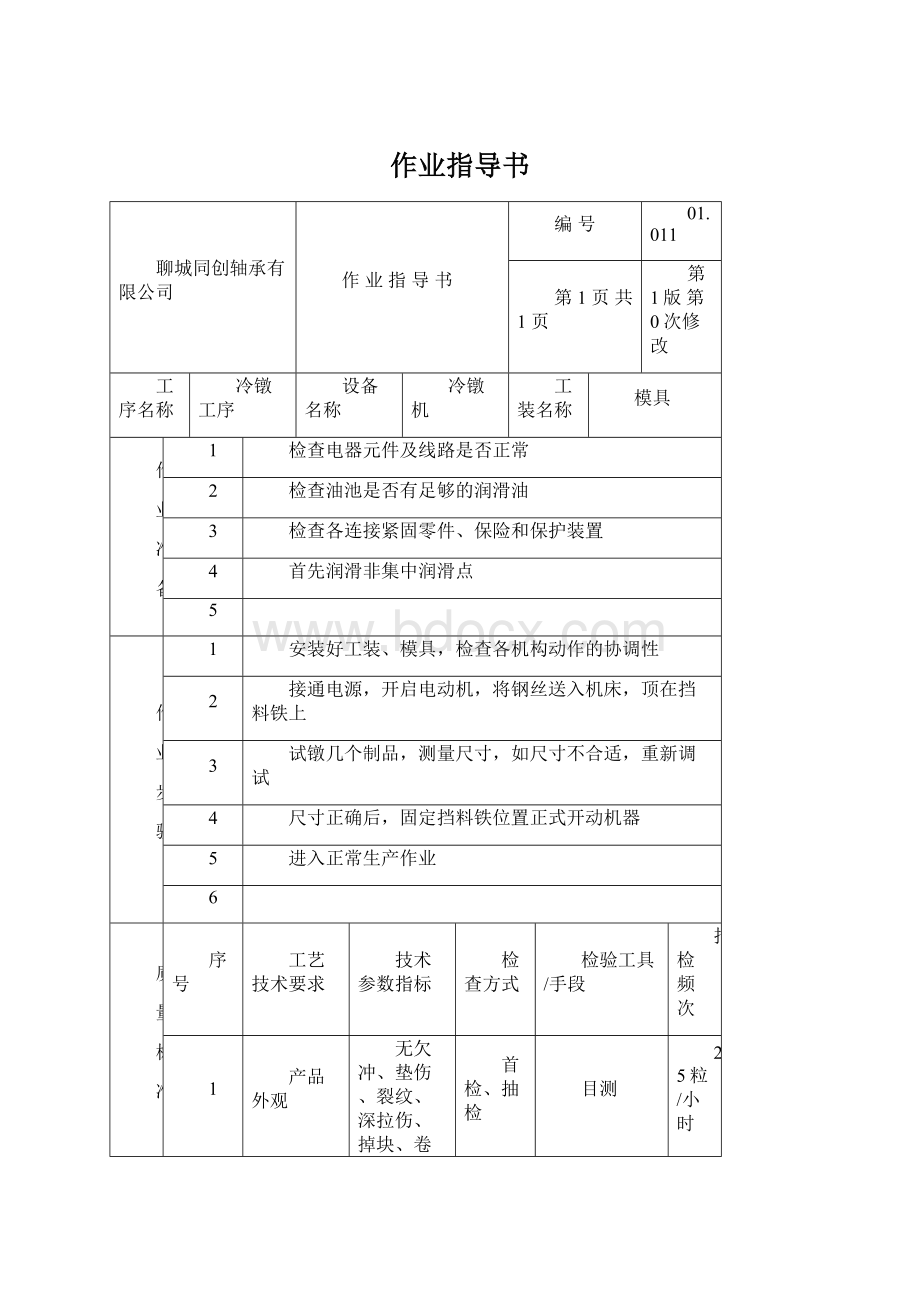
聊城同创轴承有限公司
作业指导书
编号
01.011
第1页共1页
第1版第0次修改
工序名称
冷镦工序
设备名称
冷镦机
工装名称
模具
作
业
准
备
1
检查电器元件及线路是否正常
2
检查油池是否有足够的润滑油
3
检查各连接紧固零件、保险和保护装置
4
首先润滑非集中润滑点
5
作
业
步
骤
1
安装好工装、模具,检查各机构动作的协调性
2
接通电源,开启电动机,将钢丝送入机床,顶在挡料铁上
3
试镦几个制品,测量尺寸,如尺寸不合适,重新调试
4
尺寸正确后,固定挡料铁位置正式开动机器
5
进入正常生产作业
6
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
无欠冲、垫伤、裂纹、深拉伤、掉块、卷冲、环带超偏等
首检、抽检
目测
25粒/小时
2
毛坯外径
参见工艺文件
首检、抽检
D744
25粒/小时
3
位移
参见工艺文件
首检、抽检
万能表座
25粒/小时
4
高度
参见工艺文件
首检、抽检
G903
25粒/小时
5
公斤粒数
参见工艺文件
首检、抽检
天平
安
全
要
求
1
按操作规程正确使用行车。
2
机器运转期间,不得取下安全装置
3
机身上(传动部分)不要放工具及其它物品。
4
试车切勿倒开车,以免损坏机件
应
急
计
划
1
发现工装不符合要求及时报告主管
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任、并报有关部门
4
维
护
要
求
1
清洁现场及设备卫生,班后一次
2
给机床润滑部分加油,班前一次
3
对设备进行定期维护与保养
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.012
第1页共1页
第1版第0次修改
工序名称
磨外径
设备名称
无心磨
工装名称
导轮、砂轮、刀板
作
业
准
备
1
根据加工滚子的尺寸,选择相应的刀板和送、下料结构。
2
检查润滑、点器、液压、冷却等系统是否正常。
3
检查送料机、中转箱、接料斗等容器内是否有杂滚子。
4
检查油池是否有足够的油.
作
业
步
骤
1
安装刀板、导轮、砂轮等工装。
2
打开冷却液阀门。
3
调整刀板位置,调整砂轮、导轮间隙。
4
熟悉当班所加工的型号和加工范围。
5
待主轴油回流电源指示灯亮后方能启动砂轮,待砂轮空转1~2分钟,开动各部位进行工作调整,进入正常工作区。
6
关机前,先停送料机,等滚子全部通过磨削区域后,关导轮、关水,待砂轮空转2分钟后,关砂轮,再关掉电源。
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
无磨伤、卡伤、烧伤、螺旋纹、碰伤、划痕
首检、抽检
目测
25粒/小时
2
外径
参见工艺文件
首检、抽检
D744
25粒/小时
3
角度
参见工艺文件
首检、抽检
D744
25粒/小时
4
圆度
参见工艺文件
首检、抽检
D051M
25粒/小时
5
安
全
要
求
1
机器运转期间,不得取下安全装置
2
机身上(传动部分)不要放工具及其它物品。
3
按操作规程正确使用行车。
4
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任
4
维
护
要
求
1
清洁:
清洁班后现场。
班后一次
2
定期给设备进行润滑
3
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.013
第1页共1页
第1版第0次修改
工序名称
磨端面
设备名称
双端面磨床
工装名称
砂轮、送料盘
作
业
准
备
1
检查润滑、电气、液压、冷却等系统是否正常
2
掌握加工产品的工艺要求及过程产品特性的控制方法
3
检查各手轮、手柄、开关,使其处在所需位置或停止位置上
4
检查油池是否有充足的油
5
作
业
步
骤
1
按机床润滑部位图在各加油点加注规定的润滑油
2
正确调整磨头角度。
3
电源打开,首先开液压,调整磨削位置
4
砂轮起动约半分钟,开冷却水,起动料盘,对好工艺尺寸,打开送料机干活。
5
关机:
首先关送料机,把料盘里的料弹出来,使其空转再关冷却水,(三分钟)使砂轮中的水甩干,再关掉总电源。
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
无刻伤、砂轮伤
首检、抽检
目测
45粒/小时
2
高度
参见工艺文件
首检、抽检
G903
45粒/小时
3
端跳
参见工艺文件
首检、抽检
C742
45粒/小时
4
5
安
全
要
求
1
机器运转期间,不得取下安全装置
2
机身上(传动部分)不要放工具及其它物品。
3
按操作规程正确使用行车。
4
电机过载,热继电器跳闸,电动机因之停止,若再次启动时,需等十分钟后,再用手恢复脱扣机构。
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任
4
维
护
要
求
1
清洁:
清洁班后现场,班后一次。
2
按三级保养制度定期对设备进行润滑。
3
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
Y01.014
第1页共1页
第1版第0次修改
工序名称
热处理工序
设备名称
回火炉
工装名称
作
业
准
备
1
检查各运转传动部位,并注入润滑油
2
检查工作环境是否符合要求
3
更换规格时,之间要留一定的间隙。
4
1
潮湿的滚子串干。
作
业
步
骤
2
严格控制保护气氛
3
启动淬火各设备,检查运行情况。
4
加热到规定温度后,保温。
5
淬火后应立即回火,回火温度及保温时间参见工艺文件
6
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
硬度
HRC60.0~65.0
抽检
洛氏硬度计
6粒/台炉
2
金相组织
1~4级
抽检
金相显微镜
3粒/台炉
3
外观
银白色
抽检
目测
4
5
安
全
要
求
1
不允许将潮湿的滚子直接进行加热淬火
2
应经常检查控制仪的指示温度,防止温度失控引起意外事故。
3
注意保护气通入量和成分比率。
4
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停炉调整。
3
发现不安全因素报班长、车间主任
4
按操作规程正确使用行车。
维
护
要
求
1
清洁:
清洁班后现场,班后一次。
2
润滑:
开炉前要对各运转、传动部位进行润滑。
3
电炉长期使用时,炉罐后的滴液通道要畅通。
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.015
第1页共1页
第1版第0次修改
工序名称
磨球基面
设备名称
球基面磨床
工装名称
左、右导轮、隔离盘
作
业
准
备
1
检查润滑、电器、液压、冷却等系统是否正常,各防护装置是否完整无损。
2
掌握加工产品的工艺要求和过程。
3
准备好相应的工具和量具。
4
5
作
业
步
骤
1
打开机床电源,开动砂轮,打开冷却阀并调节适当的流量。
2
工料并打开送料机电源,开动左右导轮,开始试加工。
3
严格按工艺要求加工产品。
4
要勤量勤看,发现质量问题及时调整,使之达到工艺要求。
5
关闭送料机电源,当隔离盘中无加工滚子后关闭左右导轮和冷却液。
砂轮空转5分钟后关总电源。
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
无烧伤、划痕
首检、抽检
目测
25粒/小时
2
高度
参见工艺文件
首检、抽检
G903
25粒/小时
3
端跳
参见工艺文件
首检、抽检
C742
25粒/小时
4
5
安
全
要
求
1
机器运转期间,不得取下安全装置
2
机身上(传动部分)不要放工具及其它物品。
3
按操作规程正确使用行车。
4
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任
4
维
护
要
求
1
清洁:
清洁班后现场,班后一次。
2
按三级保养制度定期对设备进行润滑。
3
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.016
第1页共1页
第1版第0次修改
工序名称
超精工序
设备名称
超精机
工装名称
导辊、油石
作
业
准
备
1
检查润滑、电气、液压、冷却等系统是否正常
2
检查润滑、电气、液压、冷却等系统是否正常
3
检查油池是否有充足的油
4
检查各手轮、手柄、开关,使其处在所需位置或停止位置上
5
作
业
步
骤
1
准备好必要的工具、量具
2
调整导辊、油石
3
开动各电动机,进行空运转,检查机床各机构运转情况,各连锁安全保险装置是否安全
4
检查机械、电气、液压系统的安全性
5
严格按工艺要求加工产品:
要勤量勤看,发现质量问题及时调整
6
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
外径
参见工艺文件
首检、抽检
D744、D051
25粒/小时
2
角度
参见工艺文件
首检、抽检
D744
25粒/小时
3
圆度
参见工艺文件
首检、抽检
D051
25粒/小时
4
凸度
参见工艺文件
首检、抽检
TD902、D744
25粒/小时
5
外观
目检
125粒/小时
安
全
要
求
1
机器运转期间,不得取下安全装置
2
机身上(传动部分)不要放工具及其它物品。
3
按操作规程正确使用行车。
4
检查各工位油石安装紧固的情况下,才能开动设备进行加工
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任
4
维
护
要
求
1
清洁:
清洁班后现场。
班后一次
2
每班至少擦拭设备一次
3
按设备保养制度进行定期润滑。
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.017
第1页共1页
第1版第0次修改
工序名称
软窜工序
设备名称
窜筒
工装名称
废砂轮
作
业
准
备
1
检查工装是否完好
2
将窜筒内的滚子清理干净
3
检查设备是否符合要求
4
5
作
业
步
骤
1
接通电源
2
将加工产品和砂轮块放入窜筒内
3
启动窜筒,开始加工
4
5
6
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
完工检
目检
2
环带厚度
完工检
游标卡尺
3
4
5
安
全
要
求
1
1.机器运转期间,不得取下安全装置
2
2.机身上(传动部分)不要放工具及其它物品。
3
4
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任
4
维
护
要
求
1
清洁:
清洁班后现场。
班后一次
2
每班至少擦拭设备一次
3
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.018
第1页共1页
第1版第0次修改
工序名称
光饰工序
设备名称
清洗抛丸机
工装名称
钢丸
作
业
准
备
1
检查设备是否符合要求
2
检查钢丸的数量
3
检查履带的使用情况
4
给各润滑眼加注适量的润滑油
5
作
业
步
骤
1
接通电源
2
将需加工的产品装入设备中关好仓门
3
开动启动按钮开始加工
4
工作中必须保证除尘机械正常运行
5
必须保证工作时间10-15分钟
6
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
光亮无黑迹
目测
目测
2
3
4
5
安
全
要
求
1
机器运转期间,不得取下安全装置
2
机身上(传动部分)不要放工具及其它物品。
3
按操作规程正确使用行车。
4
检查各工位油石安装紧固的情况下,才能开动设备进行加工
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任
4
维
护
要
求
1
清洁:
清洁班后现场,班后一次
2
每班至少擦拭设备一次
3
按设备保养制度进行定期润滑。
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.019
第1页共1页
第1版第0次修改
工序名称
清洗涂油包装
设备名称
清洗机
工装名称
作
业
准
备
1
检查设备是否符合要求
2
检查煤油、防锈油的数量
3
检查钢带的使用情况
4
检查打包机的打包带的使用情况
5
作
业
步
骤
1
接通电源
2
将需加工的产品装入设备中
3
开动启动按钮开始清洗涂油
4
工作中注意检查喷油情况
5
打包中要轻拿轻放
6
保证数量和重量
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
光亮清洁
目测
目测
2
3
4
5
安
全
要
求
1
机器运转期间,不得取下安全装置
2
机身上(传动部分)不要放工具及其它物品。
3
禁止明火
应
急
计
划
1
发现工装不符合要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报班长、车间主任
4
维
护
要
求
1
清洁:
清洁班后现场,班后一次
2
每班至少擦拭设备一次
3
按设备保养制度进行定期润滑。
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
聊城同创轴承有限公司
作业指导书
编号
ZHGY01.019
工序名称
清洗涂油包装
设备名称
清洗机
工装名称
作
业
准
备
1
工作前,先看设备是否煤油、防锈油畅通。
2
工作中,经常检查煤油、防锈油的数量。
3
标示要工整、清洗。
4
包装箱要清洁卫生。
5
摆托要整齐、严谨。
作
业
步
骤
1
运输产品严格注意型号和公差。
2
工作中要轻拿轻放,空周转盒不允许放在产品上。
3
接活时避免碰、擦、咋、磕等。
4
每批产品加工完成后要及时清理机床。
5
装盒时要轻放,不允许出现磕碰现象,落地滚子要及时清理。
6
打包时要及时核对产品和标示是否相符。
质
量
标
准
序号
工艺技术要求
技术参数指标
检查方式
检验工具/手段
抽检频次
1
产品外观
光亮清洁
目测
目测
2
清洁度
不能有油泥、附着物
目测
目测
3
包装箱
清洁、整齐
目测
目测
4
标示
明确、清洗
目测
目测
安
全
要
求
1
机器运转期间,不得取下安全装置
2
机身上(传动部分)不要放工具及其它物品。
3
禁止明火
4
应
急
计
划
1
发现设备异常要求及时报告维修工
2
发现产品不符合要求即停车调整
3
发现不安全因素报领导
4
维
护
要
求
1
清洁:
清洁班后现场,班后一次
2
每班至少擦拭设备一次
3
按设备保养制度进行定期润滑。
编制
标审
校对
会签
标记
处数
更改号
签字
日期
审核
批准
 升级会员
升级会员 