轮胎生产过程中常见问题点及解决方案.docx
《轮胎生产过程中常见问题点及解决方案.docx》由会员分享,可在线阅读,更多相关《轮胎生产过程中常见问题点及解决方案.docx(15页珍藏版)》请在冰豆网上搜索。
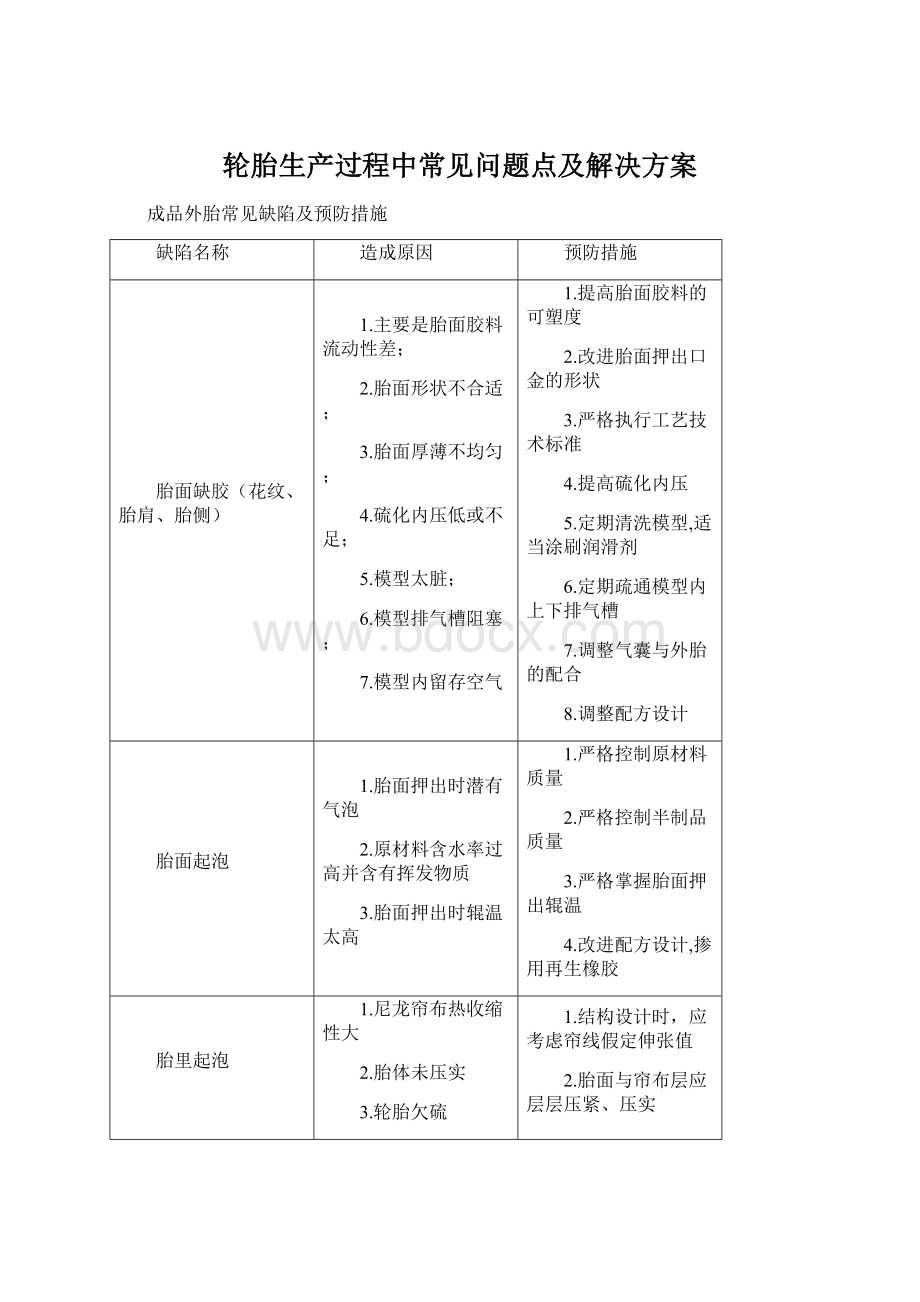
轮胎生产过程中常见问题点及解决方案
成品外胎常见缺陷及预防措施
缺陷名称
造成原因
预防措施
胎面缺胶(花纹、胎肩、胎侧)
1.主要是胎面胶料流动性差;
2.胎面形状不合适;
3.胎面厚薄不均匀;
4.硫化内压低或不足;
5.模型太脏;
6.模型排气槽阻塞;
7.模型内留存空气
1.提高胎面胶料的可塑度
2.改进胎面押出口金的形状
3.严格执行工艺技术标准
4.提高硫化内压
5.定期清洗模型,适当涂刷润滑剂
6.定期疏通模型内上下排气槽
7.调整气囊与外胎的配合
8.调整配方设计
胎面起泡
1.胎面押出时潜有气泡
2.原材料含水率过高并含有挥发物质
3.胎面押出时辊温太高
1.严格控制原材料质量
2.严格控制半制品质量
3.严格掌握胎面押出辊温
4.改进配方设计,掺用再生橡胶
胎里起泡
1.尼龙帘布热收缩性大
2.胎体未压实
3.轮胎欠硫
4.帘布太密且太细,无法排气
1.结构设计时,应考虑帘线假定伸张值
2.胎面与帘布层应层层压紧、压实
3.严格控制硫化时,装气囊的温度不高于70℃
4.改进气囊成型接头方法,控制接头处壁厚
5.严格控制轮胎正硫化点
6.严格控制尼龙帘布的含水率
7.胎面和帘布采用刺孔的工艺方法(孔的大小以依稀透光为主,且成型时仍保持原来大小)
胎体脱层
1.硫化温度太低,硫化时间及内压不足
2.成型时胎体未压实
3.半制品沾有杂质、水迹、油迹等
4.胶帘布存放时间过长,不粘
1.严格掌握正硫化条件(时间、温度、压力)
2.成型时层层压实
3.加强现场工艺管理,保持半制品清洁
4.控制胶帘布存放时间
5.硫化时经常开放回气阀
帘线弯曲
1.帘线伸张不足
2.胎体膨胀大
1.调整施工设计(成型筒直径与成型微周长)
2.控制胎面和胶帘布厚度
3.气囊与外胎应合理配合
4.涂刷隔离剂不应过浓或太湿
胎耳不满
1.硫化时外胎胎耳不贴模
1.控制和提高硫化内压力
2.调整施工设计(成型筒直径与成型微周长)
3.提高胎耳包布胶可塑度
4.调整胎耳施工设计,使之与模型配合
胎圈(唇)变形
1.胎圈直径过大或过小
2.硫化操作不当
1.调整施工设计(成型筒直径与成型胎圈间距)
2.气囊与外胎配合合理
3.控制装囊机尺寸
4.提高硫化操作技术水平
5.增加气囊装胎润滑性
重皮
1.模型不清洁
2.胎面表面沾污
3.胎面形状不合适
4.胶料流速太快
1.定期清洗模型,保持半制品清洁
2.改进胎面押出口金形状
3.调整配方
4.改进结构设计中胎侧轮廓曲线
胎冠刺伤
1.轮胎在行驶过程中,碰到尖、硬、锋口等物体
1.增强轮胎刚性
2.增强轮胎胎体缓冲性能
3.提高胶料定伸强度
4.调正H/B中的H值
5.增加花纹基部厚度,改进花纹设计,花纹沟改为开放式
6.提高硫化内压力
7.严格掌握正硫化点
胎体垫伤
1.轮胎在负重或快速行驶过程中,碰到尖、硬的物体
1.加固胎体强度
2.增强轮胎胎体缓冲性能
3.提高胶料定伸强度
4.增加帘布复胶厚度
5.提高骨架材料的强度
6.调正H/B中的H值
7.正确选取δ,减小帘布伸张率
8.提高硫化内压力
胎体脱层
1.轮胎欠硫,胶帘布间及胶帘布与胎面间密性能差,半制品不清洁,沾有杂物,水份、油迹等
1.严格控制正硫化点
2.提高胶帘布间或胶帘布与胎面间附着强度
3.增加帘布复胶厚度
4.提高硫化内压力
5.严格控制半制品标准,加强现场管理
6.调正结构设计参数比值,减小应力集中
帘线折断
1.轮胎在缺气下或超负荷状态下行驶
1.轮胎应在规定的负荷、内压下使用
2.提高帘线强度
3.增加帘布复胶厚度
4.增强轮胎刚性
胎唇烧边
1.轮辋与外胎胎唇不配合,轮胎在超负荷下行驶
1.改进胎唇设计,使胎唇与轮辋紧密配合
2.提高胎唇强度
3.提高胎唇包布耐疲劳性能
4.增加胎唇包布复胶厚度
钢丝断裂
1.钢丝圈制造的质量问题或轮胎在超负荷下行驶
1.提高钢丝圈制造工艺质量
2.改进钢丝圈制造工艺
3.严格控制钢丝圈制造质量
4.轮胎应在规定的负荷下行驶
滑圈
1.轮胎着合直径与轮辋尺寸配合不符或装配不当
1.轮辋尺寸、几何形状应符合标准
2.轮胎在标准内压下行驶
3.轮胎着合直径不能太大,应符合标准
4.轮胎胎圈结构设计应合理
5.钢丝圈制造尺寸应严格控制,防止变形
跳动、偏摆
1、帘布接头太大
2、卷上交叠偏差大
3、帘子布边纱过密
混炼胶主要质量问题及其原因
质量问题
可能原因
分散不良
A.混炼过程:
混炼时间不够;卸料温度过高或过低;同时添加酸性配合剂和碱性配合剂(如将硬脂酸和防焦剂ESEN与氧化锌一起加入);塑炼不充分;配合剂添加的顺序不恰当;混炼周期中填充剂加得太迟;同时加入小粒径炭黑和树脂或粘性油;金属氧化物分散时间不够,在胶料已经开始撕裂或碎裂后加入液态增塑剂,容积量太小或太大.
B.工艺
没有遵循所制订的混炼程序;油性材料和干性材料的聚集体粘在上顶栓和进料斗边上;转了速度不恰当;胶料从压片机上卸下时太快;没有正确使用压片机上的翻胶装置。
C.设备
密炼机温度控制失效;上顶栓压力不够;混炼室中焊层部位磨损过度;压片机辊温控制失效;压片机上的高架翻胶装置失灵。
D.材料
橡胶过期存放和有部分胶凝;三元乙丙橡胶可丁基橡胶太冷;冷冻天然橡胶;天然橡胶预塑炼不充分;填充剂中水分过量(结块);在低于倾倒点温度下加入粘性配合剂;配合剂使用不适当。
E.配方设计
使用的弹性体门尼粘度差异太大;增塑剂与橡胶选配不适当;硬粒配合剂太多;小粒径填料过量;使用熔点过高的树脂;液态增塑剂不够;填充剂和增塑剂过量。
焦烧
A.配合
硫化剂、促进剂用量太多;硫化体系作用太快;配合剂称量不正确;小粒径填料过量;液态增塑剂不够。
B.混炼操作
装料容量过大;密炼机冷却不够;转了速度过高;初始加料温度太高;排胶温度太高;促进剂加入密炼机中的时间不对;或过早地加入硫磺、或分散不均而造成硫化剂和促进剂局部高度集中;促进剂和(或)硫化机分散不良;树脂堆积在转子上;漏加防焦剂;未经薄通散热就过早地打卷,或卷子过大,或者下片后未充分冷却,
C.停放
在胶料还呈热、湿状态时,堆积胶料;胶料停放过久;停放场所温度太高,或空气不流通。
D.防止焦烧的措施
严格控制辊温,改进冷却条件,按照操作规定加料,加强胶料管理等;调整硫化体系,添加防焦剂。
如防焦剂PVI(CTP);防焦剂的添加顺序应在硫化剂和促进剂之前。
配合剂结团
生胶塑料不充分;辊距过大,辊温过高,粉剂落到辊筒面上压成片状;装料容量过大;粉状配合剂含粗粒或结团物;凝胶太多。
收缩大
A.无硫胶料
可塑度过低,混炼时间太短或密炼机混炼时间过长,导致结聚。
B.加硫胶料
胶料开始焦烧.
麻面(胶粒)
A.无硫胶料
密炼机混炼时间过长,炭黑凝胶量太多。
B.加硫胶料
胶温、辊油温过高引焦烧;混入一些已焦烧胶料。
可塑度过高过低或不均
塑料胶可塑度不适当;混炼时间过长或过短;混炼温度不当;并用胶未掺合好;增塑剂多加或少加;炭黑多加、少加或品种胶错
相对密度过大过小或不均匀
配合剂称量不准、漏配和错配;炭黑、氧化锌、碳酸钙等多于规定用量或油类增塑剂等少于规定用量时,均会出现胶料相对密度超过规定值;混炼时粉剂飞扬损失过多、粘附于容器壁过多或加料盛器未倒干净;混炼不均匀。
焦烧时间过长或缩短
A.焦烧时间延长
促进剂品种弄错、少加;氧化锌漏加;炭黑品种弄错,软化剂品种弄错;陶土多加。
B.焦烧时间缩短
促进剂多加或品种搞错;炭黑品种用错;碳酸钙过量。
硬度过高、过低或不均匀
配合剂称量不准,如补强剂、硫化剂和促进剂称量过多,则硫化胶硬度偏高;相反,则硬度偏低;增塑剂和橡胶称量过多,则硬度偏低;混炼不均匀,硫化胶硬度不均。
喷霜
胶料混炼不足、不均匀;配合剂称量不准;硫黄结团或用量超过其常温在橡胶中的溶解度;加硫时胶温过高;软化剂用量过多;胶料停放时间过长;制品欠硫等。
硫化起点慢
促进剂称量不准,(过少)或漏加氧化锌或硬脂酸;炭黑品种搞错。
欠硫
促进剂、硫化剂和氧化锌等漏配或少配;混炼操作不当,硫化剂和促进剂飞扬损失过多。
分层
天然橡胶胶料中混入丁基胶或相反。
(或PE膜熔点过高,未分散完全)
粘辊或脱辊
A.粘辊
辊温过高、辊距过小;可塑度过高;软化剂过多;混炼时间过长或违反加料顺序。
B.脱辊
含胶率过低;胶质硬;混炼时辊矩大;含有合成胶。
污染
由灰尘、污垢、砂粒及其它物质所致的弹性体和橡胶药品的物理污染;由其它弹性体(如天然橡胶和丁腈橡胶)所致的丁基橡胶和三元乙丙橡胶的化学污染;对不同的配合剂未分别使用铲勺;使用不适当的配合剂;以前用过的料盘中残留有配合剂;密炼机油封渗油;余留胶料粘在转子、卸料门、进料斗和上顶栓上,如果定期用清洁的胶料清扫,可减少这类问题的发生;余留胶料粘卸料料槽、接料盘、导向槽和高架翻胶装置上;余胶堆积在密封圈处;密炼机和压片机周围区域整齐。
物理机械性能不合格或不一致
配合剂称量不准,特别是补强剂。
硫化剂和促进剂漏配和错配;混炼过度;加料顺序不合理和混炼不均匀,易引起性能不一致。
各批胶料间性能差异
初始加料温度有差异;冷却水流动和(或)温度有差异;上顶栓压力有差异;配合剂称量中有误差;不同批号之间配合剂的差异;使用替用用配合剂;排胶时间和(或)排胶温度的变化;不同的操作者采用不同的方法在压片机上加工胶料;捣胶时间的变化;分散程度不同。
压延性能差
辊温选用不当;辊温和辊筒速比及辊筒速度的控制失灵;胶料的门尼粘度太低;增粘剂过量;粘性填充剂(如陶土)填充量过高;粘性增塑剂量太大;配方中缺少适当的操作助剂;装料不足或过量;弹性体的粘度选择错误;分散不良;胶料易焦烧;胶料留在开炼机上的时间太长。
压延工艺常见质量问题及改进措施
质量问题
产生原因
改进措施
有气泡、气孔
胶温辊温过高;配合剂含水过多;供胶卷过松;压延存胶过多。
严格控制工艺条件
有杂质针孔、色斑、污点
原材料不纯;设备打扫不彻底
加强原材料质量管理;加强设备保养
粘辊、焦烧
配合不当;辊温过高
改进配方及温度条件
厚度、宽度不符
热炼胶温度波动;压延机辊温波动;胶料可塑度不一致;卷取松紧不一致;辊距未调准;压延机振动或轴承不良;压延存胶调节不当
改进热炼条件;控制好辊温;加强胶料可塑度控制;固定返回胶掺用比;调整卷取机构;调节辊距;改进设备防震;改变压延存胶量。
表面粗糙
热炼不足,辊温过低;热炼不均,辊辊不均;胶料自流
改进热炼,控制好辊温;降低热炼温度及压延机辊温。
两边不齐
挡板不适当或割胶刀未掌握好
调换挡板
胶料与布附着不好,掉皮
布料未干燥好;压延温度太低;胶料可塑性太小;布料表面有油点或粉尘;布面温度太低
布料含水率降到3%以下;提高压延温度;热炼补充加工;布面清理干净;加强织物预热
帘布跳线弯曲
纬线松紧不一;胶料软硬不一;中辊压延存放胶太多,局部受力过大;布卷过松
控制帘线张力,使均匀;控制胶料可塑度,热炼做到均匀一致;减少中辊压延存放;做到均匀卷取
帘布中部松长
中辊积胶过多;下辊温度过高,使胶面粘附下辊的力量较大;织物浸胶时吸湿过大,干燥不充分,出现两边收缩,中间凸出(人造丝帘布)
控制余胶量;降低下辊辊温;控制浸胶后的干燥率
胶布出现硫化粒
机械生热引起胶料焦烧;环境高温引起胶料焦烧;硫化剂分散不均匀
不使机械生热,不产生较大部分余胶(边胶);随上辊连续滚转,在压延机前两侧,安装两个小辊,使边胶自然落盘,冷却;适当控制加硫磺混炼温度,避免过早加入硫磺,并使硫化剂分散均匀
常见压出质量问题及解决方法
质量问题
形成原因
解决方法
压出物不光滑
1.温度低,表面呈粗细不匀或麻面状
2.焦烧
3.牵引运输带速度慢于压出速度
4.胶料预热不均或返回胶未掺炼均匀
5.压出速度过快,使表面出现皱纹
1.提高机头温度
2.紧急冷却
3.提高牵引速度
4.延长热炼时间
5.调整螺杆转速
焦烧
1.胶料配合不当,焦烧时间太短
2.积胶或死角引起
3.流胶口太小
4.机头温度太高
5.螺杆冷却不足
6.喂料中断形成空车滞料
1.调整配方
2.改正口型锥角,定期清除积胶
3.加开流胶口
4.降低机头温度
5.加强螺杆冷却
6.防止供料脱节
起泡与海绵
1.车速太快
2.原料中水分、挥发物多
3.热炼时夹入空气
4.机头温度过高
5.胎面双层压出时,层与层之间贴合不实
1.调慢车速
2.加强原材料检验
3.改进热炼操作,采取收敛式螺纹
4.冷却机头
厚薄不均
芯型偏位
用支架螺旋调整口型或芯型
条痕裂口
1.杂质引起
2.热炼不足
3.畸形产品,各部位应力不一致
1.松开口型,让杂质排出
2.延长热炼时间
3.改进口型设计
规格不符合要求
1.宽度和直径符合,但厚度超过
2.宽度和直径符合,但厚度不足
3.厚度符合,但宽度不合格
4.宽、厚均超过要求
5.宽、厚度均低于要求
6.厚度不对称
1.提高机头、机身温度
2.降低机头、机身温度
3.调节牵引速度:
宽加快、窄减慢,或调整机头温度:
宽提高、窄降低
4.提高牵引速度
5.降低牵引速度
6.调整口型与芯型
常见硫化质量缺陷的成因与一般改进方法
缺陷
产生原因
一般改进方法
缺胶(明疤)
1.橡胶与模具表面之间的空气无法逸出
2.压力不足
3.胶料流动性太差
4.模温过高
5.胶料的焦烧时间太短
6.装胶量不足
1.加开逃气槽或改进模具结构
2.加压后回松让空气逸出
3.提高压力
4.胶料表面涂洒硬脂酸锌及提高胶料可塑性
5.胶料中加石蜡
6.调整配方,减慢硫速
对合线开裂
1.液压不足或波动
2.焦烧时间太短
3.坯胶或模具沾油污
1.加压,检查液压系统
2.调整硫化体系
3.做好半制品及模具的清洁工作
起泡、发孔、呈海绵状
1.欠硫或硫化压力不足
2.挥发分或水分太多
3.模内积水不干或胶料沾水、沾污
4.压出或压延中夹入空气
5.硫化温度太高
1.提高压力
2.调整配方
3.坯胶预热干燥,对原材料加强管理
4.改进压延、压出条件
5.进模前用针挑破气泡
6.增加合模后的回松次数
重皮、重叠或表面裂开
1.胶料硫化速度太快,流动不充分
2.模具不净,胶料表面沾污
3.成型形状不合理
4.隔离剂选用或涂擦不当
1.调整配方,减慢硫化速度
2.加强模具与半制品管理,不使沾污
3.改变成型形状,使各部位同时与模具接触
4.减少隔离剂用量
喷硫、喷霜
1.欠硫
2.某种配合剂用量超过它在胶料中的溶解度
3.混炼辊温太高
1.增加硫化时间
2.调整配合剂用量
3.混炼时辊温要适宜
色泽不均
1.升温过急,受冷凝水或湿蒸汽的冲击
2.压缩空气中带水(指硫化罐硫化)
3.平板温度不均匀
1.适当减慢升温
2.压缩空气经过干燥及去水处理
撕裂
1.过硫
2.模温过高
3.脱模剂不足
4.出模方法不妥
5.模具结构不合理
1.采用以下三种措施之一来调整:
降低硫化温度、缩短硫化时间及改变配方设计
2.冷启模
3.在易撕处多涂脱模剂
4.改变启模及取出方式
分层
1.表面沾污
2.喷霜
1.保持胶面清洁
2.减少喷霜物的用量
制品模口扯裂(高温硫化或大型制品硫化后启模时)
1.操作失当
2.配方不合理
1.提高模型精度,按最小量加料,以减少胶边
2.预热胶料
3.采用低温长时间硫化
4.容易扯裂的丁苯橡胶等并用顺丁橡胶
5.适当降低含胶率低于60%
6.避免使用快速硫化体系
7.选用高温下补强性大的填充剂
 升级会员
升级会员 