9TKH6型转换开关检修工艺.docx
《9TKH6型转换开关检修工艺.docx》由会员分享,可在线阅读,更多相关《9TKH6型转换开关检修工艺.docx(12页珍藏版)》请在冰豆网上搜索。
9TKH6型转换开关检修工艺
TKH6型转换开关检修工艺
TKH6型转换开关检修工艺
一、主要工装设备、测量器具和材料
耐压机超声波清洗机
翻转机电器综合试验台
500V,1000VMQ
O~980N弹簧称
游标卡尺(0~20mm)
直尺(0~150mm)
常用电工工具等
二、基本技术要求
1、各零部件清洁,无破损,各紧固组件齐全,紧固状态良好。
2、各运动件动作灵活,准确、可靠。
3、主、辅触头的各参数符合工艺要求。
4、绝缘检测和介电强度试验符合工艺要求。
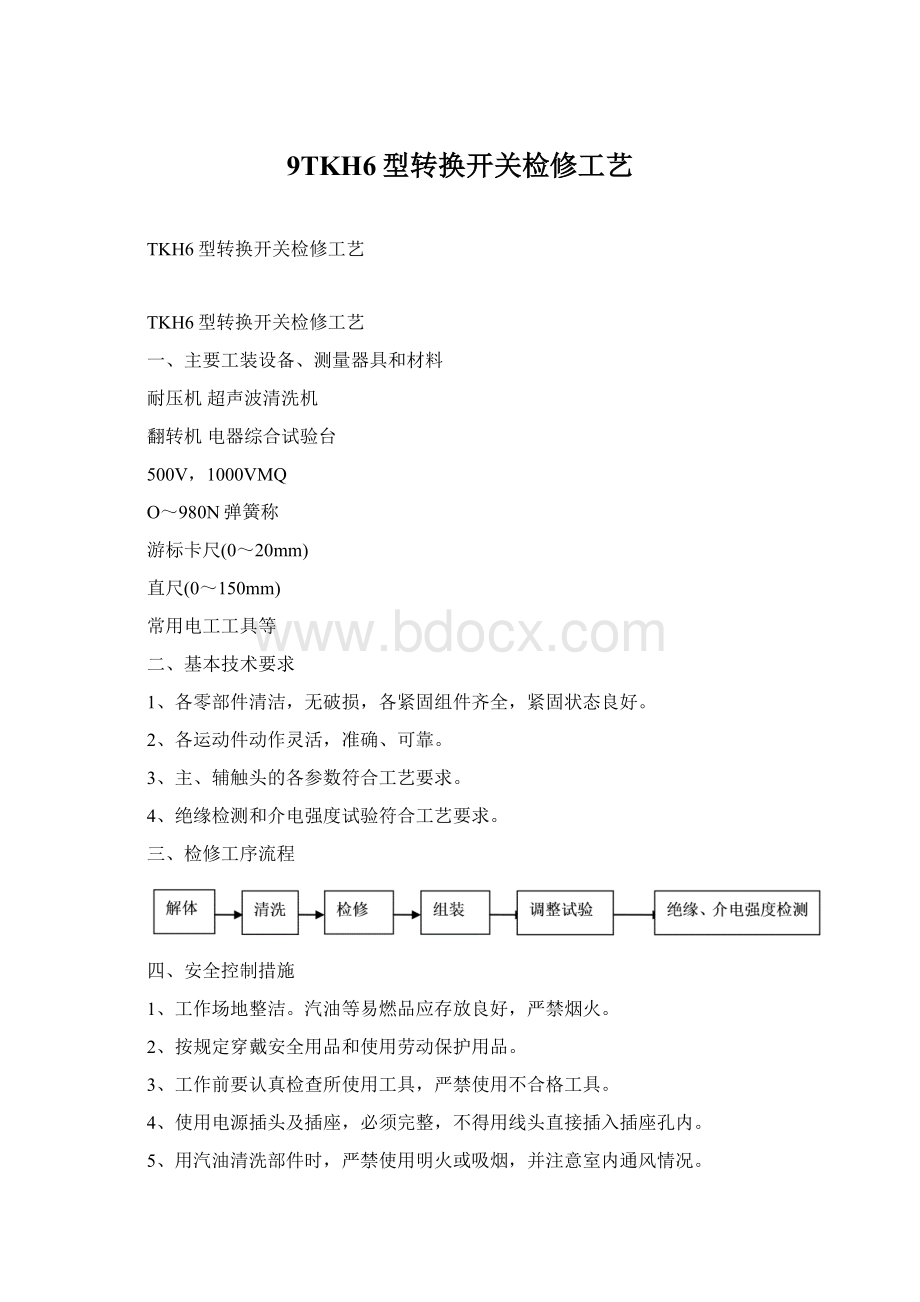
三、检修工序流程
四、安全控制措施
1、工作场地整洁。
汽油等易燃品应存放良好,严禁烟火。
2、按规定穿戴安全用品和使用劳动保护用品。
3、工作前要认真检查所使用工具,严禁使用不合格工具。
4、使用电源插头及插座,必须完整,不得用线头直接插入插座孔内。
5、用汽油清洗部件时,严禁使用明火或吸烟,并注意室内通风情况。
6、使用仪器与设备时,试验人员应熟悉其性能,否则不能操作使用。
五、检修工艺步骤
工序
工步
作业过程
质量标准
管理点
1解体前的外观检查
2解体
2解体
3清洗
4各零部件检修
5组装
5组装
6调整试验
7绝缘检测
8耐压试验
9填写检修记录
1.1绝缘检测
1.1.1绝缘电阻检测
1.1.2介电强度检查
2.1风动部分的分解
2.2触头部分分解
2.3拆卸前、后轴承盖
4.1动、静触头检修
4.2辅助触头检修
4.3风动部分检修
4.4鼓轴组件检修
4.5软连线检查
4.6绝缘部件的检修
4.7电控阀
5.1风动部分
5.2鼓轴组件
5.3静触头部分
5.4检查软连线
5.5各转动部分润滑
6.1绕组检测
6.2调整主触头超程
6.3检查主触头接触面
6.4调整辅助联锁
1、用干燥压缩空气对转换开关进行吹扫,除去表面积尘。
2、干刷子蘸汽油清洗表面油垢,清除动静触头上的污油并用干净布块擦净。
3、外观检查各部表面状态,注意主触头有无烧伤,各连接软连线等有无过热现象。
4、接通367Kpa风路,观察转换开关动作是否灵活。
5、接通637Kpa风路,检查转换开关风缸,电空阀座有无泄漏现象。
6、用1000伏兆欧表测量主触头对地,主触头之问绝缘隋况。
7、用500伏兆欧表测量辅助触头对地,辅助触头之问的绝缘情况。
1、拆下左右电空准备紧固螺栓,取下电空阀及阀座上的橡皮垫和接风管。
2、在左右风缸盖的合口处上打下标记,以利按原位组装。
3、打开风缸盖,取出橡胶密封圈,并拧下拔叉固定螺栓。
4、取得出活塞杆组件。
5、分解活塞杆组件。
a、拔出皮碗。
b、取下滑块。
6、取下风缸体。
1、拧下手动杆。
2、拆下辅助触头防尘板及辅助触头。
3、取下上下盖板之间的固定螺栓(支架螺栓)及与底板连接螺栓,取下上下盖板。
4、拧下静触头紧固螺栓,取下静触头。
5、拧下静触头及动触头引出线的紧固螺栓,并取下引出线。
6、拆下底板与组件的连接螺栓,取下底板。
7、取下动触头组件(鼓轴)并拧下动触头固定螺栓及引出线固定螺栓。
1、将拆下的全部零件放入超声波清洗机中清洗或用酒精等洗涤剂清洗干净。
2、清洗后用干燥空气吹干后用干净布块擦拭干净。
1、检查动、静触头状态。
轻度灼伤时,可局部锉修或用00#号砂纸打磨,烧伤严重时应更换新品。
(注:
整修后应满足其接触线长度大于50%的要求)。
2、动、静触头厚度不得超限,否则应予更换。
3、目检触头紧固螺栓及状态。
1、辅助触头状态检查,轻度烧伤时,允许用00#砂纸打磨,打磨后用布和清洗剂将触头擦拭干净(注意:
在银触头厚度只剩下0.5mm时应予更换新品)。
2、辅助触头上的凸轮。
1、风缸体、风缸盖检查。
缸体有砂眼时可在外侧焊修,焊后锉平。
2、风缸上盖,电空阀安装检查,不平时应用细锉刀修平。
3、风缸皮碗检查。
1、检测轴与上、下轴套之间的轴向间隙。
2、轴状态检查。
3、绝缘鼓状态检查
检查软连线、端子连线。
绝缘鼓压板及底面等状态检查。
表面如有轻度烧伤,在不影响强度的前提下,可铲除表面烧焦部分并刷绝缘漆后,放在60~80℃的烘箱内,烘烤4小时经绝缘和耐压试验合格后,可继续使用。
见电空阀检修工艺。
组装时可按解体的相反顺序进行。
1、风缸组装时内壁应均匀涂以适量黄油。
2、活塞杆与滑块问须涂适量黄油。
3、风缸皮碗在组装时紧固螺栓的顶紧力应适度,压得过紧时会造成皮碗受力过度而底部胀出变形,过松时会导致皮碗松动,影响气密性能及风缸工作状态。
4、风缸密封圈中修时应更换新品。
5、风缸体与风缸盖结合时紧固螺栓应对角拧紧,螺栓受力要均匀。
1、绝缘鼓,鼓片等组装时其尺寸应符合原设计要求,以保证组装后达到主触头组装偏差不大于2mm的技术要求。
2、紧固螺栓及锁紧螺母应可靠紧固。
1、同一鼓轴上的六组静触头在组装时应注意选配外形尺寸相近的进行组装。
2、静触头组装时应注意两相邻边的平行度并应与绝缘鼓结合面贴实。
3、触头压力调节螺母不要过份拧紧,一般在触头闭合状态时弹簧不能全部压缩,应留有1.5mm左右的压缩余量。
4、测量主触头闭合状态时的压力,调节触头弹簧调整螺母,使之调整在98~108N。
用手柄拨动鼓轴,检查两个工作状态时软编线的长度是否适宜,(不宜过短)。
组装时应注意在各转动部分涂适量润滑脂予以润滑。
l、检查在36Kpa下的动作情况。
2、检查在640Kpa下的动作及密封性能。
调整超程调节螺钉,使之符合要求。
在触头闭合状态下,超程调节螺钉与触头座间的间隙应为2~2.5mm。
接通490 Kpa风源,选下列任一种方法进行检查:
l、在触头间垫一张复写纸,闭合转换开关,在触头上留下复写纸印记时,可检查印记在触头上所占触头长度的百分比。
2、用TZ仪或毫欧表测量转换开头在闭合时的接触电阻,(注意应在电空阀有电状态时测量),一般其接触电阻应不大于0.5毫欧。
3、转换开关在闭合时,在触头内侧放管状白炽灯泡,从外侧观察其接触线透光情况,一般以肉眼直接看到的透光部分为未接触长度(注意应在电空阀有电状态下进行)。
如接触线长度不符要求时,中根据动静触头配合情况或调整触头安装位置,或局部用细锉整修后用“00”号金相砂纸打磨光洁,使之符合要求。
(注意:
整修后应清除触头上的残留铜屑如用复写纸方式检查时,检查完毕后用酒精擦尽残留印记)。
调整完成后在触头表面涂适量凡士林。
1、辅助联锁滚子应位于凸轮面中央,不符时可调整辅助联锁组件的安装位置。
2、调整辅助联锁静触头的伸出量,使开距超程符合技术要求。
3、用万用表R×1挡测量联锁接通时的接触电阻,不应有阻值显示。
4、联锁滚道接触面涂适量凡士林润滑。
1、用1000伏兆欧表测量主触头间,主触头对地,主触头对电空阀线圈的绝缘电阻。
2、使用500伏兆欧表测量辅助触头之间及辅助触头对地的绝缘电阻。
转换开关修理后,须作耐压试验。
进行耐压试验时,主电路的各部分对地或相互间应能承受3000伏工频交流电1分钟,辅助电路应耐压1100V工频交流电1分钟。
如实填写转换开关的检修记录。
零部件无灰尘油污
表面无伤痕及烧伤现象。
主触头触指鼓形组件厚度≮5.5mm。
紧固可靠。
无烧伤过热变色现象。
应无变形裂纹和过度磨耗,转动灵活并无抗劲现象。
无裂纹,结合面平整,无弯曲变形现象。
应平整应无老化,裂纹,皮碗与风缸内壁贴合状态良好。
应在0.2~0.5mm范围内。
不应有伤痕、裂损及弯曲现象。
应无裂损过热变形。
端子压接部分应无过热变色,表面
有氧化层时,应用00号砂纸打磨处理;炊连线断股数不应超过原面积的10%。
无纹纹、缺损及过热变形、烧熔现
象。
应动作可靠。
风缸体结合面及电空阀安装座应无泄漏现象。
主触头超程:
2~3.5mm
接触线长度为触头长度的50%以上。
辅助触头参数开距≥4mm
超程≥0.5mm
压力>0.98N
触头组装偏差:
≯1mm
不小于10MΩ
不小于10MΩ
应无击穿、闪络现象
★★
★
★
★★
★
★★
★★
★★★
★★
★★
★★
★★
★★★
★
 升级会员
升级会员 