金属反射层溅镀机的基本结构.docx
《金属反射层溅镀机的基本结构.docx》由会员分享,可在线阅读,更多相关《金属反射层溅镀机的基本结构.docx(23页珍藏版)》请在冰豆网上搜索。
金属反射层溅镀机的基本结构
金属反射层溅镀机的基本结构
及主要工艺参数和故障排除
苏立诚
型号作解说
注:
因Unaxis溅镀机型号繁多,本文主要针对现时市场上流行的Swivel2000
1。
金属反射层溅镀机的基本结构和溅镀原理
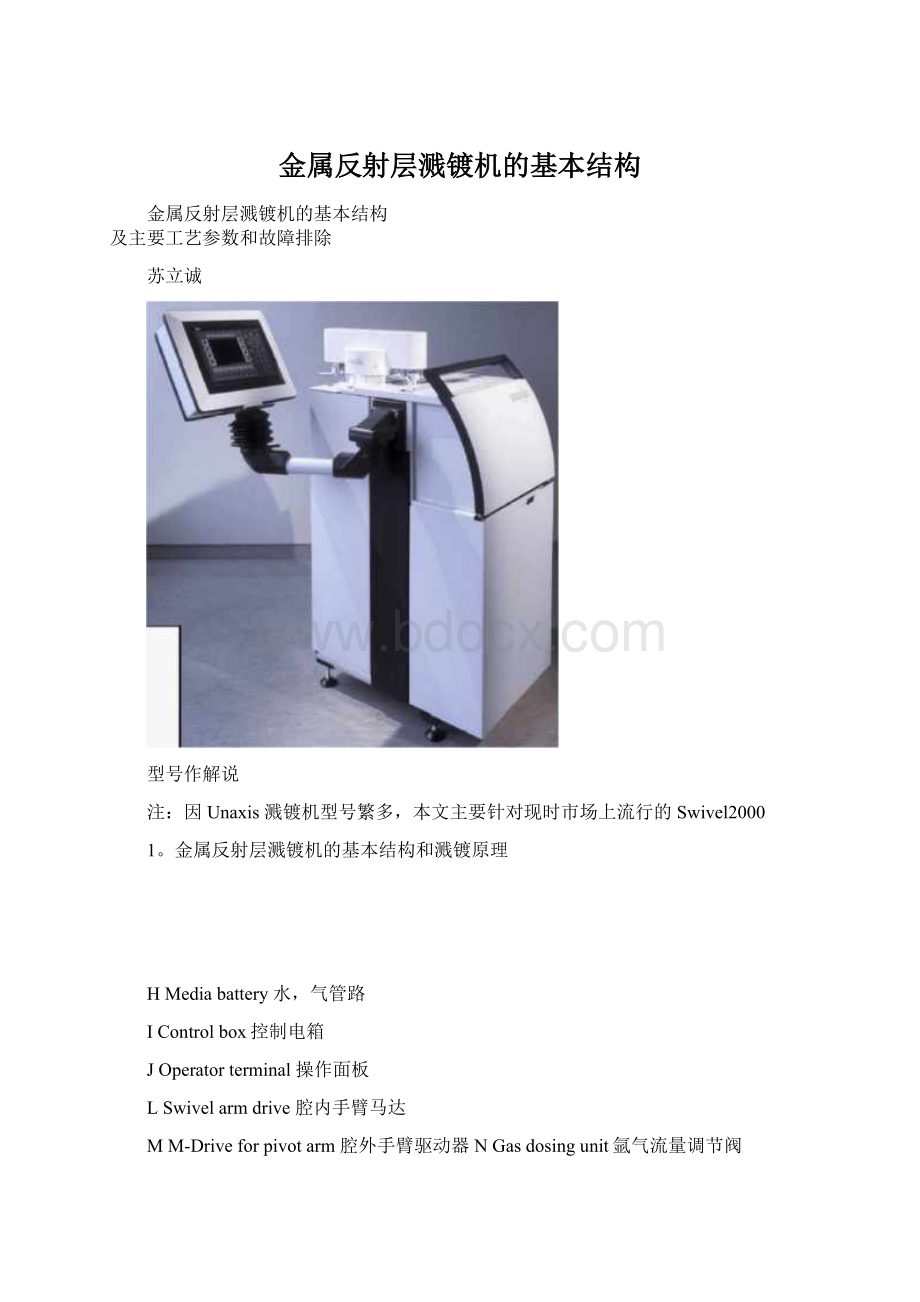
HMediabattery水,气管路
IControlbox控制电箱
JOperatorterminal操作面板
LSwivelarmdrive腔内手臂马达
MM-Driveforpivotarm腔外手臂驱动器NGasdosingunit氩气流量调节阀
OM-Driveforswivelarm腔内手臂驱动器
图1UnaxisSwivel2000正面及背面
APivotarm腔外手臂
BInnermaskholder(只适用於Cube系列溅镀机)CProtectivecoverforsputtersource溅镀源保护盖
DTurbopumpwithcontrolunit分子帮连控制器
ECatch固定装置
FRoughingPump机械帮
GFrame框架
A
图2UnaxisSwivel2000及溅镀源
真空腔-载锁腔LoadLockchamber,主真空腔Mainchamber,溅镀腔Sputterchamber
载锁腔是腔外手臂PA与溅镀机主体的碟片传送界面。
在这腔内碟片会被抽真空至预真空forevacuum~10E-2mbar范围。
主真空腔含腔内手臂SA,此手臂将碟片来回传送於载锁腔与溅镀腔之间。
在这腔内碟片会被抽真空至高真空highvacuum~10E-4mbar范围。
溅镀腔含溅镀源。
在这腔内利用溅镀原理(氩气作工艺气体),碟片会被镀上反光薄膜。
真空帮-含一机械帮(二级旋叶式)及一分子帮。
机械帮为载锁腔产生预真空,并作为分子帮的前置帮。
分子帮固定在主真空腔上,用於产生高真空。
图3机械帮图4分子帮
A旋叶式机械帮
B油雾分隔器
AProfibus模块C分子帮
B电子驱动单元D水冷部件
真空探头-PKR探头测量主真空腔内的真空度。
TPR探头测量机械帮进气口的真空度。
水,气管路-含电磁阀,单向阀,冷却水流量计等,为溅镀机输送冷却水,压缩风及氩气。
图5水,气管路
溅镀源-含溅镀靶材。
在溅镀过程中,靶材表面的物质会被转移并覆盖於碟片上。
腔外手臂PA-将碟片来回传送於溅镀机(载锁腔)与主生产线(输送带)之间。
PA由驱动器M-Drive控制及带动。
PA手掌含吸盘把碟片吸住。
图7腔外手臂PA
Eorigin位置感应器
FPA手掌(Loadlock上)
G气缸及感应器(Loadlock上)
A气缸及感应器(主生产线运输带上)BPA手掌(主生产线运输带上)
CPA驱动轴
D0/180位置感应器
图8PA手掌
A气缸C密封圈
BPA手掌D吸盘
腔内手臂SA-将碟片来回传送於载锁腔与溅镀腔之间。
SA由驱动器M-Drive控制及带动。
图9腔内手臂SA及驱动马达
ASA手掌
B连接块
C转轴
DSA马达
E压缩风口
Forigin位置感应器
G0/180位置感应器
图10马达控制及驱动器M-Drive
控制电箱-含所有用以运作溅镀机的电及电子元件
:
可编程逻辑控制器PLC,变压电源,保
险丝,继电器等。
H
G
ABCOEF
图11控制电箱
APLC:
CPU
BPLC:
I/O模块
C风扇
DHandling信号连接口
E保险丝
F锁
G电源接触器
H电缆挡板
I48V分子帮变压电源
J24V变压电源
PROFIBUS与PLC相连。
操作面板-图像化操作界面用以控制及操作溅镀机。
操作面板通过
V>rI111lpil-nj
VrivoMia-ilion屮■Bl丄■響"
0™
AB
D
a□a
Cl
IUFT
SWIVEL
IIfliimjII■■■
»-:
•■■■mPi■五iTkni:
1*白12niwiBMii■■■!
C^a.EX.■!
2mlkai
Dodd
E数字按键
F操作模式按键
G操作模式指示灯
图12操作面板
A显示屏
B指示灯
C按键
D功能按键
AE溅镀电源-为溅镀源提供电流,可被放置於主生产线内。
图13AEPinnacle电源
L气动阀(bypass)
M分子帮
N电磁阀
O电磁阀
P电磁阀
QTPR真空探头
R机械帮
S机械帮排气
T油雾分隔器
U回油阀
Sputtering
Vaintloadlock
Transport(RA)
Disc-Handling
Pumptoadlock
Transport(SA)
图15运作示意图
A溅镀源
B靶材
C等离子体
DSA手掌(溅镀腔方向)
ESA马达
F主真空腔
GSA手掌(Loadlock方向)
H载锁腔Loadlock
IPA手掌(Loadlock方向)
JPA手臂及马达
KPA手掌(Handling方向)
L主生产线上气缸
b.溅镀流程1。
SA手臂伸出,在溅镀腔的手掌(碟片)开始溅镀,在loadlock的手掌把loadlock及主真空腔分隔。
2。
Loadlock开始放气(泄真空)。
3。
於load_lock上的PA手掌吸住load_lock内已溅镀的碟片,并升起;同时,於handling(主
生产线输送带)上的PA手掌吸住输送带上没溅镀的碟片并升起。
PA手臂旋转180度。
4。
於load_lock上的PA手掌放下并将没溅镀的碟片交到SA手掌;同时,於handling的PA手掌放下并将已溅镀的碟片交到输送带。
5。
Load_lock将没溅镀的碟片抽真空至~10E-1mbar。
同一时间,溅镀腔内的碟片已被溅镀。
6。
SA手臂缩下并旋转180度。
7。
SA手臂伸出,下一溅镀周期开始。
C•溅镀原理
溅镀是通过离子碰撞而获得薄膜的一种工艺,主要分为两类:
阴极溅镀(Cathode_sputtering)和射频溅镀(RF_sputtering)。
阴极溅镀一般用于溅镀导体如铝(Alu),银(Ag)或半导体如硅(Si)。
射频溅镀一般用于溅镀非导体如ZnS_Si02,GeSbTe(RW
格式用镀层)。
要实行阴极溅镀所须的环境:
高真空以减少氧化物的产生
惰性工艺气体,通常为氩气
电场通常靶材为阴极,碟片为阳极冷却水用以带走溅镀时所产生的高热磁场
溅镀过程
将溅镀腔抽真空至~10E-4mbar范围注入氩气到溅镀腔至~10E-3mbar范围於靶材和碟片之间施以几百伏特的直流电压氩气原子於电场中被离子化,产生氩离子及自由电子
因电场关系,氩离子向阴极(靶材)加速,自由电子向阳极加速
被加速的氩离子和自由电子撞向其他氩原子,因动能传移,使更多的氩原子被离子化。
这过程一直持续,最后产生雪崩现象,
等离子体持续自行放电。
大量氩离子撞击靶材表面,氩离子的动能转移至靶材原子,一部份转化成靶材原子的动能,一部份转化为热。
因此靶材必须用冷却水冷却。
当靶材原子获得足够动能,它们会脱离靶材表面并自由地於溅镀腔内移动,最后覆盖於碟片及其他表面。
於靶材下的磁场会提高等离子体的一致性,因而改善溅镀层的厚度均匀性。
Av
?
Av
?
id
ABGDEF
图16阴极溅镀原理
A阴极
B靶材
C氩离子
D靶材游离分子
E自由电子
F镀层
G碟片
H碟片输送部件(阳极)
2。
金属反射层溅镀机的主要工艺参数
因应不同的溅镀源型号,工艺参数亦有所不同。
以下列出市场上较常见的几种溅镀源及其参考参数:
ARQ900
Sputteringrate
8nm/kWs
12nm/kW$
20nm/kW&
Masks
Cu
Cu/Stainless
Cu/Stainless
Serviceablelufe
330kWh
150kWh
100kWh
Sputtervoltage
450-530V
400-500V
500-650V
Sputterpower
5-13kW
<25kW
<8kW
Pressure(argon)
1x10'3rrbar
1x10*2mba「
35x103mbar
Ramptime
0$
0$
1-1.3s
Diskholder
2balls
2or3balls
2or3balls
注:
用ARQ900镀银必须安装ARQ900S升级套装配件
ARQ920*G
Sputteringrate
7-8nm/kWs
18nm/kWs
17^18nm/kWs
Masks
Cu/Stainless
Cu/Stainless
Cu/Stainless
Serviceablelife
—
2x20kWh
2x15kWh
Sputtervoltage
450-500V
400-500V
400-500V
Sputterpower
Approx2kW
Approx.1.5kW
Approx2kW
Pressure(argon)
1.2x103mbar
1.2x102mbar
5x103mbar
ARQ930S
Targetmaterial
Alu
Ag
Targetlife
400kWh
175kWh
Magnetsystem
102103621
102103622
Maskmaterial
Cu/INOX
Cu/INOX
Usedfor
CD,DVD5/10/9layer1
CD-R,DVD-R
Uniformity+/-
6%
7%
Sputterratenewtarget
7,5nm/kWs
21,5nm/kWs
Sputterrateusedtarget
4,7nm/kWs
14nm/kWs
SputterVoltage
450-510V
540-600V
Sputterpower
dependingonthickness
Approx.3.6kW
Argonpressure
9.0x10E-4mbar
1.0-2.0x10E-3mbar
Processwaittime
/
0.1sec
Ramptime
/
0.2sec
注:
因应不同硬件/环境条件,如真空泄漏,氩气纯度过低,冷却水品质不理想,以上工艺参数须作相应调整。
另外,因应不同工艺,如所需镀层较厚,工艺参数亦须作相应调整。
3。
金属反射层溅镀机的故障排除
因溅镀工艺相对比较复杂,故必须对溅镀机进行定期维护,以确保其运作稳定。
以下是些日常维护项目:
须作维护的部件
位置
维护频率
维护时的模式
维护项目
Innerandoutermask
溅镀源
每天数次(按溅镀厚度及mask装况而
定)
TMC
更换及清洗,喷沙
靶材
溅镀源:
每天一次
TMC
检查或更换
靶材固定圈
溅镀源
每次更换mask时
TMC
更换及清洗
冷却水柱金属圈
(ARQ900)
溅镀源
每次更换mask时
TMC
更换及清洗
PA及SA手掌上的密圭寸圈
PA及SA手掌
每天一次
OFF
清洁或更换
机械帮油
机械帮
每周一次
PROD/OFF
检查或更换
氩气供应压力
客户端「
每周一次:
PROD
检查或更换
压缩风压力
客户端
每周一次
PROD
检杳或调节
冷却水压力,温度
客户端:
每周一次:
PROD
检杳或调节
冷却水过滤器
客户端
每周一次
PROD
检查或更换
溅镀源开合装置
溅镀源—
每周一次
TMC/OFF
检查或调较
溅镀源冷却钢片
(ARQ900,ARQ930S)
溅镀源
每周一次
TMC
检查或更换
PKR/TPR真空探头
主真空腔/机械帮
每周一次
OFF/PUMP
检查,清洁及较准
碟片感应器(Swivel98
或更前型号)
Loadlock
每周一次
OFF/PUMP
检查,清洁及较准
吸碟片感应器
电磁阀
每周一次
OFF/PUMP
检杳或较准
PA手掌吸盘
PA手掌
每周一次
OFF/PUMP
检查或更换
Loadlock放气阀过滤器
Loadlock
每周一次
OFF/PUMP
检查或更换
冷却水流量计
水,气管路
每周一次
OFF/PUMP
检查堵塞
PA缓冲胶粒
PA手掌「
每月一次
OFF/PUMP
检查或更换
冷却水过滤网
水,气管路
每月一次或数次(视
乎冷却水洁净度)
OFF
清洁
冷却水喉及接头
所有
每月一次
OFF/PUMP
检查泄漏堵塞,或老化
冷却盆
溅镀源
每季或半年一次(视
乎冷却水洁净度)
OFF
检查堵塞或清洁
机械帮油
机械帮
每季一次
OFF
更换
SA手掌碟片固定珠
手掌
每季一次
OFF
清洁或更换
油雾分隔器
机械帮
每年一次
OFF
更换
分子帮油瓶
分子帮
每年一次
OFF
更换
密封圈
所有
每年一次
OFF
更换
PLC备用电池
PLC
每两至二年一次
OFF
更换
机械帮/分子帮
帮
每两至二年一次
OFF
彻底检修
SA手臂波纹管,密封圈及轴封
SA手臂
每两至二年一次
OFF
更换
注:
跟据不同的溅镀机型号,溅镀源型号,所须的维护会有所不同。
维护频率亦因使用情况,环境因数而有所不同。
以上列表只供参考,用户须查看随机使用手册以获得更详尽及合适资料(如具体维护步骤等)。
以下是溅镀机常见的故障及排除:
故障报警
可能原因
排除建议
PAnotin07180°position
1。
07180感应器调整不良或损坏
2。
PA手臂offset位置不准
1。
检查,调整或更换感应器
2。
较准(Teach)PA驱动器
PA:
liftsensorerrorathandlingside
1。
PA手掌气缸损坏
2。
PA气缸感应器调整不良或损坏
3。
碟片卡住
1。
更换气缸
2。
检查,调整或更换感应器
3。
拿走碟片,手动操作检查气缸动作
PA:
liftnotupathandlingside
1。
PA气缸感应器调整不良或损坏
2。
压缩风没供应或压力不足
3。
电磁阀损坏
1。
检查,调整或更换感应器
2。
检查压缩风供应
3。
检查或更换电磁阀
PA:
liftnotdownathandlingside
1。
PA气缸感应器调整不良或损坏
2。
压缩风没供应或压力不足
3。
电磁阀损坏
1。
检查,调整或更换感应器
2。
检查压缩风供应
3。
检查或更换电磁阀
PA:
liftnotupatloadlockside
1。
PA气缸感应器调整不良或损坏
2。
压缩风没供应或压力不足
3。
电磁阀损坏
1。
检查,调整或更换感应器
2。
检查压缩风供应
3。
检查或更换电磁阀
PA:
liftnotdownatloadlockside
1。
PA气缸感应器调整不良或损坏
2。
压缩风没供应或压力不足
3。
电磁阀损坏
1。
检查,调整或更换感应器
2。
检查压缩风供应
3。
检查或更换电磁阀
PAhandlingside:
disknotloaded
1。
吸盘损坏或弄脏
2。
吸碟感应器没调好或损坏
3。
没有碟片
4。
吸碟真空管路不紧
5。
吸碟真空帮没油或故障
1。
检查,清洁或更换吸盘
2。
检查,调较或更换感应器
3。
重放碟片
4。
检查真空管路泄漏
5。
检查真空帮
PAhandlingside:
disknotunioaded
1。
吸盘损坏或弄脏
2。
吸碟感应器没调好或损坏
3。
没有碟片
4。
吸碟真空管路不紧
5。
吸碟真空帮没油或故障
1。
检查,清洁或更换吸盘
2。
检查,调较或更换感应器
3。
重放碟片
4。
检查真空管路泄漏
5。
检查真空帮
Disklostathandlingside
1。
吸盘损坏或弄脏
2。
吸碟感应器没调好或损坏
3。
没有碟片
4。
吸碟真空管路不紧
5。
吸碟真空帮没油或故障
1。
检查,清洁或更换吸盘
2。
检查,调较或更换感应器
3。
重放碟片
4。
检查真空管路泄漏
5。
检查真空帮
Disklostatloadlockside
1。
吸盘损坏或弄脏
2。
吸碟感应器没调好或损坏
3。
没有碟片
4。
吸碟真空管路不紧
5。
吸碟真空帮没油或故障
1。
检查,清洁或更换吸盘
2。
检查,调较或更换感应器
3。
重放碟片
4。
检查真空管路泄漏
5。
检查真空帮
ErrorI/Oaddress
PLC信号输入/出模块故障
更换模块
Powersupply:
startupnotok
1。
输入电源开关没开
2。
PLC及AE溅镀电源之间的通讯没起动
3。
PROFIBUS电缆故障
4。
PROFIBUS电缆终端设定错误
1。
检查电源开关
2。
选择PUMP,再选择PROD模式
3。
检查电缆及接头
4。
检杳终端设定
PS:
timeoutdatareceive
1。
AE溅镀电源没确定数据接收
2。
PLC与AE溅镀电源连接中断
3。
PROFIBUS通讯中断
1。
打开AE溅镀电源输出开关
2。
检查PROFIBUS电缆
3。
检查PLC上BUSF指示灯
故障报警
可能原因
排除建议
Cathodeshortcircuit
1。
溅镀物料从mask或靶材掉进电极中间
2。
AE溅镀电源故障
1。
清理溅镀源
2。
更换AE溅镀电源
Plasmavoltagetoolow
1。
氩气供应不稳定
2。
氩气流里过冋
3。
系统真空泄漏
1。
检查氩气供应
2。
调节氩气流量
3。
真空检漏
Plasmavoltagetoohigh
1。
氩气供应不稳定
2。
氩气流量过低
3。
系统真空泄漏
1。
检查氩气供应
2。
调节氩气流量
3。
真空检漏并排除
Pinnacle:
outputenablemissing
AE溅镀电源上高电压输出没促发
检查AE溅镀电源上OUTPUT
指示灯(在输出时必须亮)
Pinnacle:
Joulesnotreached
1。
系统泄漏(空气或水)
2。
Mask没放好
3。
靶材用完
4。
氩器流量太咼或太低
1。
检漏并排除
2。
检查mask
3。
更换靶材
4。
调节氩气流量
Arcalarm
1。
溅镀物料从mask或靶材掉进电极中间
2。
氩气流量太咼或太低
3。
系统泄漏(空气或水)
1。
清理溅镀源
2。
调节氩气流量
3。
检漏并排除
Presputteringnotok
1。
预溅镀没於设定时间内完成
2。
靶材表面氧化,不良
3。
系统泄漏(空气或水)
1。
重选PROD模式
2。
检查靶材
3。
检漏并排除
Cathodeopen
溅镀源没关好
关好溅镀源
Transportationstop
主生产线上安全门没关好
关好安全门
Disklostinloadlock
1。
碟片掉进loadlock
2。
碟片感应器没调好或损坏
1。
查看并拿走碟片
2。
调较或更换感应器
SAliftnotdowncomp.airmissing
1。
压缩风没供应或压力过低
2。
压力感应器没调好或损坏
1。
检查压缩风供应
2。
调较或更换感应器
SA0©positionafteroriginnotok
1。
07180感应器调整不良或损坏
2。
SA手臂offset位置不准
1。
检查,调整或更换感应器
2。
较准(Teach)SA驱动器
SA0^positionnotok
0°/180感应器调整不良或损坏
检查,调整或更换感应器
SA180°positionnotok
07180感应器调整不良或损坏
检查,调整或更换感应器
PA0©positionafteroriginnotok
1。
07180感应器调整不良或损坏
2。
PA手臂offset位置不准
1。
检查,调整或更换感应器
2。
较准(Teach)PA驱动器
PA0^positionnotok
07180感应器调整不良或损坏
检查,调整或更换感应器
PA180°positionnotok
07180感应器调整不良或损坏
检查,调整或更换感应器
PA:
coateddisklostduringtransport
1。
吸盘损坏或弄脏
2。
吸碟感应器没调好或损坏
3。
吸碟真空管路不紧
4。
吸碟真空帮没油或故障
1。
检查,清洁或更换吸盘
2。
检查,调较或更换感应器
3。
检查真空管路泄漏
4。
检查真空帮
PA:
non-sputtereddisklostduringtransport
1。
吸盘损坏或弄脏
2。
吸碟感应器没调好或损坏
3。
吸碟真空管路不紧
4。
吸碟真空帮没油或故障
1。
检查,清洁或更换吸盘
2。
检查,调较或更换感应器
3。
检查真空管路泄漏
4。
检查真空帮
Errorhandlingidentification
1。
主生产线handling信号错误
2。
Handling信号接触不良
1。
检查信号
2。
检查信号接头
故障报警
可能原因
排除建议
Handlingnotready
1。
空白碟片送至PA低下但溅镀机准备卸碟
2。
没有”handlingatload/unioad
position信号
1。
拿走空白片
2。
检查信号
Diskloadexecutedmissing
 升级会员
升级会员 