车床的基本操作训练教案doc.docx
《车床的基本操作训练教案doc.docx》由会员分享,可在线阅读,更多相关《车床的基本操作训练教案doc.docx(10页珍藏版)》请在冰豆网上搜索。
车床的基本操作训练教案doc
任务二.车床的基本操作训练
任务描述:
车床的各主要部件结构及其作用,车床的传动系统,车床的型号标识并组织学生到实训场地进行车床操作训练。
使学生对车削的加工有一个初步的认识。
任务要求:
1、了解车床各主要部件的名称及作用。
2、初步理解车床各部分传动系统及车床的型号表示法。
3、能根据需要,按车床铭牌灵活对车床进行操作。
任务实施
交换齿
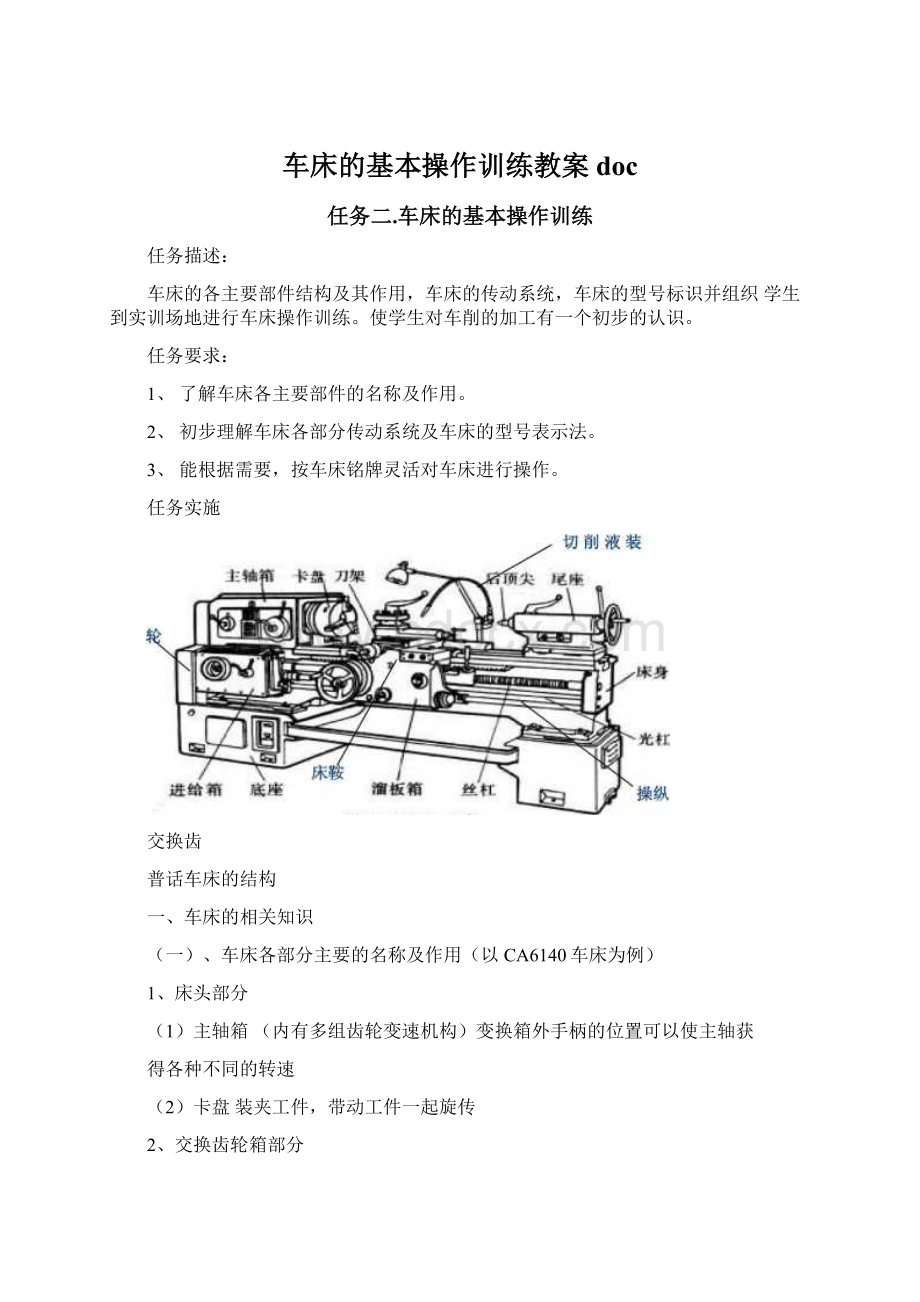
普话车床的结构
一、车床的相关知识
(一)、车床各部分主要的名称及作用(以CA6140车床为例)
1、床头部分
(1)主轴箱(内有多组齿轮变速机构)变换箱外手柄的位置可以使主轴获
得各种不同的转速
(2)卡盘装夹工件,带动工件一起旋传
2、交换齿轮箱部分
作用:
把主轴的旋转运动传递给进给箱,必要时更换箱内的齿轮,可以车削不同螺距的螺纹。
3、进给部分
(1)进给箱作用:
(利用箱内的齿轮传动机构)把主轴传递的动力传给光杠或丝杆。
(变换箱外的手柄口J以得到不同的进给量或螺距)
(2)丝杆用来车削螺纹
(3)光杠用来带动溜板箱,使车刀按要求方向作纵向或横向运动
4、溜板部分
(1)溜板箱变换箱外手柄的位置,在光杆或丝杠的作用传动卜•使车刀按耍求运动。
(2)床鞍、屮滑板、小滑板
1)床鞍与车床导轨精密配合,纵向进给时保证轴向精度。
2)中滑板进行横向进给,保证径向精度。
3)小滑板可以手动左右运动也可以摆一定角度(车锥度)
(3)刀架用來装夹车刀
5、尾座作用:
用来装夹顶尖和钻头、较刀等工具
6、床身作用:
用来支承和连接车床各部件。
7、切削液装置(由液压泵和切削液管组成)
作用:
浇注切削液降低切削温度、润滑加工表面,提高刀具使用寿命和工件
的表面加工质量。
(三)、车床型号表示
CM6132型楕密普通车床
机床类别代号库床类)*
机味通用特性代号箝密车床H-机味组别代号蔣地及晋通车床组H机床型别代号(晋通车床型)“
主参数代翳大车削直径32T
2、型号说明
(1)车床类别代号
类
别
斷
磨
床
一Is一
fflJl
E
电加工机床
¥1床一切[1
一它床
代
S
E
M
S
Y
S
m
L
D
G
Q
立曰
%1
歩
N
S
磨
牙
丝
叵
叵
拉
电
割
(2)通用特性代号
通用特性
代号
通用特性
代号
高精度
G
自动换刀
H
精密
M
F
自动
Z
W
半自动
B
Q
数字程序控制
K
J
(3)结构特性代号
作用:
只在同类机床中起区分机床结构、性能不同的作用。
(有通用代号吋,它排在通用代号之后,否则宜接排在类别代号之后。
)
例:
CA6140中的是结构特性代号,以区别C6140的。
(4)其余的数字代号见上面表示方法
(5)机床重大改进顺序号
当机床的结构、性能冇更高要求时,按改进的先后顺序选A、B、C等汉语拼咅字母,加在型号基本部分的尾部,以区别原机床型号。
例:
C6140A中的“A”表示第一次重大改进。
二、车床的基木操作练习
1、车床的启动操作
(1)操作方法
1)打开电源开关,将床鞍上红色安全开关(如卜•图)解锁(按住右旋)
2)按下床鞍上绿色按钮开关(如下图)启动电机
3)将操纵杆手柄(在进给箱右侧或溜板箱右侧)提起,使主轴转动。
操纵杆有向上、中间、向下三个档位,可使主轴实现正传、停止、反转。
(2)操作要求
1)启动前将主轴调至低速档位。
逐步提高转速。
2)启动前检查操纵杆是否在“屮间”位置
2、主轴变速操作
(1)变速操作方法
1)A手柄对应四个颜色档位、B手柄对应
六个数字档位。
空档除外。
将A调到对应的方框颜色与B对应的数字颜色即该数字为对应的转速。
例:
如图A对应黑色方框,B对应的转速区域是32金1400,其屮500是黑色数字则此时转速为:
500r/min
2)主轴箱左侧的手柄是加人螺距及螺纹左、右旋向变换的操作机构,可根据加工需要调节其位置。
(2)操作要求
主轴变速时应该“停车”。
防止打坏齿轮。
3、进给箱操作
A手柄对应A、B、C、D四个档位,是丝杠、光杠变换手柄;B手柄对应I、II、III、IV四个与手轮对应的8个档位相配合,用与调整螺距及进给量(根据加工需求查参数进行调整);第V档位时,齿轮箱的运动直接与丝杠相连接。
4、床鞍、中滑板和小滑板的操作
A手柄操纵床鞍左右运动;B手柄操纵中滑板前后移动;C手柄操纵小滑板
左右移动。
如下图左
操作要求:
(1)双手交替运动门如,且使操作对象移动速度缓慢均匀。
(2)熟记床鞍、中滑板和小滑板的进退刀方向,要求反应灵活,动作准确。
(3)初学时关机练习。
5、口动进给的操作如下图右,扳动手柄可以实现左右、前后快速移动;
按下顶部的快进按钮可进行快速进给。
操作要求:
练习时不可擅自使用快进按钮。
按下
A手
0
三、注意事项
1.按基本操作训练次序逐个练习
2.每个操作练习合格后再进行下一项练习。
3.车床运转操作时,转速要慢。
4.自动进给练习时,要注意床鞍,中滑板的移动距离,防止滑板丝杠损坏和发牛碰撞事故。
0项目练习
1、填空(并指出1、2、4、5的作用)
2、简述车床的传动路线
3、解释:
“CA614CF表示的含义
4、分组并逐个进行车床的操作考核。
已任务导读:
机床附件
工件的安装主要任务是使工件准确定位及夹持牢固。
由于各种工件的形状和大小不同,所以有各种不同的安装方法。
1.三爪卡盘
三爪卡盘是车床最常用的附件(。
三爪卡盘上的三爪是同时动作的。
可以达到自动定心兼夹紧的目的。
其装夹工作方便,但定心精度不高(爪遭磨损所致),工件上同轴度要求较高的表面,应尽可能在一次装夹中车出。
传递的扭矩也不大,故三爪卡盘适于夹持圆柱形、六角形等中小工件。
当安装直径较大的工件时,可使用“反爪”。
三爪卡盘
三爪卡盘是由爪盘体、小锥齿轮、大锥齿轮(另一端是平面螺纹)和三个卡爪组成。
如上图所示。
三个卡爪上有与平面螺纹相同螺牙与之配合,三个卡爪在爪盘体中的导槽中呈120°均布。
爪盘体的锥孔与车床主轴前端的外锥面配合,起对中作用,通过键来传递扭矩,最后用螺母将卡盘体锁紧在主轴上。
当转动其中一个小伞齿轮时,即带动大伞齿轮转动,其上的平面螺纹又带动三个卡爪同时向中心或向外移动,从而实现自动定心。
定心精度不高,约为0.05~0.15mm.三个卡爪有正爪和反爪之分,有的卡盘可将卡爪反装即成反爪,当换上反爪即可安装较大直径的工件。
装夹方法如图3-1所示。
当直径较小时,工件置于三个长爪之间装夹(图3-2a),可将三个卡爪伸入工件内孔中利用长爪的径向张力装夹盘、套、环状零件(图b),当工件直径较大,用顺爪不便装夹时,可将三个顺爪换成反爪进行装夹(图c),当工件长度大于4倍直径时,应在工件右端用尾架顶尖支撑(图d)
用三爪卡盘装夹工件的方法
a)顺爪b)顺爪c)反爪d)三爪卡盘与顶尖配合使用
用三爪卡盘安装工件,可按下列步骤进行:
仃)工件在卡爪间放正,轻轻夹紧。
(2)放下安全罩,开动机床,使主轴低速旋转,检查工件有无偏摆,若有偏摆应停车,
用小锤轻敲校正,然后紧固工件。
紧固后,必须取下板手,并放下安全罩。
(3)移动车刀至车削行程的左端。
用手旋转卡盘,检查刀架是否与卡盘或工件碰撞。
2.工件在四爪卡盘上的安装
四爪卡盘也是车床常用的的附件(下图),四爪卡盘上的四个爪分别通过转动螺杆而实现单动。
根据加工的要求,利用划针盘校正校正后,安装精度比三爪卡盘高,四爪卡盘的夹紧力大,适用于夹持较大的圆柱形工件或形状不规则的工件。
四爪卡盘装夹工件的方法
3、工件在花盘上的安装
在车削形状不规则或形状复杂的工件时,三爪、四爪卡盘或顶尖都无法装夹,必须用花盘进行装夹(图1-12)o花盘工作面上有许多长短不等的径向导槽,使用时配以角铁、压块、螺栓、螺母、垫块和平衡铁等,可将工件装夹在盘面上。
安装时,按工件的划线痕进行找正,同时要注意重心的平衡,以防止旋转时产生振动。
1-12
a)花盘上装夹工件;
1-垫铁;2-压板;
 升级会员
升级会员 