连接体机械加工工艺卡汇编.docx
《连接体机械加工工艺卡汇编.docx》由会员分享,可在线阅读,更多相关《连接体机械加工工艺卡汇编.docx(30页珍藏版)》请在冰豆网上搜索。
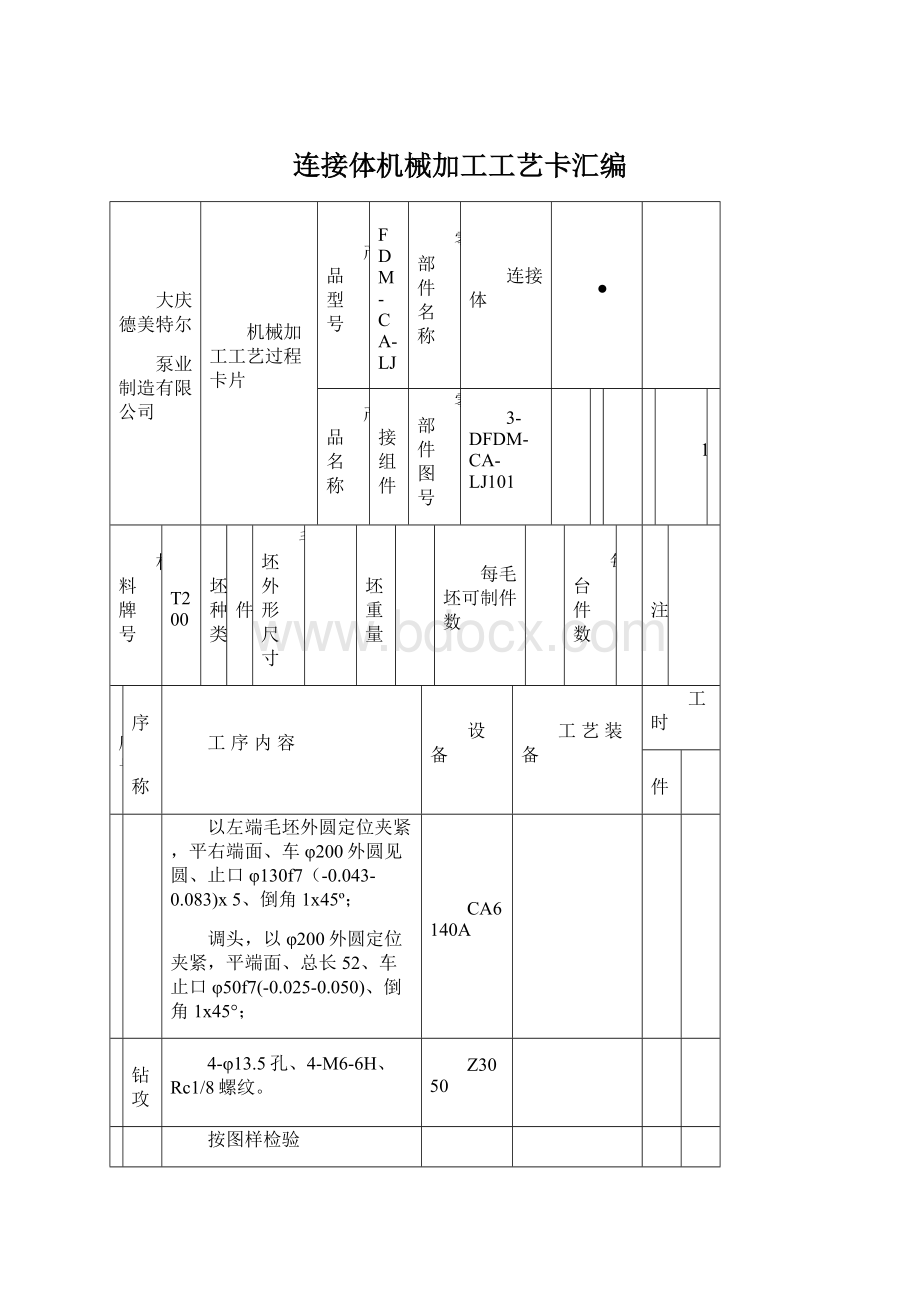
连接体机械加工工艺卡汇编
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-CA-LJ
零部件名称
连接体
●
产品名称
连接组件
零部件图号
3-DFDM-CA-LJ101
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以左端毛坯外圆定位夹紧,平右端面、车φ200外圆见圆、止口φ130f7(-0.043-0.083)ⅹ5、倒角1ⅹ45º;
调头,以φ200外圆定位夹紧,平端面、总长52、车止口φ50f7(-0.025-0.050)、倒角1ⅹ45°;
CA6140A
2
划钻攻
4-φ13.5孔、4-M6-6H、 Rc1/8螺纹。
Z3050
3
检
按图样检验
4
入库
、
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-DB-LJ
零部件名称
连接体
●
产品名称
连接体组件
零部件图号
3-DFDM-DB-LJ101
共
1
页
第
1
页
材料牌号
Q235A
毛坯种类
钢板
毛坯外形尺寸
φ355x36
毛坯重量
24.15
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容φ
设备
工艺装备
工时
单件
1
下料
φ355xφ105x36;
气割
2
车
以毛坯外圆定位夹紧,平端面、车外圆φ350、止口φ220f7(-0.050-0.096)ⅹ8、内孔φ110、倒角1ⅹ45º;
调头,以φ220f7定位夹紧,平端面29.5、车止口φ130f7(-0.050-0.096)、倒角1ⅹ45º;
CW6163
3
划钻攻
4-φ18、螺纹4-M12-6H;
Z3050
4
检
按图样检验
5
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-EC-LJ
零部件名称
连接体
●
产品名称
连接体组件
零部件图号
DFDM-EC-LJ101
共
1
页
第
1
页
材料牌号
Q235A
毛坯种类
钢板
毛坯外形尺寸
φ355x36
毛坯重量
25.79
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
下料
φ355xφ105x36;
气割
2
车
以毛坯外圆定位夹紧,平左端面、车止口φ250f7(-0.050-0.096)ⅹ6、内孔φ110、倒角1ⅹ45º;调头,以φ250f7外园定位夹紧、平端面、车止口φ130f7(-0.043-0.083)、倒角1ⅹ45º;
CW6163
3
划钻攻
4-φ18、螺纹4-M12-6H;
Z3050
4
检
按图样检验
5
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-FD-LJ
零部件名称
连接体
●
产品名称
连接体组件
零部件图号
DFDM-FD-LJ101
共
1
页
第
1
页
材料牌号
Q235A
毛坯种类
钢板
毛坯外形尺寸
δ=55
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
下料
φ355ⅹφ220ⅹ55;
气割
2
车
以毛坯外圆定位夹紧,平端面、车外圆φ350、止口φ250f7(-0.050-0.096)ⅹ5、倒角1ⅹ45º;
调头,平端面、车止口φ250f7(-0.050-0.096)ⅹ5.5、内孔φ225、倒角1ⅹ45º;
CW6163
3
划钻攻
4-φ18、Rc1/8螺纹。
Z3050
4
检
按图样检验
5
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-FC-LJ
零部件名称
连接体
●
产品名称
连接体组件
零部件图号
DFDM-FC-LJ101
共
1
页
第
1
页
材料牌号
Q235A
毛坯种类
钢板
毛坯外形尺寸
φ355x50
毛坯重量
35.2
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
下料
φ355ⅹφ110ⅹ50;
气割
2
车
以毛坯外圆定位夹紧,平端面、车外圆φ350、φ200、止口φ130f7(-0.043-0.083)ⅹ5、内孔
φ115、倒角1ⅹ45º;
调头;以φ200外圆定位夹紧,平端面46、车止口φ250f7(-0.005-0.09)、倒角1ⅹ45º;
CW6163
3
划钻攻
4-φ18、4-M12-6H;
Z3050
4
检
按图样检验
5
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-E-DL(180M/L)
零部件名称
电机法兰
●
产品名称
电联组件
零部件图号
DFDM-E-DL(180M/L)101
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以毛坯外圆定位夹紧,平左端面、车φ350、止口φ250H7ⅹ6、倒角1ⅹ45º;
调头,以外圆定位夹紧,平端面、车φ350、止口φ250f7x5.5、倒角1x45;
CW6163
2
划钻攻
4-φ18、M10;锪平8-φ30;
Z3040
3
检
按图样检验;
4
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-F-DL(180L)
零部件名称
电机法兰
●
产品名称
电联组件
零部件图号
3-DFDM-F-DL(180L)101
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以毛坯外圆定位夹紧,平左端面、车外圆φ350、止口φ250H7ⅹ6、倒角2ⅹ45º;
调头,以外圆φ350定位夹紧,平端面、车外圆φ400、止口φ300f7ⅹ5.5、倒角1ⅹ45º;
CW6163
2
划钻攻
4-φ18、螺纹M10、锪平8-φ30;
Z3040
3
检
按图样检验;
4
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-F-DL(225S)
零部件名称
电机法兰
●
产品名称
电联组件
零部件图号
3-DFDM-F-DL(225S)101
共
1
页
第
1
页
号
HT200
毛坯种类
铸件
毛坯外形尺寸
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以毛坯内孔定位夹紧,平左端面、内孔φ255、止口φ350H7ⅹ6、倒角1ⅹ45º;
调头,以内孔定位夹紧、平右端面、止口φ300f7ⅹ6.5、倒角1ⅹ45º;
CW6163
2
划钻攻
12-φ18、螺纹M10、锪平8-φ30;
Z3050
3
检
按图样检验;
4
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-F–DL(200L)
零部件名称
电机法兰
●
产品名称
电联组件
零部件图号
3-DFDM-F-DL(200L)101
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以毛坯内孔定位夹紧,平左端面、车外圆φ400、止口φ300H7ⅹ6、倒角1ⅹ45º;
调头,以外圆定位夹紧、平端面、止口φ300f7ⅹ5.5、倒角1ⅹ45º;
CW6163
2
划钻攻
8-φ18、螺纹M10、锪平8-φ30;
Z3050
3
检
按图样检验;
4
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-E-DL(160L/M)
零部件名称
连接盘
●
产品名称
电联组件
零部件图号
DFDM-E-DL(160L/M)101
共
1
页
第
1
页
材料牌号
Q235
毛坯种类
钢板
毛坯外形尺寸
δ=48
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以毛坯外圆定位夹紧,平左端面、车外圆φ350、内孔φ230、止口φ250H7ⅹ6倒角1ⅹ45°;
调头以φ350外圆定位夹紧;平端面、车止口φ250f7ⅹ5、倒角1ⅹ45º;
CW6163
2
划钻
2ⅹ4-φ18、M10螺纹;
Z3050
3
检
按图样检验;
4
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-08
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-D-DL(132M)
零部件名称
连接体
●
产品名称
连接体组件
零部件图号
DFDM-D-DL(132M)101T
共
1
页
第
1
页
材料牌号
Q235A
毛坯种类
钢板
毛坯外形尺寸
φ355x50
毛坯重量
35.2
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
下料
φ355ⅹφ180ⅹ42;
气割
2
车
以毛坯外圆定位夹紧,平端面、车外圆φ350、内孔φ190、止口φ250H7ⅹ6、倒角1ⅹ45º;
调头;平端面37、车止口φ220f8、倒角1ⅹ45º;
CW6163
3
划钻
4-φ18;
Z3050
4
检
按图样检验
5
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-F-DL(180M)
零部件名称
连接体
●
产品名称
连接体组件
零部件图号
DFDM-F-DL(180M)101T
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以毛坯外圆定位夹紧,平左端面、车外圆φ350、止口φ250H7ⅹ6、倒角1ⅹ45º;
调头,平端面、车止口φ250f7(-0.050-0.096)ⅹ5、倒角1ⅹ45º;
CW6163
2
划钻
4-φ18;
Z3050
3
检
按图样检验
4
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
日期
车艳2006-11-07
标记
处理
更改文件号
签字
日期
标记
处理
更改文件号
签字
大庆德美特尔
泵业制造有限公司
机械加工工艺过程卡片
产品型号
DFDM-C-DL(100L)
零部件名称
连接盘
●
产品名称
电联组件
零部件图号
DFDM-C-DL(100L)101
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
毛坯重量
每毛坯可制件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
设备
工艺装备
工时
单件
1
车
以毛坯外圆定位夹紧,平右端面、车φ200、止口φ135f7ⅹ5、倒角1ⅹ45°;
调头、以φ200定位夹紧,平端面、车止口φ180H7ⅹ5、倒角1ⅹ45º;
CW6163
2
划钻攻
8-M12-6g、M10螺纹;
Z3050
3
检
按图样检验;
 升级会员
升级会员 