连杆盖加工工过程艺卡片.docx
《连杆盖加工工过程艺卡片.docx》由会员分享,可在线阅读,更多相关《连杆盖加工工过程艺卡片.docx(12页珍藏版)》请在冰豆网上搜索。
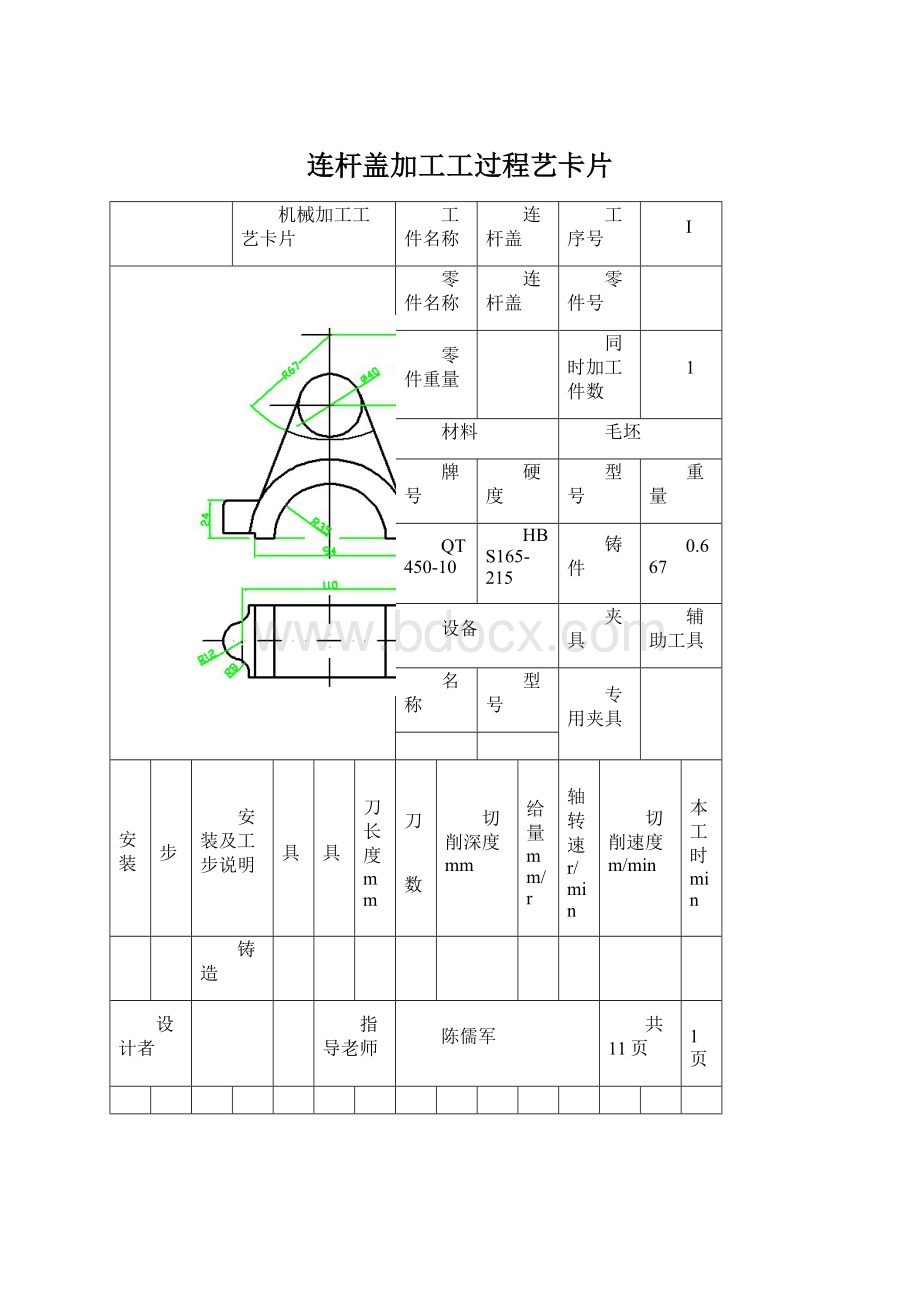
连杆盖加工工过程艺卡片
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅰ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
铸造
设计者
指导老师
陈儒军
共11页
第1页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅱ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
时效处理
设计者
指导老师
陈儒军
共11页
第2页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅳ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
铣左端面
端铣刀
游标卡尺
105
1
1.5
600
750
141.3
0.78
设计者
指导老师
陈儒军
共11页
第3页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅳ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
铣右端面
端铣刀
游标卡尺
105
1
1.5
600
750
141.3
0.78
设计者
指导老师
陈儒军
共11页
第4页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅴ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
卧式镗床
T210
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
镗Φ81孔
端铣刀
游标卡尺
40
1
1.5
0.15
612
8.568
0.43
设计者
指导老师
陈儒军
共11页
第5页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅶ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
钻Φ20孔
麻花钻
游标卡尺
40
1
9.5
0.25
337.2
24.72
0.896
设计者
指导老师
陈儒军
共11页
第6页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅳ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
铣下端台阶面
立铣刀
游标卡尺
20
1
1.5
600
750
141.3
1.04
设计者
指导老师
陈儒军
共11页
第7页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅵ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
钻M12螺纹底孔
麻花钻
卡尺
21
1
6
0.25
1061.5
16.3
0.2
2
攻丝M12
丝锥
量规
21
217
0.0195
1.9
设计者
指导老师
陈儒军
共11页
第8页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅷ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
卧式车床
CA6140
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
车Φ21х1.1槽
麻花钻
卡尺
21
1
1
0.14
475
119.3
0.052
设计者
指导老师
陈儒军
共11页
第9页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅸ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
卧式铣床
X63
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
铣宽15mm槽
三面刃铣刀
卡尺
21
1
1.5
158.4
119
74.6
0.202
设计者
指导老师
陈儒军
共11页
第10页
机械加工工艺卡片
工件名称
连杆盖
工序号
Ⅸ
零件名称
连杆盖
零件号
零件重量
同时加工件数
1
材料
毛坯
牌号
硬度
型号
重量
QT450-10
HBS165-215
铸件
0.667
设备
夹具
辅助工具
名称
型号
专用夹具
卧式铣床
X63
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀
次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
铣宽8mm槽
三面刃铣刀
卡尺
20
1
1.5
158.4
119
74.6
0.198
设计者
指导老师
陈儒军
共11页
第11页
 升级会员
升级会员 