中职加工制造类专业技能抽测试题汇总.docx
《中职加工制造类专业技能抽测试题汇总.docx》由会员分享,可在线阅读,更多相关《中职加工制造类专业技能抽测试题汇总.docx(46页珍藏版)》请在冰豆网上搜索。
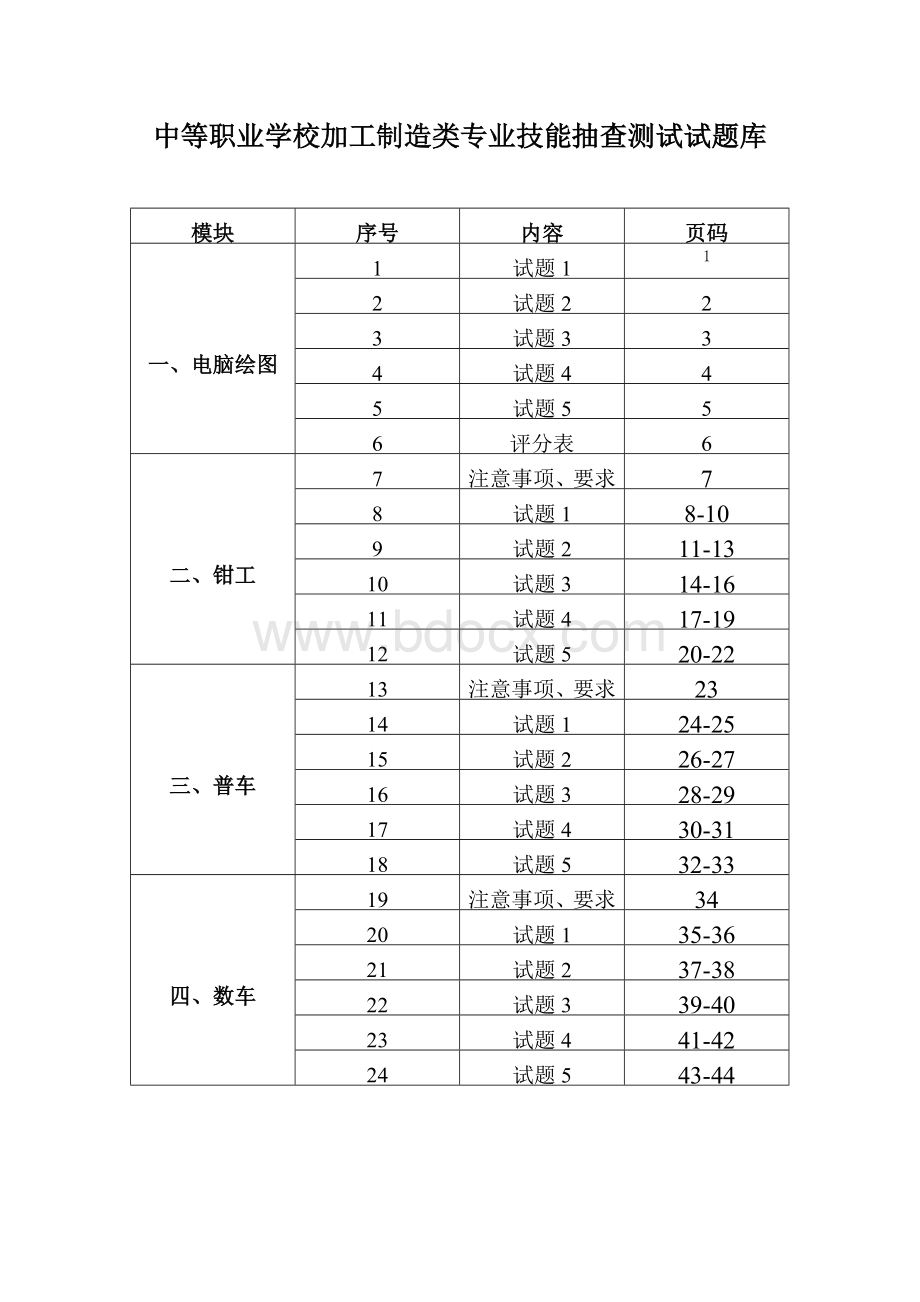
中等职业学校加工制造类专业技能抽查测试试题库
中等职业学校加工制造类专业技能抽查测试试题库
模块
序号
内容
页码
一、电脑绘图
1
试题1
1
2
试题2
2
3
试题3
3
4
试题4
4
5
试题5
5
6
评分表
6
二、钳工
7
注意事项、要求
7
8
试题1
8-10
9
试题2
11-13
10
试题3
14-16
11
试题4
17-19
12
试题5
20-22
三、普车
13
注意事项、要求
23
14
试题1
24-25
15
试题2
26-27
16
试题3
28-29
17
试题4
30-31
18
试题5
32-33
四、数车
19
注意事项、要求
34
20
试题1
35-36
21
试题2
37-38
22
试题3
39-40
23
试题4
41-42
24
试题5
43-44
模块一:
电脑绘图试题1
模块一:
电脑绘图试题2
模块一:
电脑绘图试题3
模块二:
零件工程图绘制试题四
模块一:
电脑绘图试题4
模块二:
零件工程图绘制试题五
模块一:
电脑绘图试题5
电脑绘图评分标准
额定时间
60分钟
执行日期:
开始时间:
结束时间:
学生姓名
专业
学校
项目
内容
考核要求
配分
评分标准
(各项扣分最多不超过该项配分数)
扣分
得分
一、识图及
绘图
1、能读懂零件图、尺寸、公差
2、表面粗糙度及其它技术要求
3、文件存储位置正确,图框选用、图层、线型设置正确,
4、图形绘制正确,视图完整,
5、布局合理
50
1、文件存储位置不正确扣2分
2、图框选用不正确每处扣2分
3、图层、线型设置不正确每处扣2分
4、图形绘制错误每处扣2分
5、图形布局不合理扣5分
二、
尺寸
标注
1、文字式样、标注样式设置正确
2、尺寸、公差、表面粗糙度及其它技术要求标注正确
3、标题栏填写正确
40
1、文字式样设置不合理扣3分
2、标注样式设置不合理扣3分
3、尺寸标注、表面粗糙度每缺少一个扣1分,公差不正确,每处错误扣1分
4、其它技术要求标注不全,扣3分
5、标题栏填写不正确扣2分
三、
安全文明操作
安全文明操作规程
及企业6S管理
10
违反安全操作规程
及企业6S要求扣5-10分
评委签名
成绩
钳工技能抽查试题
一、注意事项
1、学生必须携带身份证、学生证、准考证按时参加考试,迟到30分钟取消考试资格。
2、考试时间为180分钟。
二、要求
1、作品分值占总分的80%,详见评分标准。
2、职业素养与操作规范(20%)
①操作安全规范;
②加工工艺合理;
③工夹具、设备使用熟练;
④爱护工量具、设备;
⑤考试过程中及任务完成后,工具摆放整齐,加工完毕后搞好工作场地、设备保洁工作等并符合“7S”(整理、整顿、清扫、清洁、素养、安全、节约)要求;
3、不准使用专用工、夹具加工和抛光;
4、凸凹件配合间隙应小于或等于0.08mm;
5、去除毛刺,倒棱角C0.3;
6、严格执行工作程序、工作规范和安全操作规程;
7、工件板厚6mm,材料为Q235钢板;
8、外形尺寸及工、夹、量具由考点准备。
三、主要设备、工具、量具及参考资料
钻床、砂轮机、虎钳、锉刀、锯弓、圆规、划针、游标卡尺、万能角度尺、划线样板等。
模块二:
钳工技能抽查试题1
考件编号:
姓名:
准考证号:
单位:
一、任务
1、题目名称:
T字镶配
2、考核时间:
180min
3、考核形式:
操作
4、具体考核要求:
根据零件图纸完成加工
钳工题1图
二、材料、工具、量具准备清单
序号
名称
型号与规格
单位
数量
备注
1
Q235铁板
63×46×6
mm
1
2
Q235铁板
63×43×6
mm
1
3
游标卡尺
0~150mm
把
1
4
千分尺
25~50、50~75mm
把
2
5
直钢尺
0~150mm
把
1
6
刀口尺
125mm
把
1
7
平板
(自定)
块
1
8
塞尺
0.02~0.5mm
把
1
9
锯弓、锯条
套
1
10
扁锉
粗300、250mm
细150、100mm
中250mm
把
5
11
整形锉
(自定)
套
1
12
锉刀刷
(自定)
个
1
13
手锤
(自定)
个
1
14
錾子
宽錾
个
1
15
划针
(自定)
个
1
16
高度游标卡尺
0~300mm
把
1
17
样冲
(自定)
个
1
18
台钻
(自定)
台
1
19
直柄麻花钻
Φ8
支
1
20
圆珠笔
支
1
三、评分标准
单位:
姓名:
准考证号:
评价内容
配分
考核点
评分标准
实测
得分
作品
(80%)
件1
(29分)
5
62±0.04
超差无分
2处×5
22±0.04
1处超差扣5分
4
45±0.10
超差无分
5
对称度0.08
超差无分
5
1200±5/
超差无分
件2
(26分)
5
62±0.04
超差无分
5
42±0.04
超差无分
4
15±0.15
超差无分
4
2×φ8Ra1.6
1处超差扣2分
4
42±0.15
超差无分
4
垂直度0.03
超差无分
配合
(25分)
12处×1
配合间隙≤0.08
1处超差扣1分
3
62±0.1
超差无分
3
错位量≤0.10
超差无分
3
表面粗糙度R3.2
超差无分
4
去除毛刺,倒棱C0.3
超差无分
职业素养与
操作规范
(20%)
操作规范
(11分)
5
遵守操作规程,操作安全、规范。
操作不规范扣1-5分;违反安全,文明生产规程扣5分;严重违规操作,取消考生成绩。
3
加工工艺合理。
加工工艺不合理扣3分。
3
工夹具、设备使用熟练。
工夹具、设备使用不熟练扣1-3分。
文明生产
(9分)
2
着装规范、工作态度好。
衣冠不整扣1-2分;工作态度不好扣1-2分。
3
爱护工量具、设备。
工夹具、设备使用不当扣1-3分。
4
试过程中及结束后,工量具摆放、桌面及地面不符合7S要求的扣1-4分。
评分人:
模块二:
钳工技能抽查试题2
考件编号:
姓名:
准考证号:
单位:
一、任务
1、题目名称:
凸凹体暗配
2、考核时间:
180min
3、考核形式:
操作
4、具体考核要求:
根据零件图纸完成加工
钳工题2图
二、材料、工具、量具准备清单
序号
名称
型号与规格
单位
数量
备注
1
Q235铁板
61×71×6
mm
1
2
游标卡尺
0~150mm
把
1
3
千分尺
25~50、50~75mm
把
2
4
直钢尺
0~150mm
把
1
5
刀口尺
125mm
把
1
6
平板
(自定)
块
1
7
塞尺
0.02~0.5mm
把
1
8
锯弓、锯条
套
1
9
扁锉
粗300、250mm
细150、100mm
中250mm
把
5
10
整形锉
(自定)
套
1
11
锉刀刷
(自定)
个
1
12
手锤
(自定)
个
1
13
錾子
宽錾
个
1
14
划针
(自定)
个
1
15
高度游标卡尺
0~300mm
把
1
16
样冲
(自定)
个
1
17
台钻
(自定)
台
1
18
直柄麻花钻
Φ8
支
1
19
圆珠笔
支
1
三、评分标准
单位:
姓名:
准考证号:
评价内容
配分
考核点
评分标准
实测
得分
作品
(80%)
工件
(54分)
4
70±0.04
超差无分
4
60±0.04
超差无分
3处×4
20±0.04
1处超差扣4分
3
对称度0.06
超差无分
3
垂直度0.03
超差无分
3
锯割平面度0.5
超差无分
12处×1
粗糙度Ra3.2
1处超差扣1分
3
10±0.15
超差无分
3
32±0.40
超差无分
3
φ8Ra1.6
超差无分
2处×2
粗糙度Ra1.6
1处超差扣2分
配合
(26分)
10处×2
配合间隙≤0.08
1处超差扣2分
2处×2
错位量≤0.10
1处超差扣2分
2
去除毛刺,倒棱C0.3
超差无分
职业素养与
操作规范
(20%)
操作规范
(11分)
5
遵守操作规程,操作安全、规范。
操作不规范扣1-5分;违反安全,文明生产规程扣5分;严重违规操作,取消考生成绩。
3
加工工艺合理。
加工工艺不合理扣3分。
3
工夹具、设备使用熟练。
工夹具、设备使用不熟练扣1-3分。
文明生产
(9分)
2
着装规范、工作态度好。
衣冠不整扣1-2分;工作态度不好扣1-2分。
3
爱护工量具、设备。
工夹具、设备使用不当扣1-3分。
4
试过程中及结束后,工量具摆放、桌面及地面不符合7S要求的扣1-4分。
评分人:
模块二:
钳工技能抽查试题3
考件编号:
姓名:
准考证号:
单位:
一、任务
1、题目名称:
角度锉配
2、考核时间:
180min
3、考核形式:
操作
4、具体考核要求:
根据零件图纸完成加工
钳工题3图
二、材料、工具、量具准备清单
序号
名称
型号与规格
单位
数量
备注
1
Q235铁板
61×31×6
mm
2
2
游标卡尺
0~150mm
把
1
3
千分尺
25~50、50~75mm
把
2
4
直钢尺
0~150mm
把
1
5
刀口尺
125mm
把
1
6
平板
(自定)
块
1
7
塞尺
0.02~0.5mm
把
1
8
锯弓、锯条
套
1
9
扁锉
粗300、250mm
细150、100mm
中250mm
把
5
10
整形锉
(自定)
套
1
11
锉刀刷
(自定)
个
1
12
手锤
(自定)
个
1
13
錾子
宽錾
个
1
14
划针
(自定)
个
1
15
高度游标卡尺
0~300mm
把
1
16
样冲
(自定)
个
1
17
台钻
(自定)
台
1
18
直柄麻花钻
Φ8
支
1
19
圆珠笔
支
1
三、评分标准
单位:
姓名:
准考证号:
评价内容
配分
考核点
评分标准
实测
得分
作品
(80%)
件1
(26分)
5
15±0.02
超差无分
4
600±5/
超差无分
4
10±0.10(2处)
1处超差扣2分
4
φ8H7
超差无分
4
垂直度0.02(2处)
1处超差扣2分
5
30±0.02
超差无分
件2
(26分)
5
15±0.02
超差无分
6
10±0.10(2处)
1处超差扣3分
5
30±0.02
超差无分
4
φ8H7
超差无分
6
垂直度0.02(2处)
1处超差扣3分
配合
(28分)
12
配合间隙≤0.08
(3处)
1处超差扣4分
2
45±0.2
超差无分
12
表面粗糙度Ra3.2
(12处)
1处超差扣1分
2
去除毛刺,倒棱C0.3
超差无分
职业素养与
操作规范
(20%)
操作规范
(11分)
5
遵守操作规程,操作安全、规范。
操作不规范扣1-5分;违反安全,文明生产规程扣5分;严重违规操作,取消考生成绩。
3
加工工艺合理。
加工工艺不合理扣3分。
3
工夹具、设备使用熟练。
工夹具、设备使用不熟练扣1-3分。
文明生产
(9分)
2
着装规范、工作态度好。
衣冠不整扣1-2分;工作态度不好扣1-2分。
3
爱护工量具、设备。
工夹具、设备使用不当扣1-3分。
4
试过程中及结束后,工量具摆放、桌面及地面不符合7S要求的扣1-4分。
评分人:
模块二:
钳工技能抽查试题4
考件编号:
姓名:
准考证号:
单位:
一、任务
1、题目名称:
斜面配
2、考核时间:
180min
3、考核形式:
操作
4、具体考核要求:
根据零件图纸完成加工
钳工题4图
二、材料、工具、量具准备清单
序号
名称
型号与规格
单位
数量
备注
1
Q235铁板
51×36×6
mm
2
2
游标卡尺
0~150mm
把
1
3
千分尺
25~50、50~75mm
把
2
4
直钢尺
0~150mm
把
1
5
刀口尺
125mm
把
1
6
平板
(自定)
块
1
7
塞尺
0.02~0.5mm
把
1
8
锯弓、锯条
套
1
9
扁锉
粗300、250mm
细150、100mm
中250mm
把
5
10
整形锉
(自定)
套
1
11
锉刀刷
(自定)
个
1
12
手锤
(自定)
个
1
13
錾子
宽錾
个
1
14
划针
(自定)
个
1
15
高度游标卡尺
0~300mm
把
1
16
样冲
(自定)
个
1
17
圆珠笔
支
1
三、评分标准
单位:
姓名:
准考证号:
评价内容
配分
考核点
评分标准
实测
得分
作品
(80%)
件1
(27分)
4
50±0.04
超差无分
6
15±0.04(2处)
1处超差扣3分
4
10±0.04
超差无分
3
10±0.15
超差无分
3
15±0.15
超差无分
3
1350±5/
超差无分
2
垂直度0.04
超差无分
2
平行度0.03
超差无分
件2
(29分)
4
50±0.04
超差无分
6
15±0.04(2处)
1处超差扣3分
4
10±0.04
超差无分
3
10±0.15
超差无分
3
15±0.15
超差无分
3
1350±5/
超差无分
3
垂直度0.04
超差无分
3
平行度0.03
超差无分
配合
(24分)
10
配合间隙≤0.04
(10处)
1处超差扣1分
10
表面粗糙度Ra3.2
1处超差扣0.5分
4
去除毛刺,倒棱C0.3
超差无分
职业素养与
操作规范
(20%)
操作规范
(11分)
5
遵守操作规程,操作安全、规范。
操作不规范扣1-5分;违反安全,文明生产规程扣5分;严重违规操作,取消考生成绩。
3
加工工艺合理。
加工工艺不合理扣3分。
3
工夹具、设备使用熟练。
工夹具、设备使用不熟练扣1-3分。
文明生产
(9分)
2
着装规范、工作态度好。
衣冠不整扣1-2分;工作态度不好扣1-2分。
3
爱护工量具、设备。
工夹具、设备使用不当扣1-3分。
4
试过程中及结束后,工量具摆放、桌面及地面不符合7S要求的扣1-4分。
评分人:
模块二:
钳工技能抽查试题5
考件编号:
姓名:
准考证号:
单位:
一、任务
1、题目名称:
梯形对配
2、考核时间:
180min
3、考核形式:
操作
4、具体考核要求:
根据零件图纸完成加工
钳工题5图
二、材料、工具、量具准备清单
序号
名称
型号与规格
单位
数量
备注
1
Q235铁板
57×36×6
mm
1
2
Q235铁板
61×39×6
mm
1
3
游标卡尺
0~150mm
把
1
4
千分尺
25~50、50~75mm
把
2
5
直钢尺
0~150mm
把
1
6
刀口尺
125mm
把
1
7
平板
(自定)
块
1
8
塞尺
0.02~0.5mm
把
1
9
锯弓、锯条
套
1
10
扁锉
粗300、250mm
细150、100mm
中250mm
把
5
11
整形锉
(自定)
套
1
12
锉刀刷
(自定)
个
1
13
手锤
(自定)
个
1
14
錾子
宽錾
个
1
15
划针
(自定)
个
1
16
高度游标卡尺
0~300mm
把
1
17
样冲
(自定)
个
1
18
台钻
(自定)
台
1
19
直柄麻花钻
Φ8
支
1
20
丝锥
M8
支
1
21
圆珠笔
支
1
三、评分标准
单位:
姓名:
准考证号:
评价内容
配分
考核点
评分标准
实测
得分
作品
(80%)
件1
(27分)
4
38±0.04
超差无分
4
20±0.04
超差无分
3
30±0.10
超差无分
3
40±0.15
超差无分
3
10±0.15
超差无分
3
1200±5/
超差无分
2处×2
2-φ10
1处超差扣2分
3
平行度0.03
超差无分
件2
(23分)
4
35±0.04
超差无分
3
40±0.15
超差无分
2处×2
2×M8
1处超差扣2分
4
56±0.04
超差无分
3
10±0.20
超差无分
2
垂直度0.03
超差无分
3
平行度0.03
超差无分
配合
(30分)
5处×4
配合间隙≤0.08
1处超差扣4分
3
55±0.1
超差无分
3
左错位量≤0.06
超差无分
2
表面粗糙度Ra3.2
超差无分
2
去除毛刺,倒棱C0.3
超差无分
职业素养与
操作规范
(20%)
操作规范
(11分)
5
遵守操作规程,操作安全、规范。
操作不规范扣1-5分;违反安全,文明生产规程扣5分;严重违规操作,取消考生成绩。
3
加工工艺合理。
加工工艺不合理扣3分。
3
工夹具、设备使用熟练。
工夹具、设备使用不熟练扣1-3分。
文明生产
(9分)
2
着装规范、工作态度好。
衣冠不整扣1-2分;工作态度不好扣1-2分。
3
爱护工量具、设备。
工夹具、设备使用不当扣1-3分。
4
试过程中及结束后,工量具摆放、桌面及地面不符合7S要求的扣1-4分。
评分人:
车工技能抽考测试题
一、注意事项
1、学生必须携带身份证、学生证、准考证按时参加考试,迟到30分钟取消考试资格。
2、考试时间为120分钟。
二、要求
1、作品分值占总分的70%,详见评分标准。
2、职业素养与操作规范(30%)
①操作安全规范;
②加工工艺合理;
③工夹具、设备使用熟练;
④爱护工量具、设备;
⑤考试过程中及任务完成后,工具摆放整齐,加工完毕后搞好工作场地、设备保洁工作等并符合“7S”(整理、整顿、清扫、清洁、素养、安全、节约)要求;
3、不准使用纱布、锉刀、修整表面;
4、去除毛刺,倒棱角C0.5;
5、严格执行工作程序、工作规范和安全操作规程;
6、材料为45#圆钢
三、主要设备、工具、量具及参考资料
普通车床、砂轮机、刀具、千分尺、游标卡尺等。
模块三:
车工操作试题1
考件编号:
姓名:
准考证号:
单位:
一、任务
1、题目名称:
联轴螺孔套
2、时限:
120min
3、题目内容:
如下图
二、工具、刃具、量具及辅助材料
序号
名称
规格
数量
备注
1
900外圆刀
自选
1把
2
450外圆刀
自选
1把
3
内丝刀
自选
1把
4
挖刀
自选
1把
5
内挖槽刀
自选
1把
6
钻花
φ17mm
1个
7
磁座百分表
自选
1个
8
千分尺
 升级会员
升级会员 