多工步机床的PLC控制说明书11.docx
《多工步机床的PLC控制说明书11.docx》由会员分享,可在线阅读,更多相关《多工步机床的PLC控制说明书11.docx(12页珍藏版)》请在冰豆网上搜索。
多工步机床的PLC控制说明书11
第二章课程设计任务分析
第一节设备机构组成分析
多工步专用机床根据特定工件规定的加工工艺要求而设计制造的一种高效率自动化专用设备。
常采用多刀(多轴)、多面、多工位同时进行钻、扩、铰、铣等加工工作,并且具有自动工作循环的功能,在机械制造业的成批和大量产品的生产中得到广泛使用。
多工步加工专用机床采用7把刀具按7个工步的要求依次对工件进行加工。
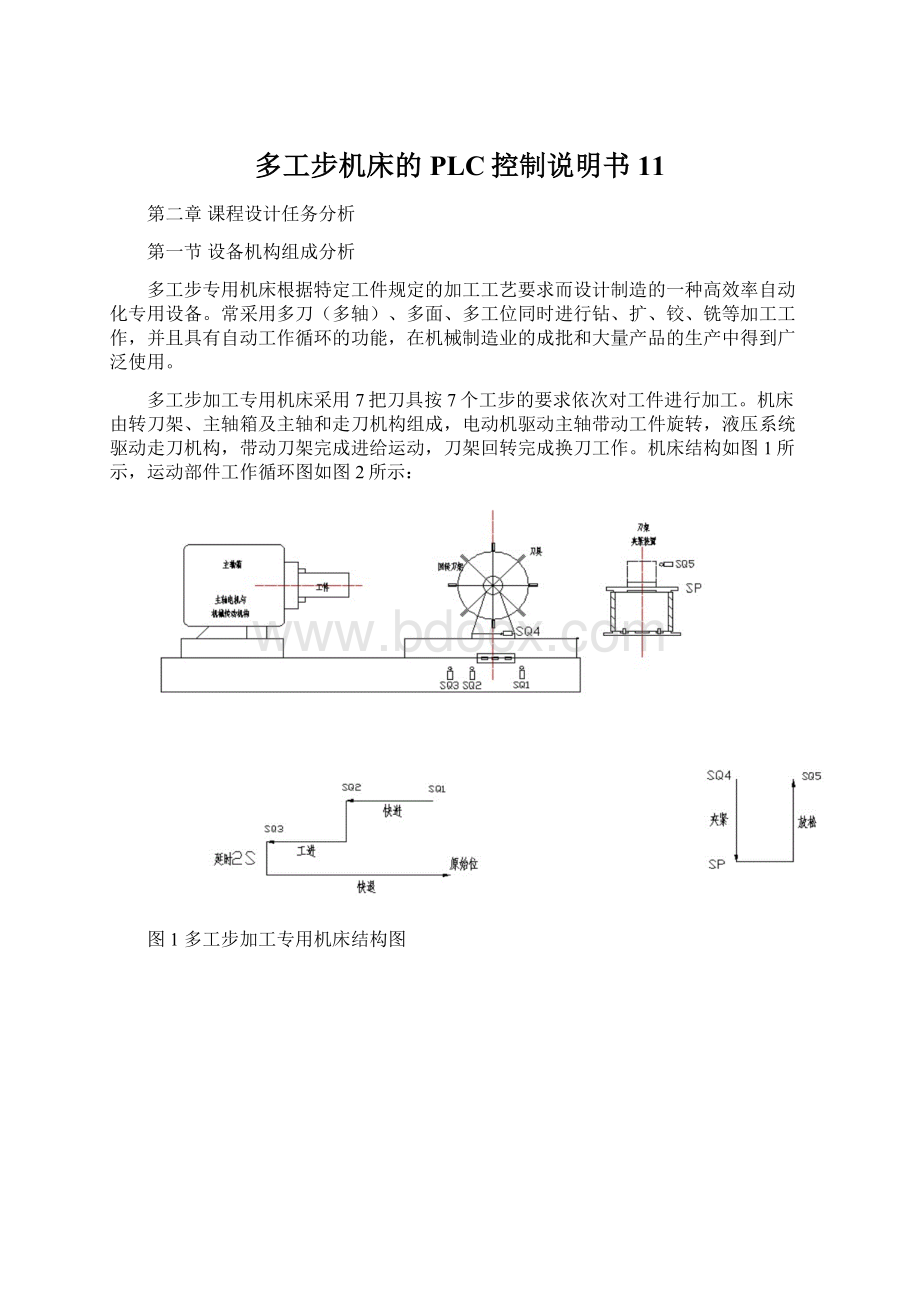
机床由转刀架、主轴箱及主轴和走刀机构组成,电动机驱动主轴带动工件旋转,液压系统驱动走刀机构,带动刀架完成进给运动,刀架回转完成换刀工作。
机床结构如图1所示,运动部件工作循环图如图2所示:
图1多工步加工专用机床结构图
图2多工步加工专用机床工作循环图
第二节设备工作过程分析
1、机床加工零件工艺过程
多工步加工专用机床的工艺过程如图3所示,由人工将工件放置在主轴端卡盘内夹紧,起动自动加工过程。
自动加工中,首先走刀机构带动刀架快速接近工件,然后转为工进满是进给钻孔,加工完后退回原位,结束一个工步加工。
紧接着刀架夹紧装置松开,刀架转入下一个刀具位置,开始第二步加工……当6把刀具依次加工完成后,人工取出加工的零件,结束一次加工循环过程。
图3多工步加工专用机床加工零件工艺过程
2、多工步加工专用机床的控制要求
机床的控制要求是通过满足机床的工作要求形成的,控制系统的功能必须满足机床所有的工作要求。
多工步加工专用机床的工作要求含三方面,工作方式要求,工作过程要求,安全稳定工作有求。
第三章控制方案设计
第一节任务分析
1、机床工作方式要求
为保证多工步加工专用机床能够处于正常工作状态,要求机床具备二种工作方式:
(1)走刀进给部件能够点动向前调整,以及进给部件不在原位时能够快速复位。
(2)走刀机构和刀机能够分别实现自动循环调整过程。
(3)整机全自动工作循环加工工作
2、机床工作过程要求
机床工作过程是机床在正常加工时整机全自动循环的工作过程,加工过程需要满足如下工作
(1)按下启动按钮,液压系统驱动夹紧装置夹紧刀架,夹紧后继电器发出夹紧信号;
(2)走刀机构快进,并同时启动主轴电机;
(3)走刀机构快进到达工件附近后,有快进转为工进,进行钻削加工;
(4)加工完毕后,走到机构停留2秒,快速退回原位;
(5)夹紧装置松开刀架,液压系统驱动刀架转动换刀;
(6)刀架夹紧装置夹紧刀架,开始下一步加工;
(7)所有加工工步完成,走刀机构退回原位,主轴电机停
第二节设计主电路
多工步加工专用机床的电气控制系统主要有两部分组成,即电动机驱动系统(主电路)和由PLC设备构成的控制部分,驱动系统通过交流接触器主触点控制电动机电路的断开和接通,采用熔断器和热继电器进行短路和过载保护,同时采用控制变压器和整流器,系统电路图如图4所示,电器元件明细表如表1所示:
图4多工步加工专用机床电气控制系统电路图
表1电器元件明细表
符号
名称及用途
符号
名称及用途
M1
主轴电机
SP
夹紧到位压力继电器
M2
液压泵电机
QF
PLC电源开关
KM1
主轴电机起动接触器
QS
电源隔离开关
KM2
液压泵电机起动接触器
TC
控制变压器
SQ1、SQ2、SQ3
走刀进给部件行程开关
FU1~FU6
短路保护熔断器
SQ4、SQ5、SQ6
刀架及夹紧装置行程开关
SB1
总停按钮
YV1、YV2、YV3
控制走刀机构电磁阀电磁铁
SB2
启动开关
YV4、YV5、YV6
控制刀架及夹紧机构电磁阀电磁铁
SB3
走刀进给部件点动前进按钮
SA1
自动手动工作选择开关
SB4
进给部件快速复位按钮
SA2
走刀进给部件工作选择开关
SB5
液压泵电机启动按钮
SA3
夹紧装置夹紧选择开关
SB6
液压泵电机停止按钮
SA4
夹紧装置放松换刀选择开关
FR1、FR2、FR3
电路过载保护继电器
SA5
照明电路选择开关
VC
整流器
HL1
液压系统工作指示灯
PLC
FX2N-48MR-D型号PLC
HL2
电机工作状态指示灯
HL3
调整工作状态指示灯
第三节PLC选型设计
由于PLC控制部分有16个输入通道,13个输出通道,故选择三菱FX2n系列的型号产品。
按照下列型号选择FX2N-48MR-D型。
[FX2N系列PLC主机]
FX2N-128MR-001输入点:
64,64继电器输出
FX2N-80MR-001输入点:
40,40继电器输出
FX2N-64MR-001输入点:
32,32继电器输出
FX2N-48MR-001输入点:
24,24继电器输出
FX2N-32MR-001输入点:
16,16继电器输出
FX2N-16MR-001输入点:
8,8继电器输出
FX2N-80MR-D输入点:
40,40继电器输出(直流供电)
FX2N-64MR-D输入点:
32,32继电器输出(直流供电)
FX2N-48MR-D输入点:
24,24继电器输出(直流供电)
FX2N-32MR-D输入点:
16,16继电器输出(直流供电)
第四节I/O分配表
表2电器元件信号和PLC连接的通道分配表
输入
输出
元件
通道地址
说明
元件
通道地址
说明
SB1
X001
总停按钮
KM1
Y000
主轴电机起动接触器
SB2
X002
开始工作按钮
YV1
Y001
控制走刀机构电磁阀电磁铁
SB3
X003
走刀进给部件点动前进按钮
YV2
Y002
控制走刀机构电磁阀电磁铁
SB4
X004
进给部件快速复位按钮
YV3
Y003
控制走刀机构电磁阀电磁铁
SA1
X011
自动手动工作选择开关
YV4
Y004
控制刀架及夹紧机构电磁阀电磁铁
SA2
X012
走刀进给部件工作选择开关
YV5
Y005
控制刀架及夹紧机构电磁阀电磁铁
SA3
X013
夹紧装置夹紧选择开关
YV6
Y006
控制刀架及夹紧机构电磁阀电磁铁
SA4
X014
夹紧装置放松换刀选择开关
HL2
Y012
主轴电机工作状态指示灯
SQ1
X021
走刀进给部件原位行程开关
HL3
Y013
刀架夹紧工作状态指示灯
SQ2
X022
走刀进给部件快进到位开关
HL4
Y014
刀架放松工作状态指示灯
SQ3
X023
走刀进给部件工进到位开关
HL5
Y015
换刀工作状态指示灯
SQ4
X024
刀架转动换刀到位行程开关
SQ5
X025
夹紧装置原位行程开关
SP
X026
夹紧到位行程开关
第五节I/O端子接线图
根据多工步加工专用机床电气控制系统电路图绘制出多工步加工专用机床I/O端子接线图,如图5所示:
图5多工步加工专用机床I/O端子接线图
第四章控制流程分析
第一节功能图
三菱系列PLC用于步进控制法,其控制流程设计采用和流程图功能一致的状态转移图(功能图)描述。
首先走刀机构带动刀架快速接近工件,然后转为工进满是进给钻孔,加工完后退回原位,结束一个工步加工。
紧接着刀架夹紧装置松开,刀架转入下一个刀具位置,开始第二步加工,直到6把刀具依次加工完成。
各步使用状态器S0、S20~S26,S30~S37,设计完成的设备自动工作流程图如图6所示:
图6多工步加工专用机床控制流程图
第二节梯形图
根据前一节的多工步加工专用机床控制流程图,在三菱编程软件fxgpwin上绘制梯形图,如图7所示:
······
图7多工步加工专用机床自动工作梯形图
第三节指令表
在三菱编程软件fxgpwin上把梯形图自动转化为指令表如图8所示:
······
图8多工步加工专用机床自动工作指令表
第五章课程设计总结
PLC属于自动控制系统,在机床方面有很广泛的使用。
经过这一周的实习我更深刻的理解了PLC的功用,对书本上的知识有了更深的了解,掌握了一定的分析设计技能,更加巩固加深了对课上知识的了解,基本达到了这次课程设计的要求。
但是还有很多自己不熟悉的,需要继续学习。
本次课程设计的内容为多工步加工专用机床电气控制系统的设计,经过小组的合作,基本完成了任务,其中还有一些不足,就是如何使机床在一次加工循环结束后自动停车,应该在电路中加上一个由计数器控制的开关,当计数满足要求后自动断开停车。
第六章主要参考文献
1.海心、赵华主编.机电传动控制.高等教育出版社出版.2008年
2.周军、海心.电器控制及PLC.北京:
机械工业出版社,2001,6
3.海心、马银忠刘树青主编.西门子PLC开发入门和典型实例.人民邮电出版社.2009年1月
4.宋伯生.PLC编程实用指南.北京:
机械工业出版社,2007,2
5.陈志新,宗学军.电器和PLC控制技术.北京:
北京大学出版社,中国林业出版社2006,8
6.付家才,PLC实验和实践.北京:
高等教育出版社,2006,5
7.胡健.西门子S7-300PLC使用教程.北京:
机械工业出版社.2007,3
8.汪小澄、袁立宏,张世荣.可编程序控制器运动控制技术.北京:
机械工业出版社,2006,1
9.洪志育.例说PLC.北京:
人民邮电出版社,2006,6
 升级会员
升级会员 