数控编程实训报告.docx
《数控编程实训报告.docx》由会员分享,可在线阅读,更多相关《数控编程实训报告.docx(17页珍藏版)》请在冰豆网上搜索。
数控编程实训报告
辽宁工业大学
数控编程实训报告
院(系):
软件学院
专业班级:
学号:
学生姓名:
指导教师:
教师职称:
讲师
起止时间:
2011.4—2011.6
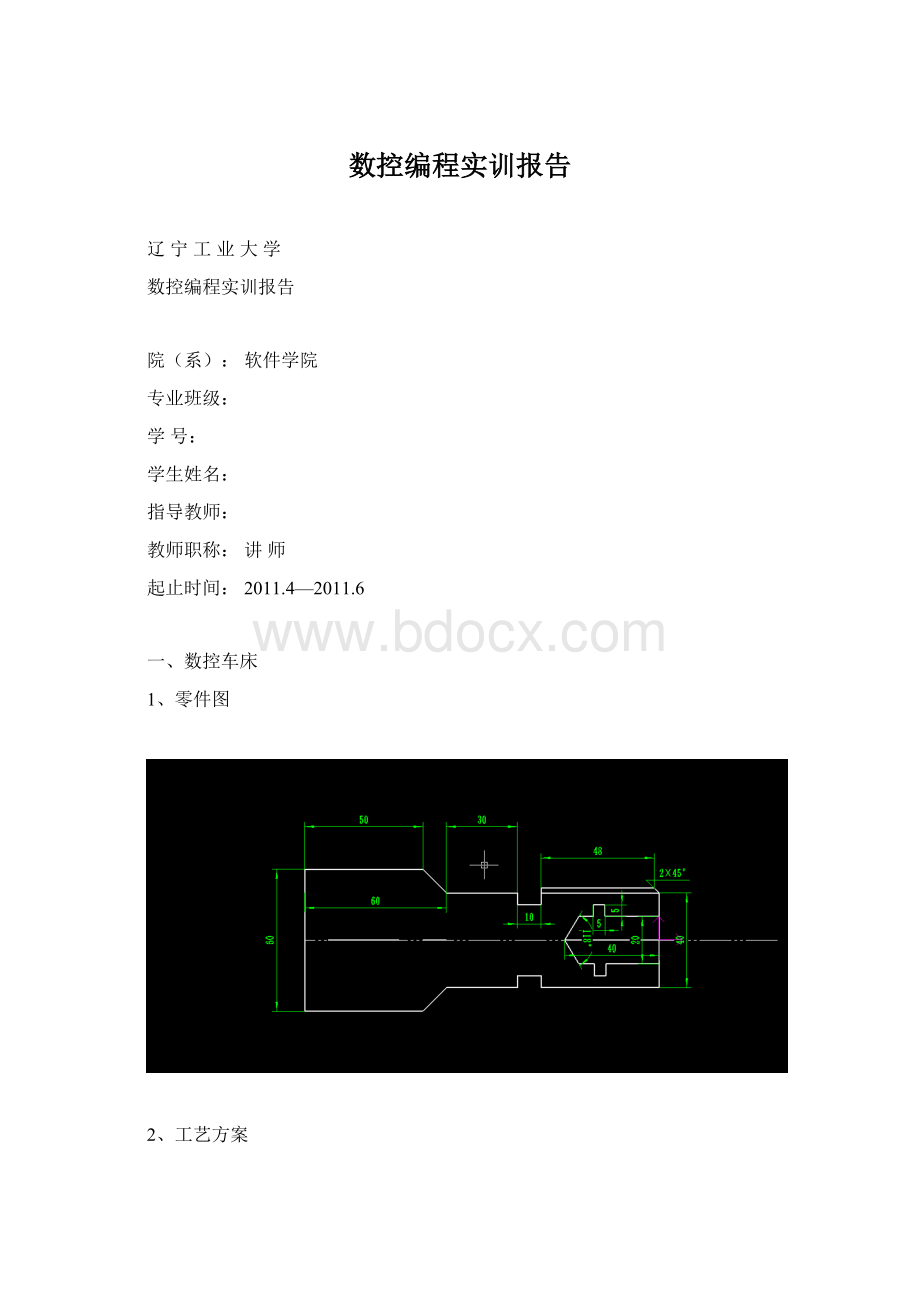
一、数控车床
1、零件图
2、工艺方案
工序
加工内容
加工方式
刀具号
转速(r/min)
进给(mm/min)
1
粗加工
外轮廓
T01
1000
10
2
精加工
外轮廓
T01
1000
10
3
外切槽
外轮廓
T02
1000
10
4
外螺纹
外轮廓
T03
1000
10
5
钻孔
右端面
T04
20
1
6
粗加工
内轮廓
T05
1000
10
7
精加工
内轮廓
T05
1000
10
8
内切槽
内沟槽
T06
1000
10
9
内螺纹
内轮廓
T07
1000
10
3、刀具表
序号
刀具号
补偿号
刀具前角
刀具后角
刀尖半径
干涉后角
1
T01
01
80
35
0
35
序号
刀具号
补偿号
刀具宽度
刀刃宽度
刀尖半径
道具引角
2
T02
02
2
3
0
10
序号
刀具号
补偿号
节距
螺纹牙高
刀柄宽度
道具角度
3
T03
03
1.5
0.97
15
60
序号
刀具号
补偿号
钻孔深度
刀具半径
刀尖角度
刀刃长度
4
T04
04
40
10
120
30
序号
刀具号
补偿号
刀具前角
刀具后角
刀尖半径
干涉后角
5
T05
05
80
35
0
35
序号
刀具号
补偿号
刀具宽度
刀刃宽度
刀尖半径
道具引角
6
T06
06
2
3
0
10
序号
刀具号
补偿号
节距
螺纹牙高
刀柄宽度
道具角度
7
T07
07
1.5
0.97
15
60
3、加工轨迹
4、数控代码
5、斯沃仿真参数设置
①毛坯
②刀具
③对刀
02:
w-4.16703:
w-4016704:
G50T04x0z0
④输入程序
⑤自动加工
6、斯沃仿真加工结果
7、加工结果分析
加工的结果与实际加工工件完全符合。
(合格)
二、数控铣床
1、零件图
2、工艺方案
工序
加工内容
加工方式
刀具号
转速(r/min)
进给(mm/min)
1
粗加工
内轮廓
800
40
2
3、参数表
序号
刀具号
补偿号
刀具直径
安全高度
下刀位置
加工深度
1
T01
01
6
100
10.0
20
2
3、加工轨迹
4、数控代码
5、斯沃仿真参数设置
①毛坯
②刀具
T2添加到01号刀位,添加到主轴
③对刀
④输入程序
⑤自动加工
6、斯沃仿真加工结果
7、加工结果分析
加工结果与实际零件基本符合。
由于软件模式显示问题,导致加工实体边缘并未达到效果。
通过这些天的数控编程,虽然时间不是很长,但是学到这些知识真的使我受益良多。
我们以前对这方面的认识不足,在老师的细心教导下,我们对这款软件有了更深入的了解,掌握了各种操作方法,熟悉了应用,掌握了绘制零件图和模拟加工的操作,一点点累加经验,慢慢的熟悉操作,到最后完全掌握,这次实训给了我们看清自己的机会,也同时锻炼了我们自己的操作能力,使我们更好的得到锻炼,在实训中也有不懂或者弄错的地方,同学们互相帮助,一起解决问题,觉得既锻炼了自己同时也帮助了别人。
这次课程设计给我最大的体会就是熟练的操作技能来源于我们对专业的熟练程度。
如果我们想加快变成程度,除了对各个编程指令熟练掌握之外还要掌握零件工艺方面的知识,这次课程设计让我们对以往学习过的知识进行了再学习和巩固。
随着课程设计的逐渐完成,使我对这门课程以及对数控加工技术都有了更深入的理解和掌握。
在这段时间里,我们每个人都是一样,尽着自己最大的努力学习,来学习和创新。
为了解决技术上的问题,我也不断地去翻阅所学的专业书籍和各种相关的资料。
这使我真正体会到了很多,也感受到了很多,当然更重要的是学习到了以前书本上没学到的知识。
非常感谢我的老师,张老师教会了我很多加工实际方面的和工艺方面的知识,同时得到张老师的耐心指导,我也非常感谢。
学生签字:
年月日
成绩:
指导教师签字:
年月日
三、总结
 升级会员
升级会员 