焊接应力与变形.docx
《焊接应力与变形.docx》由会员分享,可在线阅读,更多相关《焊接应力与变形.docx(6页珍藏版)》请在冰豆网上搜索。
焊接应力与变形
焊接应力与变形
学习目的:
了解焊接应力与焊接变形产生的原因,掌握控制和消除焊接应力与焊接变形的方法。
第一节焊接应力与变形概述
一、焊接应力与变形的概念
在焊接过程中,焊接应力和与焊接变形的产生是不可避免的。
焊接过程结束,焊件冷却后残留在焊件上的内应力为焊接应力也叫焊接残应力。
焊接过程中焊接产生了不同程度的变形,焊接过程结束,焊接冷却后残留在焊件上的变形为焊接残余变形。
焊接残余应力是造成裂纹的直接原因,使承载能力和使用寿命降低。
二、焊接应力与变形产生的原因
物体在某些外界条件下(如应力、温长等)的影响下,其形状和尺寸可能发生变化。
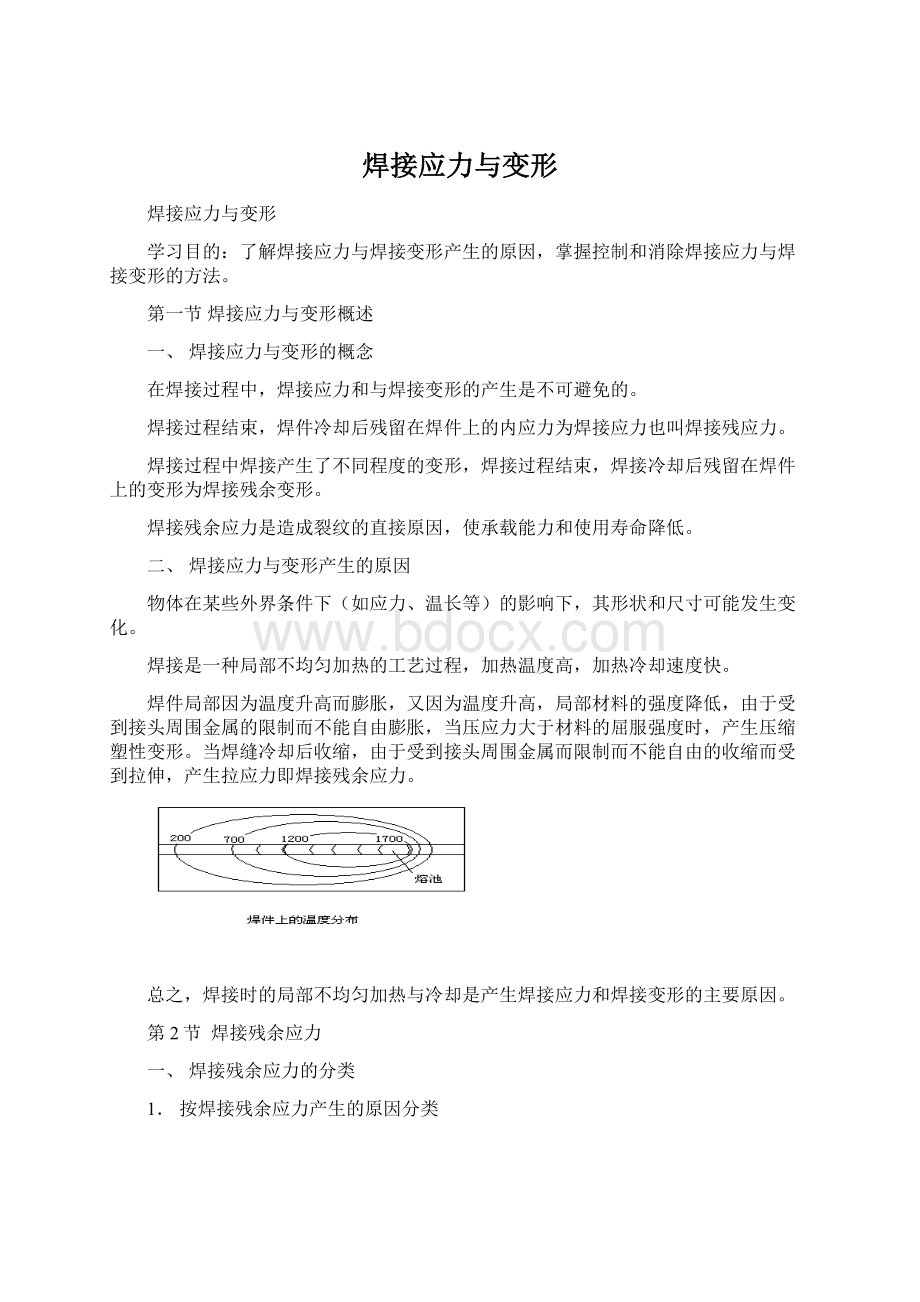
焊接是一种局部不均匀加热的工艺过程,加热温度高,加热冷却速度快。
焊件局部因为温度升高而膨胀,又因为温度升高,局部材料的强度降低,由于受到接头周围金属的限制而不能自由膨胀,当压应力大于材料的屈服强度时,产生压缩塑性变形。
当焊缝冷却后收缩,由于受到接头周围金属而限制而不能自由的收缩而受到拉伸,产生拉应力即焊接残余应力。
总之,焊接时的局部不均匀加热与冷却是产生焊接应力和焊接变形的主要原因。
第2节焊接残余应力
一、焊接残余应力的分类
1.按焊接残余应力产生的原因分类
(1)温度应力(又称热应力):
它是由于金属受热不均匀,各处变形不一致且相互约束而产生的应力。
焊接过程中温度的应力是不断变化的,且峰值一般都达到屈服强度,因此产生塑性变形,焊接结束并冷却后产生残余应力保存下来。
(2)组织应力:
焊接过程中,引起局部金属组织发生转变,随着金属组织的转变,其体积发生变化,而局部体积的变化受到皱纹金属的约束,同时,由于焊接过和中是不均匀的加热与冷却,因此组织的转变也是不均匀的,结果产生了应力。
(3)拘束应力:
焊件结构往往是在拘束条件下焊接的,造成拘束状态的因素有结构的刚度、自重、焊缝的位置以及夹持卡具的松紧程度等。
这种在拘束条件下的焊接,由于受到外界或自身刚度的限制,不能自由变形就产生了拘束应力。
(4)氢致应力:
焊缝局部产生显微缺陷,扩散氢向显微缺陷处聚集,局部氢的压力增大,产生氢致应力。
氢致应力是导致焊接冷裂纹的重要原因。
2.按照焊接残余应力在结构中的作用方向分类
(1)单向应力:
应力在焊件中只沿一个方向产生的应力。
(2)双向应力:
焊接应力存在于焊件中的一个平面不同方向上(也称平面应力)。
3.体积应力:
焊接应力在焊件中沿空间三个方向上发生。
二、控制焊接残余应力的工艺措施
控制焊接残余应力应从设计和工艺两个方面考虑。
(1)设计方面:
在保证有足够强度的前提下,尽量减少焊缝的数量和尺寸,选择合理的接头形式,将焊缝布置在构件最大应力区之外。
(2)工艺方面:
1)选择合理的组焊顺序
施焊时,要考虑焊缝尽可能的收缩,以减小结构的拘束度,从面降低焊接残余应力,其原则是:
减小拘束,尽量使每条焊缝能自由的收缩;多种焊缝焊接时,应先焊收缩量大的焊缝;长焊缝宜从中间向两头施焊,避免从两头向中间施焊。
2)选择合理的焊接参数
需要严格控制焊接残余应力的构件,焊接时尽可能地选用较小的焊接电流和较快的速度,减小焊接热输入,以减少焊接的受热范围。
对于多道施焊焊缝,采用小的焊接参数进行多层多道施焊,并控制道间温度。
3)采用反变形法
就是通过预先留出焊缝能够自由收缩的余量,使焊缝能够在一定程度上收缩,从面降低焊接残余应力。
1)采用加热“减应区”法
焊接前,选择构件的适当部位加热,使其伸长,在焊后冷却时,加热区的收缩与焊缝的收缩方向相同时,使焊缝能自由收缩,从而降低内应力。
2)采用锤击方法
每焊完一道焊缝,在焊缝冷却时同时锤击焊缝,使焊缝得到一定的延伸,可以减小焊接残余应力。
3)减小氢的措施及消氢处理
尽量选择氢型碱性焊接材料,焊接材料洪干后使用,同时,对焊接区域及其采取预热、打磨、等措施,去除水分、油、铁锈等焊接有害物。
三、消除焊接残余应力的办法
对于下例情况应考虑消除焊接残余应力处理:
(1)要求承受低温或动载有发生脆断危险的结构;
(2)板厚超过一定的厚度。
(3)要求精密加工的结构;
(4)有可能产生应力腐蚀破坏的结构;
1.高温回火热处理
是将焊件的整件或需要消除应力的局部加热到一定的温度,在这个温度下,金属不会发生相变,屈服强度降低,在残余应力的作用下产生一定的塑性变形,从而消除焊接残余应力,然后再缓慢冷却下来。
要注意均匀加热和冷却,以免升温和降温过快引起严重的应力。
对于某些焊接构件不允许或不能进行整体消除应力热处理,可以对其进行局部消除焊接残余应力处理。
局部消除焊接残余应力热处理的加热方式有感应加热和远红外线加热方法。
2.整体拉伸消除焊接残余应力
焊后对接头进行整体拉伸,使接头受压应力处产生一定塑性变形,与压缩残余变形相互抵消,结果压缩残余变形减小,残余应力也得以减小。
但整体拉伸幅度应严格控制。
3.机械振动消除焊接残余应力
就是通过在焊件上安装由偏心轮和变速马达组成的振荡器带动焊件振动,使焊件残余应力释放,从而降低焊接残余应力或使应力重新分布。
第3节焊接残余变形
一、焊接残余变形的分类
1.纵向和横向收缩变形
a)纵向收缩:
焊件在焊后沿焊缝长度方向上的收缩。
纵向收缩变形随焊缝长度、焊缝熔敷金属截面积的增加而增加。
b)横向收缩:
焊件在焊后沿焊缝宽度方向上的收缩。
横向收缩变形随焊接热输入、焊缝宽度、焊脚尺寸的增加而增加。
2.角变形
是焊接时,由于焊缝区沿厚度方向产生的横向收缩不均匀引起的弯曲变形。
角变形的大小与焊接方法、焊接道数及坡口形式有关。
3.弯曲变形
是结构上焊缝分布不时称,焊缝收缩引起的变形,用挠度f表示。
挠度是指焊件的中心轴线偏离原中心轴线的最大距离。
4.扭曲变形
是焊件的施焊顺序不合理、组装不良或纵向有错边,焊接时角变形量长度方向不均匀,焊缝的纵向和横向收缩没有限一定的规律,引起的变形。
5.波浪变形
由于结构件的刚性较小,在焊缝的纵向和横向收缩共同作用下造成较大的压应力而引起波浪变形。
二、控制焊接残余变形的工艺措施
1.设计方面
在保证构件有足够承载能力的前提下,尽量减少焊缝尺寸,焊缝的数量,合理安排焊缝的位置,焊缝尽可能对称分布避免局部焊缝过分集中。
2.工艺方面
选择合理的组装焊接顺序
a)大型复杂的焊接结构,在条件允许的情况下,分成若干个分别焊接,然后将各单元总体拼装成整体后再进行整体焊接。
b)对称结构上的对称焊缝,这样可以使两侧产生的焊接变形相互抵消。
c)非对称布置的焊缝。
3.反变形法
焊前使焊件具有一个与焊后变形方向相反、大小相当的变形,以便恰好能抵消焊接后产生的变形。
这种方法的关键在于反变形量大小的设置,反变形量的大小应依据在自由状态下施焊测得的焊接变形,并结合弹性变形作适当的调整。
4.刚性固定法
焊前对焊件要用外加刚性拘束,使其在不能自由变形的条件下焊接,强制焊接在焊接时不能自由变形,这样可减小焊接变形。
应指出,当外加刚性拘束去除后,由于残余应力的作用,焊件上会残留一定的变形,但比起自由变形来小得多,另外采用刚性固定法,使焊接接头中产生较大的残余应力,对于一些焊后容易裂的材料应慎用。
5.选择合理的焊接方法、焊接参数和坡口形式
尽量采用热切量集中、焊接变形小的焊接方法施焊。
尽量采用小的焊接热切输入,既能减小焊接变形,又能减小焊接变力。
三、矫正焊接残余变形的方法
1.机械矫正:
通过施加外力,使焊件产生新的变形,以抵消已经发生的的焊接残余变形。
2.火焰矫正:
用火焰对局部加热,使其产生压缩塑性变形,冷却后该区域金属发生收缩,利用此收缩产生的变形来抵消因焊接产生的残余变形。
(1)加热位置
所选择的加热位置必须使它产生的变形与焊接残余变形的方向相反,起到抵消焊接残余变形的目地。
(2)加热形状
1)点状加热:
适用于薄板变形的矫正;
2)条状加热:
用于矫正变形量大、刚度大的构件;
3)三角加热:
多用于矫正弯曲变形的构件;
(3)加热区温度
火焰矫正式时,加热温度一般在600-800°C之间。
复习思考题
1.焊接应罚与变形产生的原因是什么?
2.焊接残余应力的种类有哪些?
3.控制焊接残余应力的工艺措施有哪些?
4.消除焊接残余应力的工艺措施有哪些?
5.选择合理的组焊顺序的原则是什么?
6.什么是焊接变形?
变形的种类有哪些?
7.控制焊接变形的工艺措施有哪些?
8.消除焊接变形的工艺措施有哪些?
 升级会员
升级会员 