广数980简易编程与操作.docx
《广数980简易编程与操作.docx》由会员分享,可在线阅读,更多相关《广数980简易编程与操作.docx(11页珍藏版)》请在冰豆网上搜索。
广数980简易编程与操作
广数980简明编程与操作讲义
南京二机数控车床有限责任公司
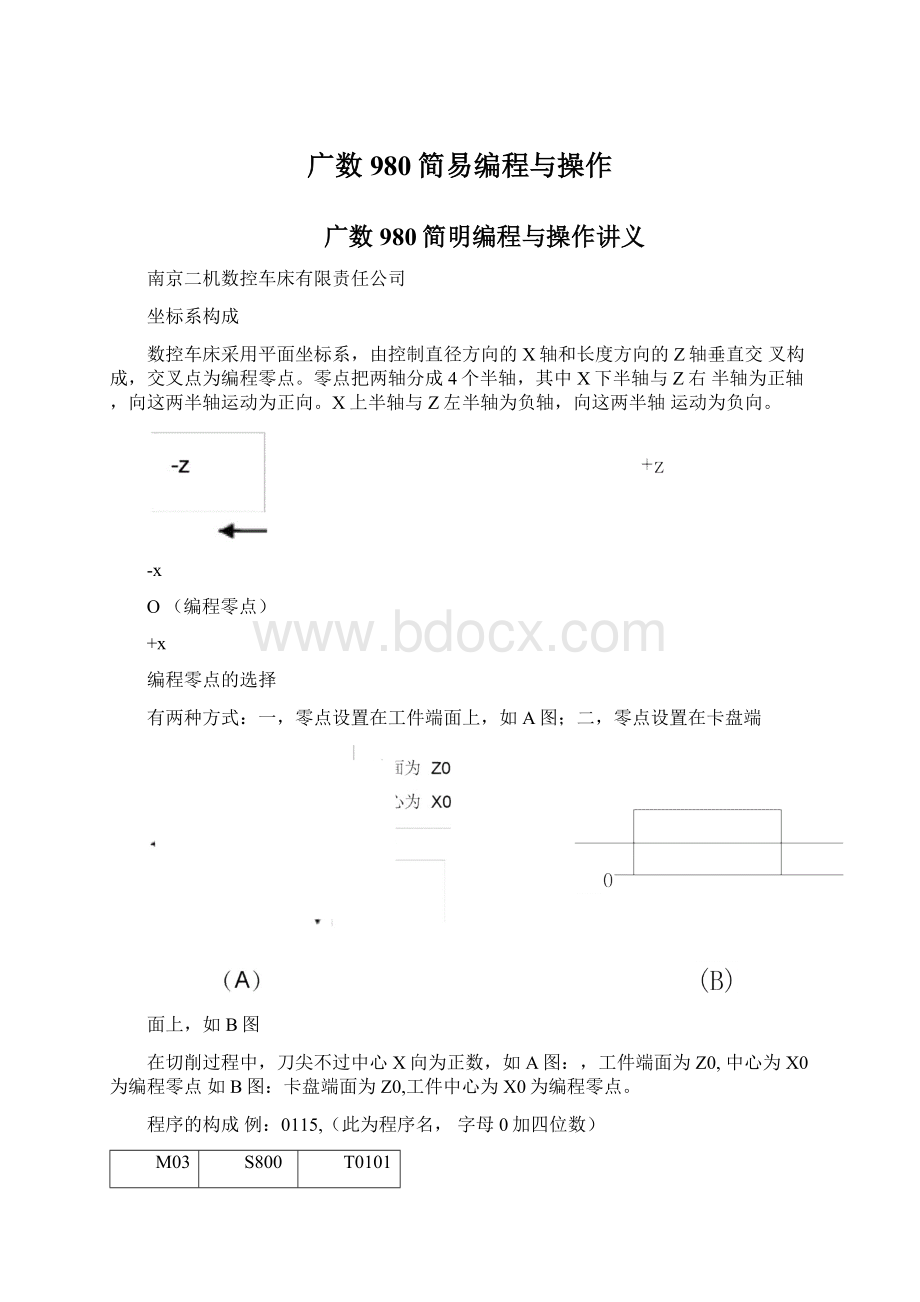
坐标系构成
数控车床采用平面坐标系,由控制直径方向的X轴和长度方向的Z轴垂直交叉构成,交叉点为编程零点。
零点把两轴分成4个半轴,其中X下半轴与Z右半轴为正轴,向这两半轴运动为正向。
X上半轴与Z左半轴为负轴,向这两半轴运动为负向。
-x
O(编程零点)
+x
编程零点的选择
有两种方式:
一,零点设置在工件端面上,如A图;二,零点设置在卡盘端
面上,如B图
在切削过程中,刀尖不过中心X向为正数,如A图:
,工件端面为Z0,中心为X0为编程零点如B图:
卡盘端面为Z0,工件中心为X0为编程零点。
程序的构成例:
0115,(此为程序名,字母0加四位数)
M03
S800
T0101
G00
X50
Z1
G01
Z-100
F0.1
G00
X100
Z100
M05
1,S表示转速,如需500转,编S500。
2,T表示刀具,如T0101,前面01为刀具号,后面01为刀补号。
3,M表示辅助功能:
M03主轴正转,M04主轴反转,M05主轴停止,
M08冷却开,M09冷却关,M00程序暂停,M30程序结束。
4,G表示准备功能。
5,F表示进给率,在G98时表示分进给,G99时表示转进给。
准备功能
1,快速移动G00
使用场合:
快速进刀与快速退刀,空运行的情况下
指令形式:
G00X__Z__
在G00X__:
情况下,表示X轴运动,Z轴不运动。
在G00Z__:
情况下,表示Z轴运动,X轴不运动.
在G00X__Z__情况下,表示双轴联动,此时为斜线运动,运动规律先按
45度运动,然后走剩余轴的剩下尺寸。
A线路:
GOOX50Z0
B线路:
GOOX50
ZO
C线路:
GOOZO
X5O
2,直线插补GO1
用于直线加工,如车端面、外圆、锥度等。
指令形式:
GO1XZF
GOOX32ZO
GO1XOF12O
车外圆:
GOOX35Z2
G01Z-80F120
车锥度:
45
倒角1X45
GOOX28Z1
G01ZOF200
X30Z-1F120
车锥度时,刀具一定从起点向终点双向切削
3,圆弧插补G02G03
用于加工外圆与内孔的圆弧
G03逆时钟圆弧
G02顺时针圆弧
G02
G03
平轨前置刀架则相反
指令形式:
G02/G03XZR半径法
G02/G03X__Z__I__K__F__圆心矢量法
R表示圆弧半径I表示X向矢量K表示Z向矢量
I/K=圆心尺寸一起点尺寸X,Z
圆弧终点尺寸
G00
X0
Z2
G01
ZO
F200
G03
X30
Z-15R15F100
或G03
X30Z-15I0K-15F100
注:
精车圆弧,要从圆弧起点向终点切削
顺逆时针指的是起点向终点加工时的时针运动方
4,加工螺纹G32
指令形式:
G32X_Z_F/I_
F:
表示公制导程,I:
表示英制每英寸牙数
S800T0303
GOOX23Z3
GOOX19
G32Z-31F1
GOOX23
Z3
X18.9
5,攻丝G33
指令形式:
M__主轴正反转指令
G33Z_F/l_L_
F/I:
表示同G32L:
表示头数
攻丝完后主轴停止需再启动主轴
6,暂停GO4
表示停顿时间,在规定时间达到后,自动执行下程序。
用于升降速时和切槽时。
指令形式:
GO4X_
X:
表示秒数,如GO4X2表示停2秒
7,恒线速G96G97
加工要求表面光洁度均匀时使用。
G96表示恒线速应用,G97表示恒线速取消
指令形式:
G96S__S表示线速。
G97S__S表示转速。
G96用于精加工前,G97用于精加工后
注:
G96进给率为转进给
8,限最高转速G50
指令形式:
G50S__配合G96使用,限制G96最高转速
限制G96恒线速的主轴转速。
9,进给方式G98G99
G98时表示进给方式为每分进给,F100为100毫米/分钟
G99时表示进给方式为每转进给,F0.1为0.1毫米/转系统初始状态默认为G98。
10,刀尖半径补偿
用于使用R刀具加工圆弧,且弧度要求比较高时
G40刀尖半径补偿取消用于精车后
G41刀尖半径左侧补偿"■
/
G42刀尖半径右侧补偿用于精车前
沿刀具加工方向,刀具在工件左侧为左补偿,刀具在工件右侧为补右偿平床身车床则相反。
注:
使用刀尖半径补偿加工圆弧时,必须在加工圆弧前直线加工指令时到达圆弧起点前就开始补偿,否则弧度不准。
11,螺纹循环G92
指令形式:
G92X_Z_R_F/l_L_
R:
表示起点直径与终点直径的半径差F/I:
同G32L:
表示头数
例1:
M30X1.5外螺纹,长度30mm
T0303S600
G00X33Z3-----定位
G92X29.2Z-30F1.5
X28.7
X28.5
X28.4
G00X100Z100
例2:
起点直径25,终点直径30,长度40,英制11牙
T0303S600
G00X33Z3——定位
G92X29.2Z-40R-2.5111
X28.7111
X28.5111
X28.4I11
G00X100Z100
12,内径、外径粗车循环G90
指令形式:
G90X_Z_R_F_
R:
表示起点直径与终点直径的半径差
例:
外径C50的工件加工至C30,长度50mm
T0303S600
GOOX51Z1——定位
G90X45Z-50F100
X40
X35
X30
G00X100Z100
13,端面粗车循环G94
G94X_Z_R_F_
例:
外径C50的工件端面加工3mm
T0303S600
G00X51Z1——定位
G94X0Z-1.5F80
Z-2.5
Z-3
G00X100Z100
加工程序例
R5
101530
M03S800T0101
GOOX30Z0
G01X0F100
G00X17Z1
G01Z0F0.2
X20Z-1.5
Z-30
G03X30Z-35R5
G01Z-40
G02X40Z-45R5
G01Z-55
G00X100Z100
T0202S600
G00X23Z3
X19
G32Z-29F1
G00X23
Z3
X18.8
G32Z-29F1
GOOX23
X100Z100
M05
M30
广数980操作:
程序的输入:
按编辑-按程序-在地址中输入程序名Oxxxx一按EOB-进入该
程序的空白页面一键盘输入程序一每输入一段按EOB分段
程序的选择:
按编辑或自动-按程序-在地址中输入需调用的程序名-按下光标程序的修改:
用插入键把遗漏的插入,每次插在光标后。
用修改键把错误的改正。
用删除键把多余的删除。
图形验证:
点两下设置键进入,980TA1---上下页键进行图形参数与绘图的转
换
980TDb不需要。
S键开始制图,T键停止制图,R键删除图形
自动方式,按机床锁住键锁住机床,启动程序制图。
对刀步骤:
首先回机械零点
X轴对刀:
手动-刀具在工件的外径或内经加工一刀-沿工件的表
面退出f停止f按刀补f下页到100~107对刀画面f光标移至对应刀补号—在地址中键入X为所测量的直径尺寸f按输入
Z轴对刀:
手动f刀具在工件的端面加工一刀f沿工件的表面退出
f停止f按刀补f下页到100~107对刀画面f光标移至对应刀补
号f在地址中键入端面为Z0f按输入
如有第二把、第三把刀具重复以上步骤,不同的是Z轴对刀在第一
把基准刀加工过的端面轻碰即可不要加工
修改尺寸:
在刀补的001—007刀补画面修改,U轴为直径,W轴为长度。
如加工后直径大0.02mm,光标移至对应刀补号,在地址中输入
U-0.02按输入
980TDb不分刀补画面和对刀画面,X、Z进行对刀,U、W进行
修改尺寸。
加工工件的过程:
1、输入2、检查修改3、选择调用4图形5、对刀
6、试加工:
需自动、单段、快速倍率降至25%特别第一步,看一下程序清楚下一步程序该做什么,然后启动加工。
7、修改尺寸
编程的基本方法:
首先定加工工艺、刀具加工的步骤
1、考虑刀具停在什么地方
2、考虑机床、刀具应该做什么工作
3、考虑该工作选择什么指令完成
4、考虑X、Z轴尺寸应该如何编辑,单向还是双向
编辑完毕后模拟比画程序的加工轨迹,清楚自己的程序是如何加工的
 升级会员
升级会员 