上辊万能式卷板机技术文件.docx
《上辊万能式卷板机技术文件.docx》由会员分享,可在线阅读,更多相关《上辊万能式卷板机技术文件.docx(12页珍藏版)》请在冰豆网上搜索。
上辊万能式卷板机技术文件
XS-40×600上辊万能式卷板机技术文件
一、总述
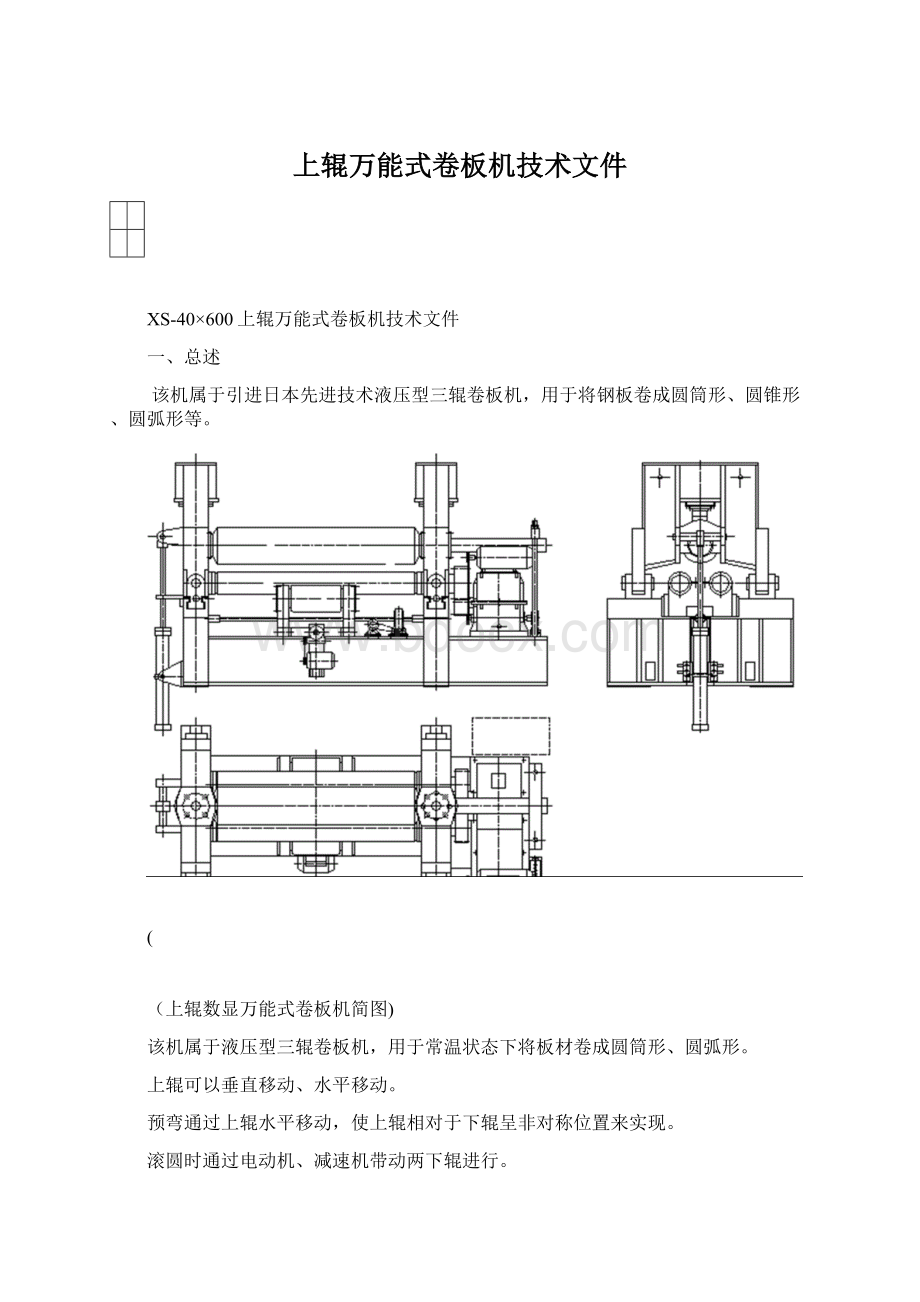
该机属于引进日本先进技术液压型三辊卷板机,用于将钢板卷成圆筒形、圆锥形、圆弧形等。
(
(上辊数显万能式卷板机简图)
该机属于液压型三辊卷板机,用于常温状态下将板材卷成圆筒形、圆弧形。
上辊可以垂直移动、水平移动。
预弯通过上辊水平移动,使上辊相对于下辊呈非对称位置来实现。
滚圆时通过电动机、减速机带动两下辊进行。
由于下辊的标高不变,所以便于进料和操作。
翻倒架采用液压翻倒。
上辊垂直位移采用液压传动,水平移动采用机械传动。
采用PLC可编程显示器控制。
设备使用的液压元件采用名牌产品。
设备运行平稳、控制灵活、无卡阻、漏油和异常噪音。
设备可靠性高,故障率低。
二、主要技术参数
规格型式号
单位
XS-40×600
型式
上辊数控(经济型)
加压力
T
190
最大卷板宽度
mm
1000
最大预弯板厚
mm
40
卷制钢板材质
Q235,Q345
上辊直径
mm
Φ360
下辊直径
mm
Φ220
两下辊中心距
mm
360
满载最小卷圆直径
mm
Φmin500
满载剩余直边长度
mm
≤2-2.5倍板厚
卷板速度
m/min
约4
上辊下压速度
mm/min
120
托辊数目
根
4
托辊组数
组
1
电源电压
V/Hz
380/50
主电机功率
KW
22
液压电机功率
KW
7.5
移动电机功率
KW
4
三、主体结构
设备主体结构是由上辊装置、下辊及上辊水平移动装置、托辊装置、主传动装置、翻倒装置、左右侧机架、底盘和平衡装置等组成。
上辊装置
上辊装置由主油缸、上辊轴承座、上辊、双列调心轴承等组成。
两主油缸缸体、活塞杆均为钢锻件;缸筒内表面压光处理,活塞杆表面镀硬Cr;密封件采用Yx型密封圈。
利用无杆腔工作提供卷制板材所需的加压力。
两主油缸提供卷制板材所需的加压力,主油缸工作压力为19.5Mpa。
上辊两端轴承座安置双列调心轴承。
双列调心轴承采用低速、重载的调心滚子轴承。
上辊呈鼓形,设计时以上辊最大加压力的负荷系数0.7均布载荷来预置补偿上辊受力变形挠度。
上辊材质为合金钢42CrMo,粗加工后调质处理HB220~260,精加工后表面淬火HRC45-50。
(上辊装置)
下辊及水平移动装置
下辊装置由下辊、下辊轴承座、下辊输入齿轮、下辊滑动轴承等组成。
下辊材质为45#钢,精加工后表面淬火HRC40-45。
下辊滑动轴承选用SF-2自润滑复合材料。
水平移动装置由水平移动电机提供动力,通过蜗轮蜗杆箱、丝杆丝母机构带动上辊装置水平移动,实现板材的非对称卷制。
(下辊及水平移动装置)
托辊装置
托辊装置由托辊、螺母丝杆机构、斜楔机构等组成。
托辊材质为45#钢,辊子表面硬度低于下辊辊子的表面硬度,且表面车削螺旋槽,有效防止了下辊的氧化皮、杂质损坏下辊的工作表面。
托辊共一组每组四根,根据卷制板材规格的负荷大小,进行上下调节。
主传动装置
主传动装置由主电机、联轴器、减速箱、电液推杆制动器等组成,减速机输出齿轮驱动两只下辊齿轮。
主传动可以正反转,为板材的卷制提供卷制扭矩。
翻倒装置
翻倒装置由滑枕、翻倒油缸等组成。
翻倒油缸活塞杆镀铬处理。
翻倒装置的翻倒,便于制品沿辊子轴向方向取出。
(翻倒装置)
固定、翻倒侧机架、底盘
固定、翻倒侧机架、底盘为钢板焊接件,焊后去应力处理。
底盘为整体框架结构,刚性好,不需要地基承受卷板负荷,只要承受设备自重,只需挖一个小坑放置翻倒油缸,特别适用于移动作业。
四、液压系统
总体概述
液压系统由齿轮泵、阀组、流体连接件、液压辅件等组成。
液压阀选用叠加阀系列,管路布置简洁、维护调试方便。
液压系统管线需经过酸洗,清洗后方可安装。
系统由三种回路组成,超压保护及压力调节回路、同步回路、速度回路组成。
压力调节回路通过主溢流阀调节系统工作压力。
系统工作压力19.5Mpa。
同步回路通过分流节流阀对上辊的上升、下降粗步分流同步,节流阀进行上、下调节;位移传感器检测,上辊同步的定位精度±0.20mm。
速度回路控制翻倒侧机器的翻倒、复位,通过节流阀进行回路节流速度的调节。
各种保护
上辊的上升、下降分别有溢流阀作压力极限保护。
五、电气控制系统
总体概述
设备电控系统由电控柜、操作控制台、手持按钮盒组成。
系统主要技术指标
系统工作电压为380V50Hz;
环境温度为-5℃~45℃;
控制电路采用PLC可编程控制器系统,继电器少,动作可靠,寿命长。
控制柜上设有完成制品卷制过程全部控制按钮、指示灯、可编程显示器等,以对整机的卷制工作状态监视、操作控制。
各种保护
各电机均有相应的断路器作过电流短路保护;
各电机均有相应的热继电器作过负荷保护;
上辊水平移动、托辊升降均有相应的限位开关作极限保护;
翻倒缸的翻倒、复位分别设有上、下限位开关极限保护;
总电源断路器有分励脱扣器,在操作台及手提按钮盒均有“急停”按钮以远程切断总电源。
各种互锁
翻倒架充分的复位后,上辊升降、前后移动、下辊正反转等动作方可进行(“翻倒架复位”以限位开关作检测);
上辊位于上位时,上辊水平移动、翻倒侧单独下降不可进行(“上辊上位”限位开关作检测);
上辊压力继电器工作压力大于1/3P时,上辊不可前后移动(压力继电器作检测)。
故障指示
下辊电机、水平移动电机过载时,故障指示灯提示;
PLC发生故障时,故障指示灯提示。
六、数控系统(经济型)
本系统采用了旋转编码器,配以高可靠性的工业控制器,组成了一个性能可靠,实时性强的控制系统。
数控系统具有卷制过程的实时监控、数据传输和断电记忆等功能,人机界面以中文显示直观明了。
显示器屏幕上显示上辊主油缸上下的位移量(Yg、Yf)、上辊水平移动量(X)、托辊的调整量(H)
工业控制器PLC根据自动检测上辊两端位置并控制,保证同步精度±0.15mm。
位移传感器位移分辨率为0.05mm,显示精度为±0.05mm。
具备故障自动诊断功能。
七、上辊万能式卷板机技术特色
1、鼓形上辊,下辊下部托辊配合调节,提高高精度的制品直线度
采用鼓形上辊,上辊鼓形预置量一般为辊子均布载荷的70%来预置;较小直径的下辊,下辊的下部有上下可调节的托辊支撑。
根据卷制制品的负荷,调节下辊下部的托辊,大大提高了制品的直线度。
A、卷制厚板情形
卷制厚的板材,下辊下部的托辊向上调节;
制品形状
“荷包口”t值很小,制品直线度高。
1、卷制薄板情形
卷制薄的板材,下辊下部的托辊向下调节;
制品形状
不可能出现“束腰状”,制品直线度高。
2、后方弯曲卷制,提高高精度制品的圆度
上辊万能式卷板机采用后方弯曲(板材送进的方向与上辊移动的方向相反),上辊一边压下,下辊一边旋转,连续弯曲,板材的端部预弯直接加压预弯,避免了前方弯曲后角的产生,而且可以控制剩余直边的长度、形状。
一般三辊非对称式采用前方弯曲,先对板材的两端部预弯,然后对称卷制成形,需要熟练的操作员工,制品出现后角,且剩余直边的形状难以控制。
A、上辊万能式卷板机B、三辊非对称式(上辊水平调整式、下辊水平调整式、弧形下调式、四辊卷板机等)
上辊一边压下,下辊一边旋转先对板材的端部进行预弯,然后对称进行卷制。
板材的端部,采用直接加压式预弯下辊正反转,先预弯,后卷制
C、制品形状
制品不存在后角,剩余直边的端部制品存在后角,剩余直边的端部控制在
控制在标准圆上,制品的圆度高。
标准圆上比较困难,制品的圆度不高。
八、上辊数控万能式卷板机设计、制造、安装和验收标准
JB/T3185.1-1999中小型三辊卷板机技术条件
JB/T8797-1998中小型三辊卷板机型式和基本参数
JB/T8796-1998卷板机精度
JB9971-1999弯管机、三辊卷板机噪声限值
GB5226.1-2002机械安全机械电气设备第1部分:
通用技术条件
九、主要组成部件的生产厂家
名称
内容
轴承
类型
双列调心轴承
制造厂家
洛阳轴承/瓦房店轴承
工
作
辊
工作辊材质
42CrMo锻件(上辊)/45#(下辊)锻件
硬度
HB220-260,HRC45-50/HRC40-45
制造厂家
XX
底侧
盘机
和架
机加材料
Q235A
加工方式
焊接结构件,去应力处理,数控镗铣床加工
制造厂家
南通超力
减速机
型式
硬齿面圆柱齿轮减速机
制造厂家
常州国茂/江苏泰星
主要电气元件
苏州电器
主电机(主、副)
山东开元/上海力超(Y系列)
液
压
系
统
液压泵
型式
齿轮泵
制造厂
合肥长源
阀
制造厂
台湾油神
主
油
缸
缸体与活塞杆
锻件,热处理HRC48-50
制造厂家
江苏久久
主油缸密封
Yx型
制造厂家
台湾鼎基
数控
系统
(经济型)
可编程显示器
特维(加拿大)
PLC可编程控制器
OMRON(日本)
位移传感器
无锡瑞普
十、供货范围
1、主机;
2、电控设备;
3、液压装置;
4、次电机线路配件及必要的材料(电机线路控制柜到执行机构的接线);
5、液压管路配件及必要的材料;
6、随机备件、专用工具等;
7、技术文件资料。
十一、买方负责部分
1、在买方工厂的地基装配、安装敷管接线和其它配件(含基础预埋件、二次灌浆);
2、机器四周的铺板及安全防护栏;
3、接地配件及必要材料;
4、液压油、润滑油、润滑脂等;
5、提供380V/50Hz供电线路,至该机床电控柜主电源接口。
6、派员到加工生产方培训。
十二、设备验收
1、本卷板机验收按本《技术协议》、卷板机国家现行标准、供方企业标准规定进行。
2、验收:
供方制造厂内预验收,预验收合格后发货。
终验收主要包括材料核实、配件(或标准件)核实、尺寸检验、整机试运转、负荷试验。
十三、售后服务及承诺
1、供方负责现场指导安装和设备调试。
2、供方负责对需方操作人员进行培训。
3、三包期一年,终身维修。
售后服务接电话3小时内给予明确答复,3日内专业人员赶到现场,确保设备正常运转。
4、主要配件套采用国内一流产品。
十四、产品价格和生产周期
1、价格:
20万元/台套。
(含17%增值税、含运输和运输保险费,免技术服务费,免费安装、调试)
2、付款方式:
预付款30%到位,合同生效,生产方组织生产。
生产完成后,需方到供方验收,验收合格需方付款70%,供方发货。
到货后,供方负责安装、调试。
3、生产周期:
40个工作日。
附:
XS-万能式卷板机参考图片
 升级会员
升级会员 