机械加工工艺过程卡片可编辑范本.docx
《机械加工工艺过程卡片可编辑范本.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片可编辑范本.docx(43页珍藏版)》请在冰豆网上搜索。
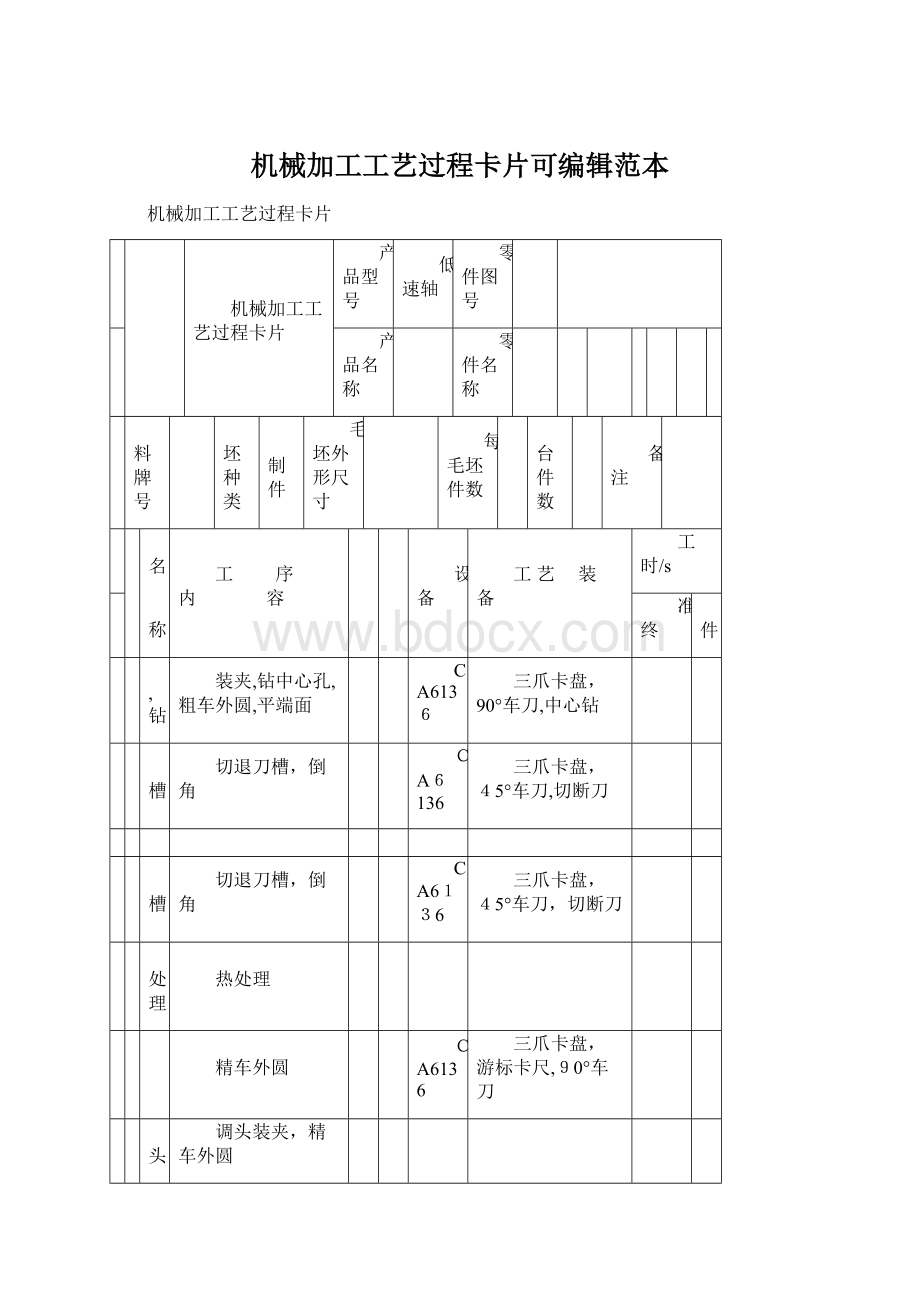
机械加工工艺过程卡片可编辑范本
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
低速轴
零件图号
产品名称
零件名称
共
1
页
第
1
页
材 料 牌 号
毛坯种 类
轧制件
毛坯外形尺寸
每毛坯件数
1
每 台 件数
1
备注
工
艺
号
工 名
序称
工 序 内 容
车
间
工
段
设 备
工艺 装 备
工时/s
准终
单件
1
车,钻
装夹,钻中心孔,粗车外圆,平端面
CA6136
三爪卡盘,90°车刀,中心钻
2
切槽
切退刀槽,倒角
CA6136
三爪卡盘,45°车刀,切断刀
4
切槽
切退刀槽,倒角
CA6136
三爪卡盘,45°车刀,切断刀
热处理
热处理
5
车
精车外圆
CA6136
三爪卡盘,游标卡尺,90°车刀
6
调头
调头装夹,精车外圆
7
铣
铣键槽12×5×20型平键
万能铣床
平口钳,铣刀
铣
铣键槽14×5.5×25型平键
万能铣床
平口钳,铣刀
淬火
淬火
8
磨削
粗,精磨外圆
描图
去毛刺
由钳工修整,去毛刺
钳工台
锉刀
描校
中检
检查尺寸,表面粗糙度
塞规百分尺卡尺
清洗
清洗
清洗机
底图号
终检
检查尺寸,表面粗糙度
塞规百分尺卡尺
装订号
设计(日期)
校 对(日期)
审核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
序号
考核评价项目
考核内容
学生
自检
小组
互检
教师
终检
配分
成绩
1
过程性考核
专业能力
相关知识点的学习
40
零件定位基准的选择原则
能够正确选择零件加工时的定位基准
2
方法能力
信息收集、自主学习、分析解决问题、归纳总结及创新能力
10
3
社会能力
团队协作、沟通协调、语言表达能力及安全文明、质量保障意识
10
4
常规考核
个人能力
理论知识综合考核情况
30
5
其他
出勤、课堂纪律、回答问题、作业完成情况
10
评分表
加工余量表
机械加工工序1卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
车,钻
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件 数
轧制件
Φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA3136
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步 内 容
工艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
平端面3mm
三爪卡盘,90°车刀,中心钻
700
0。
67
0。
5
3
6
2
转中心孔
400
0。
9
1
5
5
3
粗车φ65-—51。
8×176mm
400
0。
9
2。
2
13。
2
6
4
粗车φ51.8——46.5×148mm
400
0。
9
2.65
5.3
2
5
粗车φ46.5-—40.5×58mm
400
0.9
2
6
3
设计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序2卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌 号
切槽
毛坯种 类
毛坯外形尺寸
每毛坯可制件数
每 台件 数
轧制件
Φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6132
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步 内 容
工 艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
切2×1的退刀槽
三爪卡盘,45°车刀,切断刀
120
1
0.25
0。
75
1
2
倒角2c
400
0。
67
0。
4
2
1
设计(日 期)
校对(日期)
审 核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序3卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材 料 牌 号
调头,钻,车
45钢
毛坯 种类
毛坯外形尺寸
每毛坯可制件数
每 台件数
轧制件
φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6136
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步 内 容
工 艺 装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
调头装夹
三爪卡盘,90°车刀,中心钻
2
平端面3mm
700
0.67
0。
5
2
4
3
钻中心孔
400
0。
9
1
5
5
4
粗车φ65——61。
8×69mm
400
0。
9
1。
6
3.2
2
5
粗车φ61.8--46。
5×29mm
400
0。
9
2。
65
5.3
2
设计(日 期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序4卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材 料牌号
切槽
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件 数
轧制件
Φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6136
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步内 容
工艺 装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
切2×1的退刀槽
三爪卡盘,45°车刀,切断刀
120
1
0.25
0。
75
1
2
倒角2c
400
0。
67
0.4
2
1
设计(日期)
校对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序5卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材 料牌号
车
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
轧制件
Φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6136
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步 内 容
工艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
半精车φ46.5-—45。
5×29mm
三爪卡盘,游标卡尺,90°车刀
710
1.883
0.2
1
5
2
半精车φ61。
8--60×40mm
710
1.883
0.2
1.8
9
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序6卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材料 牌 号
调头,车
毛 坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
轧制件
Φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6136
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步 内 容
工 艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
调头装夹
三爪卡盘,游标卡尺,90°车刀
2
半精车φ40。
5—-39×58mm
710
1。
883
0.3
1.5
5
3
半精车φ46。
5——45.5×90mm
710
1。
883
0.2
1
5
4
半精车φ51。
8-—50×28mm
710
1。
883
0。
2
1.8
9
设计(日期)
校对(日期)
审 核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序7卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材 料牌号
铣
毛坯 种类
毛坯外形尺寸
每毛坯可制件数
每 台件数
轧制件
Φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步 内 容
工 艺装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣键槽12×5×20型平键
平口钳,铣刀
低速
0。
7
1
5
5
2
铣键槽14×5。
5×25型平键
低速
0.7
1。
1
5。
。
5
5
设计(日期)
校 对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序8卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
低速轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌 号
磨削
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件 数
轧制件
Φ65×251
1
1
设备名称
设备型号
设备编号
同时加工件数
M1432B
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时 /s
准终
单件
工步号
工 步 内 容
工艺装 备
工件转速
砂轮速度
进给量
磨削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗磨φ45。
5-—45.2×90mm
专用夹具
10
30
0。
02
0.3
15
2
精磨φ45。
2--45×90mm
0。
2
10
3
粗磨φ45。
5-—45。
2×29mm
0。
3
15
4
精磨φ45。
2-—45×29mm
0。
2
10
设计(日期)
校 对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零件图号
产品名称
减速器
零件名称
下箱体
共
1
页
第
1
页
材料牌号
毛坯种类
轧制件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
艺
号
工名
序 称
工 序 内容
车
间
工
段
设 备
工 艺装备
工时/s
准终
单件
1
装夹,铣
夹持箱体底座的毛坯铸件,加工底面
万能铣床
平口钳
粗,精铣下箱体底面
万能铣床
平口钳,铣刀
2
装夹,铣
将下箱体底面作为基准,加工下箱体的顶面
万能铣床
平口钳
粗,精铣下箱体顶面
万能铣床
平口钳,铣刀
3
装夹,铣
将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面
万能铣床
平口钳
粗,精铣下箱体侧面
万能铣床
平口钳,铣刀
4
装夹,铣
以刚加工的这个平面为夹持底面装夹,铣削其对面
万能铣床
平口钳
粗,精铣下箱体侧面
万能铣床
平口钳,铣刀
5
钻,磨
钻出连接孔和销孔
钻床
平口钳,钻头
粗磨下箱体底面
磨床
描图
描校
去毛刺
由钳工修整,去毛刺
钳工台
锉刀
中检
检查尺寸,表面粗糙度
塞规百分尺卡尺
底图号
清洗
清洗
清洗机
终检
检查尺寸,表面粗糙度
塞规百分尺 卡尺
装订号
设 计(日期)
校对(日期)
审核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签字
日期
处数
更改文件号
签字
日期
机械加工工序1卡片
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
下箱体
共
1
页
第
1
页
车间
工序号
工序名称
材 料 牌号
装夹,铣
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件 数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
夹具编号
夹具名称
切削液
通用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工 步 内 容
工 艺 装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
夹持箱体底座的毛坯铸件,加工底面
平口钳,铣刀
2
粗铣下箱体底面至188。
5mm
低速档
1.3
6。
5
5
 升级会员
升级会员 