射线检测常见缺陷图.docx
《射线检测常见缺陷图.docx》由会员分享,可在线阅读,更多相关《射线检测常见缺陷图.docx(16页珍藏版)》请在冰豆网上搜索。
射线检测常见缺陷图
射线检测常见缺陷图
Thefollowingdiscontinuitiesaretypicalofalltypesofwelding.isaconditionwheretheweldfillermetaldoesnotproperlyfusewiththebase
metalorthepreviousweldpassmaterial(interpasscoldlap).Thearcdoesnotmeltthe
basemetalsufficientlyandcausestheslightlymoltenpuddletoflowintobasematerial
withoutbonding.
f二」:
D兄.「.-心门八一几
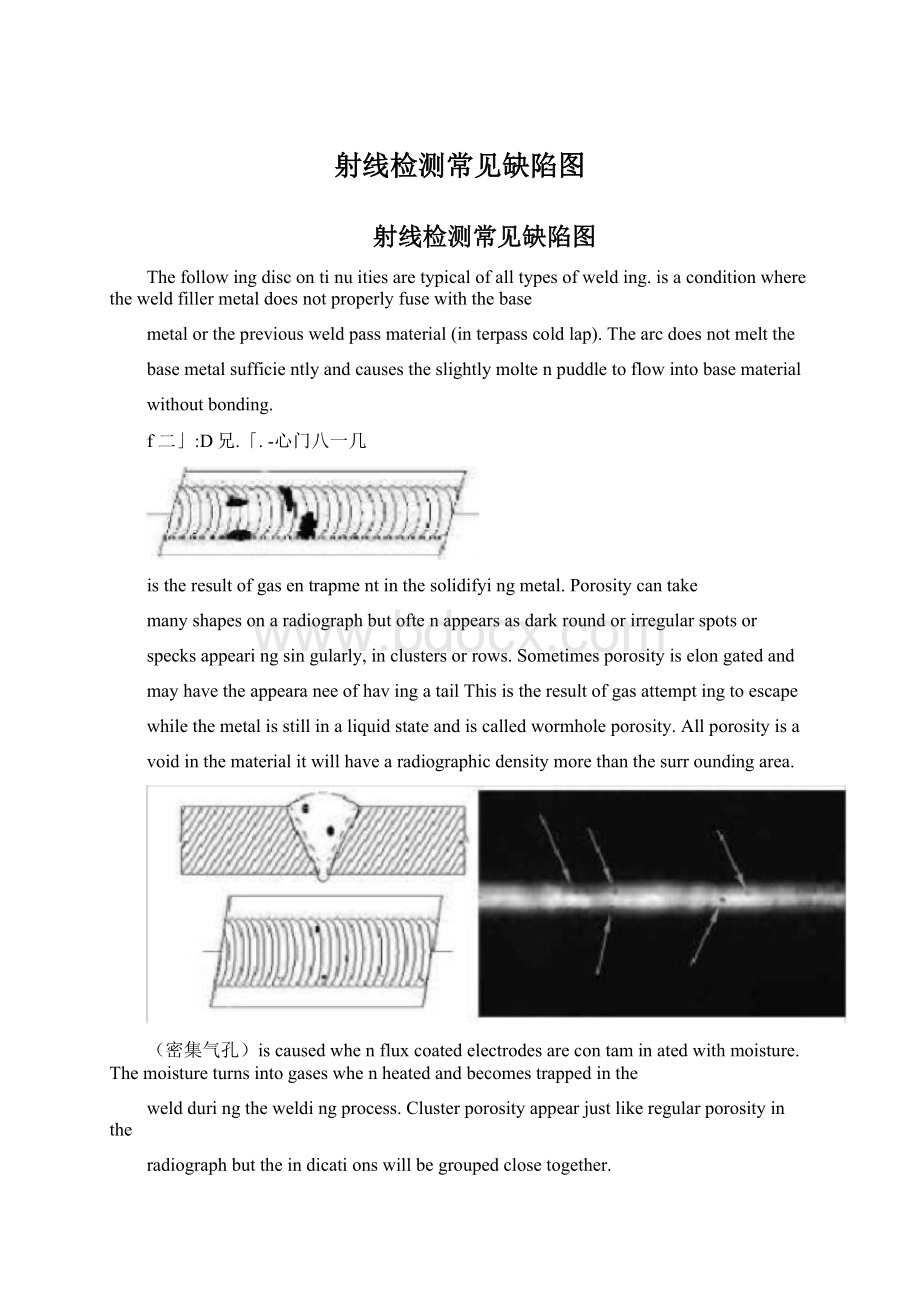
istheresultofgasentrapmentinthesolidifyingmetal.Porositycantake
manyshapesonaradiographbutoftenappearsasdarkroundorirregularspotsor
specksappearingsingularly,inclustersorrows.Sometimesporosityiselongatedand
mayhavetheappearaneeofhavingatailThisistheresultofgasattemptingtoescape
whilethemetalisstillinaliquidstateandiscalledwormholeporosity.Allporosityisa
voidinthematerialitwillhavearadiographicdensitymorethanthesurroundingarea.
(密集气孔)iscausedwhenfluxcoatedelectrodesarecontaminatedwithmoisture.Themoistureturnsintogaseswhenheatedandbecomestrappedinthe
weldduringtheweldingprocess.Clusterporosityappearjustlikeregularporosityinthe
radiographbuttheindicationswillbegroupedclosetogether.
arenonmetallicsolidmaterialentrappedinweldmetalorbetweenweldandbasemetal.Inaradiograph,dark,jaggedasymmetricalshapeswithintheweld
oralongtheweldjointareasareindicativeofslaginclusions.
occurswhentheweld
metalfailstopenetratethejoint.Itisoneofthemost
objectionablewelddiscontinuities.
Lackofpenetrationallowsanaturalstressriserfromwhichacrack
maypropagate.The
appearanceonaradiographisadarkareawithwell-defined,straightedgesthatfollows
thelandorrootfacedownthecenteroftheweldment.
(未融合)isaconditionwheretheweldfillermetaldoesnot
properlyfusewiththebasemetal.Appearanceonradiograph:
usuallyappearsasadarklineor
linesorientedinthedirectionoftheweldseamalongtheweldpreparationorjoining
area.
isconditionwheretheweldmetalhascontractedasitcoolsandhasbeendrawnupintotherootoftheweld.Onaradiographitlooks
similartolackofpenetrationbutthelinehasirregularedgesand
itisoftenquitewidein
isanerosionofthebasemetalnexttotherootoftheweld.Inthe
radiographicimageitappearsasadarkirregularlineoffsetfromthecenterlineoftheweldment.UndercuttingisnotasstraightedgedasLOPbecauseit
isanerosionofthebasemetalnexttothecrown
oftheweld.Intheradiograph,itappearsasadarkirregularline
alongtheoutsideedge
aretermsassociatedwithaconditionwheretwopiecesbeingweldedtogetherarenotproperlyaligned.Theradiographicimageisanoticeable
differeneeindensitybetweenthetwopieces.Thediffereneeindensityiscausedbythe
differenceinmaterialthickness.Thedark,straightlineiscaused
byfailureoftheweld
metaltofusewiththelandarea.
isanareaofaweldwherethethicknessofweldmetaldepositedislessthanthethicknessofthebasematerial.Itisveryeasyto
determinebyradiographiftheweldhasinadequatereinforcement,becausetheimage
densityintheareaofsuspectedinadequacywillbemore(darker)thantheimagedensity
ofthesurroundingbasematerial.
isanareaofaweldthathasweldmetaladdedinexcessofthatspecifiedbyengineeringdrawingsandcodes.Theappearaneeonaradiographisalocalized,lighterareaintheweld.Avisualinspectionwilleasily
determineiftheweldreinforcementisinexcessofthatspecifiedbytheengineering
requirements.
canbedetectedinaradiographonlywhentheyarepropagatinginadirectionthatproducesachangeinthicknessthatisparalleltothex-raybeam.Cracks
willappearasjaggedandoftenveryfaintirregularlines.Crackscansometimesappear
as"tails"oninclusionsorporosity.
ThefollowingdiscontinuitiesarepeculiartotheTIGweldingprocess.These
discontinuitiesoccurinmostmetalsweldedbytheprocessincludingaluminumand
stainlesssteels.TheTIGmethodofweldingproducesacleanhomogeneousweldwhich
whenradiographediseasilyinterpreted.
Tungstenisabrittleandinherentlydensematerialusedin
theelectrodeintungsteninertgaswelding.Ifimproperweldingproceduresareused,
tungstenmaybeentrappedintheweld.Radiographically,tungstenismoredensethan
aluminumorsteel;therefore,itshowsasalighterareawithadistinetoutlineonthe
radiograph.
areusuallyvisibleonthesurfaceofmaterialbeingwelded
(especiallyaluminum).Oxideinclusionsarelessdensethanthesurroundingmaterialsand,
therefore,appearasdarkirregularlyshapeddiscontinuitiesinthe
radiograph.
ThefollowingdiscontinuitiesaremostcommonlyfoundinGMAWwelds.
areshortlengthsofweldelectrodewire,visibleonthetoporbottomsurfaceoftheweldorcontainedwithintheweld.Onaradiographtheyappearaslight,"wirelike"
indications.
resultswhentoomuchheatcausesexcessiveweldmetalto
penetratetheweldzone.Oftenlumpsofmetalsagthroughtheweldcreatingathick
globularconditiononthebackoftheweld.Theseglobsofmetalarereferredtoasicicles.
Onaradiograph,burnthroughappearsasdarkspots,whichareoftensurroundedby
lightglobularareas(icicles).
RadiographInterpretation—Castings
Themajorobjectiveofradiographictestingofcastingsisthedisclosureofdefectsthatadverselyaffectthestrengthoftheproduct.
Castingareaproductformthatoftenreceiveradiographicinspectionsincemanyofthedefectsproducedbythecastingprocessarevolumetricinnatureand,thus,relativelyeasytodetectwiththismethod.Thesediscontinuitiesofcourse,arerelatedtocastingprocessdeficiencies,which,ifproperlyunderstood,canleadtoaccurateaccept-rejectdecisionsaswellastosuitablecorrectivemeasures.Sincedifferenttypesandsizesofdefectshavedifferenteffectsoftheperformanceofthecasting,itisimportantthattheradiographerisabletoidentifythetypeandsizeofthedefects.ASTME155,StandardforRadiographsofcastingshasbeenproducedtohelptheradiographermakeabetterassessmentofthedefectsfoundcomponents.Thecastingsusedtoproducethestandardradiographshavebeendestructivelyanalyzedtoconfirmthesizeandtypeofdiscontinuitiespresent.Thefollowingisabriefdescriptionofthemostcommondiscontinuitytypesincludedinexistingreferenceradiographdocuments(ingradedtypesorassingleillustrations).
Gasporosityorblowholesarecausedbyaccumulatedgasorairwhichistrappedbythemetal.Thesediscontinuitiesareusuallysmoothwalledroundedcavitiesofaspherical,elongatedorflattenedshape.Ifthe
sprueisnothighenoughtoprovidethenecessaryheattransferneededtoforcethegasorairoutofthemold,
thegasorairwillbetrappedasthemoltenmetalbeginstosolidify.Blowscanalsobecausedbysandthatis
toofine,toowet,orbysandthathasalowpermeabilitysothatgascan'tescape.Toohighamoisturecontentin
thesandmakesitdifficulttocarrytheexcessivevolumesofwatervaporawayfromthecasting.Anothercause
ofblowscanbeattributedtousinggreenladles,rustyordampchillsand
chaplets.
Sandinclusionsanddrossarenonmetallicoxides,appearingontheradiographasirregular,darkblotches.Thesecomefromdisintegratedportionsofmoldorcorewallsand/orfromoxides(formedinthemelt)which
havenotbeenskimmedoffpriortointroductionofthemetalintothemoldgates.Carefulcontrolofthemelt,
properholdingtimeintheladleandskimmingofthemeltduringpouringwillminimizeorobviatethissource
oftrouble.
Shrinkageisaformofdiscontinuitythatappearsasdarkspotsontheradiograph.Shrinkageassumesvarious
formsbutinallcasesitoccursbecausemoltenmetalshrinksasitsolidifies,inallportionsofthefinalcasting.
Shrinkageisavoidedbymakingsurethatthevolumeofthecastingisadequatelyfedbyriserswhich
sacrificiallyretaintheshrinkage.Shrinkagecanberecognizedinanumberofcharacteristicbyvarying
appearancesonradiographs.Thereareatleastfourtypes:
(1)cavity;
(2)dendritic;(3)filamentary;and(4)
spongetypes.Somedocumentsdesignatethesetypesbynumbers,withoutactualnames,toavoidpossible
misunderstanding.
Cavityshrinkageappearsasareaswithdistinctjaggedboundaries.
Itmaybeproducedwhenmetalsolidifies
betweentwooriginalstreamsofmelt,comingfromopposite
directionstojoinacommonfront;cavity
shrinkageusuallyoccursatatimewhenthemelthasalmostreached
solidificationtemperatureandthereisno
sourceofsupplementaryliquidtofeedpossiblecavities.
isadistributenofveryfinelinesorsmallelongatedcavitiesthatmayvaryindensityandareusuallyunconnected.
usuallyoccursasacontinuousstructureofconnectedlinesorbranchesofvariablelength,widthanddensity,oroccasionallyasa
network.
showsitselfasareasoflacytexturewithdiffuseoutlines,
generallytowardthemid-thicknessofheaviercastingsections.Spongeshrinkagemaybe
dendriticorfilamentaryshrinkage;filamentaryspongeshrinkageappearsmoreblurred
becauseitisprojectedthroughtherelativelythickcoatingbetweenthediscontinuities
andthefilmsurface.
arethin(straightorjagged)linearlydisposeddiscontinuitiesthatoccurafterthemelthassolidified.Theygenerallyappearsinglyandoriginateatcastingsurfa
 升级会员
升级会员 