螺丝基础知识11.docx
《螺丝基础知识11.docx》由会员分享,可在线阅读,更多相关《螺丝基础知识11.docx(17页珍藏版)》请在冰豆网上搜索。
螺丝基础知识11
▪一、螺丝制造工艺过程
▪二、螺丝材料
▪三、螺丝头型
▪四、螺丝牙型
▪五、组合螺丝
▪六、热处理
▪七、表面处理
▪八、防松处理
▪九、日信螺丝命名规则
螺丝材料
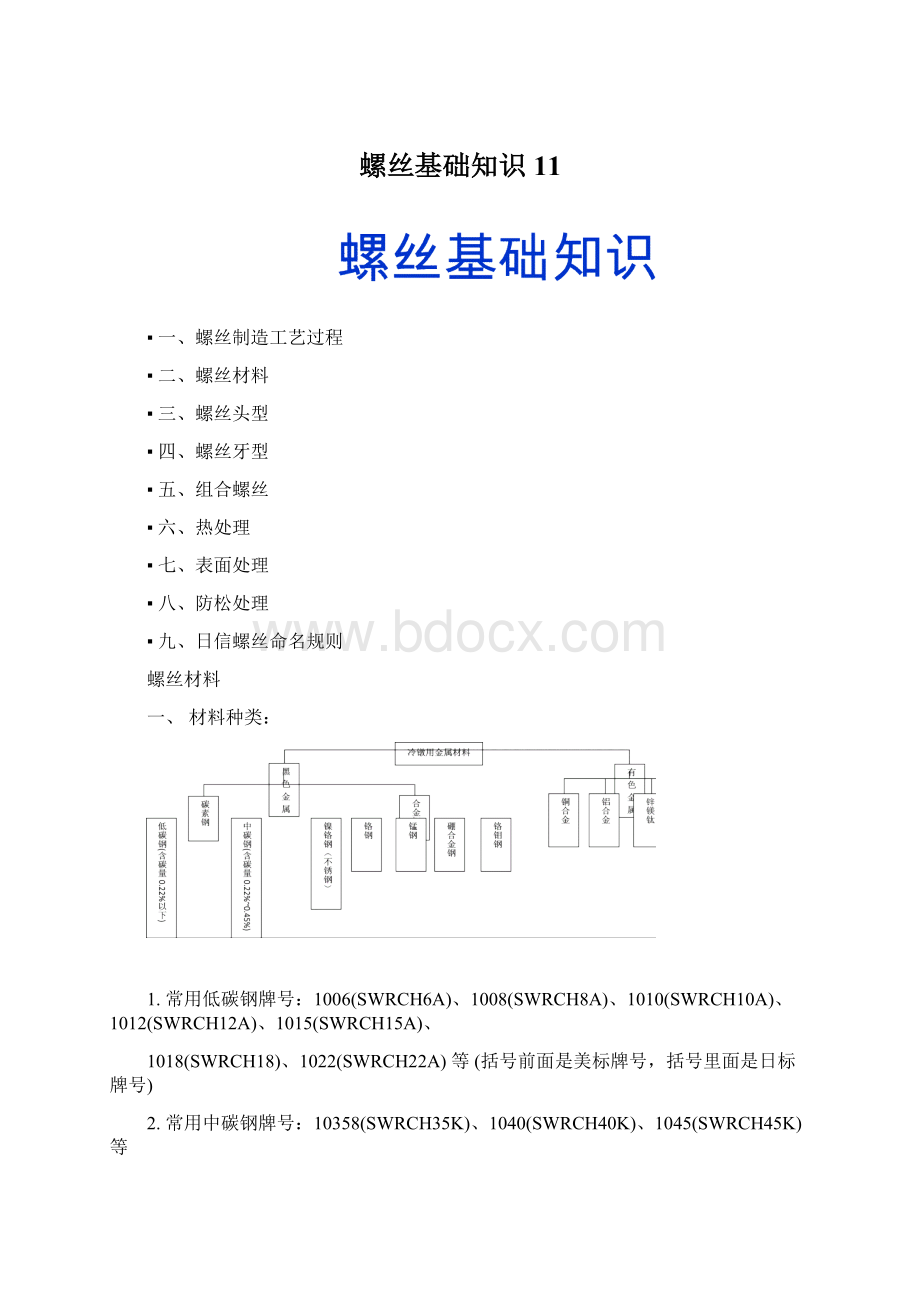
一、材料种类:
1.常用低碳钢牌号:
1006(SWRCH6A)、1008(SWRCH8A)、1010(SWRCH10A)、1012(SWRCH12A)、1015(SWRCH15A)、
1018(SWRCH18)、1022(SWRCH22A)等(括号前面是美标牌号,括号里面是日标牌号)
2.常用中碳钢牌号:
10358(SWRCH35K)、1040(SWRCH40K)、1045(SWRCH45K)等
3.常用不锈钢材料:
SUS302、SUS304、SUS316、SUS316L、SUS410、SUS420、SUS430、SUS431、SUS416等
4.常用铬合金钢:
35ACR、40ACR等
5.常用锰合金钢:
65Mn等
6.常用硼合金钢:
10B21等
7.常用铬钼钢:
SCM415、SCM420、SCM435等
8.常用铜材:
H65、H68、H70、磷青铜等
二、日信公司常用材质及其性能:
螺钉
种类
螺钉
热处理
不热处理
渗碳热处理
真空热处理
(淬火+回火)
常用
材质
低碳钢
美国C1006
日本SWRCH6A
不锈钢
日本SUS304
不锈钢
日本SUS316
铜材
国标H65、H68、H70
日本C2680,C2600,C
低碳钢
美国C1018
日本SWRCH18A
不锈铁
C1:
SUS410
C1:
SUS420
C3:
SUS431
C4:
SUS416
硬度
HV180~280
/
/
/
表面硬度≥HV450
心部硬度HV270~390
(参考GB3098.5)
C1:
HV220~330
C3:
HV240~340
C4:
HV220~330
(参考GB3098.5)
扭力
M2.55kgf.cm
M3.09kgf.cm
M3.516kgf.cm
M4.020kgf.cm
M5.042kgf.cm
M6.072kgf.cm
(参考GB3098.5A2-50)
(参考GB3098.5A4-70)
M3.513.3kgf.cm
(参考GB3098.10CU2)
M2.05kgf.cm
M2.510kgf.cm
M3.016kgf.cm
M3.528kgf.cm
M4.036kgf.cm
M5.072kgf.cm
M6.0130kgf.cm
(参考GB3098.5)
螺钉
种类
低强度螺钉(参考GB3098.1)
高强度螺钉(参考GB3098.1)
热处理
不热处理
调质处理(淬火+回火)
等级
3.6
4.8
5.8
6.8
8.8
9.8
10.9
12.9
常用
材质
低碳钢
美国1006
日本SWRCH6A
低碳钢
美国1006
日本SWRCH6A
低碳钢
美国1022
日本SWRCH22A
球化线
低碳钢
美国1022
日本SWRCH22A
球化线
中碳钢
美国1035
日本SWRCH35K
低碳合金钢
10B21等
合金钢
SCM435等
硬度
HV90~250
HV130~250
HV160~250
HV190~250
HRC22~32
HV250~320
HRC28~37
HV290~336
HRC32~39
HV320~380
HRC39~44
HV385~435
抗拉强度
N/mm2Min
330
420
520
600
800
900
1040
1220
扭力
/
/
/
/
……
三、各种性能等级适用的材料和热处理(参考GB3098.1)
性能
等级
材料和热处理
化学成份
淬火温度
最低回火温度(OC)
C
P
S
min
max
max
max
3.6
低碳钢
--
0.20
0.05
0.06
--
--
4.8
低碳钢或中碳钢
--
0.55
0.05
0.06
--
--
5.8
低碳钢或中碳钢
--
0.55
0.05
0.06
--
--
6.8
低碳钢或中碳钢
--
0.55
0.05
0.06
--
--
8.8
低碳合金钢(如硼或锰或铬)淬火+回火
0.15
0.35
0.04
0.05
850℃左右
340
中碳钢,淬火+回火
0.25
0.55
0.04
0.05
450
9.8
低碳合金钢(如硼或锰或铬)
淬火+回火
0.15
0.35
0.04
0.05
340
中碳钢,淬火+回火
0.25
0.55
0.04
0.05
410
10.9
低碳合金钢(如硼或锰或铬)
淬火+回火
0.15
0.35
0.04
0.05
340
10.9
中碳钢,淬火+回火
0.25
0.55
0.04
0.05
425
低碳合金钢(如硼或锰或铬)
淬火+回火
0.20
0.55
0.04
0.05
合金钢,淬火+回火
0.20
0.55
0.035
0.035
12.9
合金钢,淬火+回火
0.20
0.55
0.035
0.035
380
注:
1、3.6、4.8、5.8、6.8级允许采用易切削钢制造,其硫、磷和铅的最大含量分别为0.34%、0.11%和0.35%
2、对于8.8级,为保证良好的淬透性,大于M20的紧固件,必须采用对10.9级规定的合金钢。
3、合金钢应含有一种或几种铬、镍、钼或钒的合金元素。
4、对10.9、12.9级的材料,应具有良好的淬透性,以保证螺纹截面的芯部在淬火后、回火前得到约90%马氏体组织。
5、由低碳马氏体钢制造的产品,应在性能等级代号下加一道横线,即10.9.
6、对于8.8级、不小M20的紧固件,可以采用425OC的最低回火温度。
四、各种常用材质牌号对比
材质名称
牌号
主要化学成份
使用说明
美国
日本
C
Si
Mn
P
S
Ni
Cr
Mo
B
低碳钢
C1006
SWRCH6A
≤0.08
≤0.1
≤0.6
≤0.03
≤0.035
--
--
--
--
用于不需热处理一般螺钉
C1018
SWRCH18A
0.15~0.20
≤0.1
0.6~0.9
≤0.03
≤0.035
--
--
--
--
用于表面渗碳处理螺钉
C1022
SWRCH22A
0.18~0.23
≤0.1
0.7~1.0
≤0.03
≤0.035
--
--
--
--
用于机械性质强度5.8、6.8级螺丝
中碳钢
C1035
SWRCH35K
0.32~0.38
≤0.1
0.6~0.9
≤0.03
≤0.035
--
--
--
--
用于机械性质强度8.8、9.8级螺丝
合金钢
10B21
--
0.17~0.24
≤0.40
0.5-0.8
≤0.035
≤0.035
--
--
--
0.0005
~0.0035
用于机械性质强度8.8、9.8级螺丝
--
SCM415
0.13~0.18
0.15~0.35
0.6~0.9
≤0.03
≤0.03
≤0.25
0.9~1.2
0.15~0.25
--
用于机械性质强度10.9级螺丝
--
SCM435
0.33~0.38
0.15~0.35
0.6~0.9
≤0.03
≤0.03
≤0.25
0.9~1.2
0.15~0.3
--
用于机械性质强度12.9级螺丝
不锈钢
AISI302
SUS302HQ
≤0.08
≤1.0
≤2.0
≤0.04
≤0.03
8~10
17~19
--
--
用于无特殊机械性质及防锈要求时使用
AISI304
SUS304
≤0.08
≤1.0
≤2.0
≤0.045
≤0.03
8~11
18~20
--
--
用于有特殊机械性质及防锈要求时使用,等级区分A2
AISI316
SUS316
≤0.08
≤1.0
≤2.0
≤0.045
≤0.03
10~14
16~18
2~3
--
用于有特殊机械性质及防锈要求时使用,等级区分A4
不锈铁
SUS410
≤0.15
≤1.0
≤1.0
≤0.04
≤0.03
--
11.5~13
--
--
用于有特殊机械性质及防锈要求时使用,等级区分C1
SUS420
0.16~0.25
≤1.0
≤1.0
≤0.04
≤0.03
--
12~14
--
--
SUS431
≤0.20
≤1.0
≤1.0
≤0.04
≤0.03
1.25~2.5
15~17
--
--
用于有特殊机械性质及防锈要求时使用,等级区分C3
SUS416
≤0.15
≤1.0
≤1.25
≤0.06
≤0.15
≤0.6
12~14
≤0.6
--
用于有特殊机械性质及防锈要求时使用,等级区分C4
五、热处理材料中各类元素对钢的性质的影响
1、碳(C):
提高钢件强度,尤其是其热处理性能,但随着含碳量的增加,塑性和韧性下降,并会影响到钢件的冷镦性能及焊接性能。
2、锰(Mn):
提高钢件强度,并在一定程度上提高可淬性。
即在淬火时增加了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利。
并会影响电镀时镀层的控制。
3、镍(Ni):
提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力,并可保证稳定的热处理效果,减小氢脆的作用。
4、铬(Cr):
能提高可淬性,改善耐磨性,提高耐腐蚀能力,并有利于高温下保持强度。
5、钼(Mo):
能帮助控制可淬性,降低钢对回火脆性的敏感性,对提高高温下的抗拉强度有很大影响。
6、硼(B):
能提高可淬性,并且有助于使低碳钢对热处理产生预期的反应。
7、矾(V):
细化奥氏体晶粒,改善韧性。
8、硅(Si):
保证钢件的强度,适当的含量可以改善钢件塑性和韧性。
螺丝头型
一、螺丝打头工序示意图:
二、螺丝头型种类:
三、螺丝头槽型种类:
垫片组合螺丝
垫片组合螺丝是用专用机品或人工将垫片套进打好头的光胚然后经过搓机搓牙而成的
螺丝牙型
一、螺丝搓牙工序示意图:
二、螺丝牙型种类:
示意图:
三、牙尾末端形状:
热处理
一、热处理种类:
螺丝热处理一般分为两种
(1)表面硬化:
渗碳,用HA表示,一般采用低碳钢
(2)调质处理:
用HT表面,一般采用中碳钢或合金钢
二、热处理相关知识
<->、热处理方式:
根据对象及目的不同可选用不同热处理方式。
调质钢:
淬火后高温回火(500-650℃)
弹簧钢:
淬火后中温回火(420-520℃)
渗碳钢:
渗碳后淬火再低温回火(150-250℃)
低碳和中碳(合金)钢淬成马氏体后,随回火温度的升高,其一般规律是强度下降,而塑性、
韧性上升。
但由于低、中碳钢中含碳量不同,回火温度对其影响程度不同。
所以为了获得良好的综合机械性能,可分别采取以下途径:
1、选取低碳(合金)钢,淬火后进行低温250℃以下回火,以获得低碳马氏体。
为了提高这类钢的表面耐磨性,只有提高各面层的含碳量,即进行表面渗碳,一般称为渗碳结构钢。
2、采取含碳较高的中碳钢,淬火后进行高温(500-650℃)回火(即所谓调质处理),使其能在高塑性情况下,保持足够的强度,一般称这类钢为调质钢。
如果希望获得高强度,而宁肯降低塑性及韧性,对含碳量较低的
含金调质可采取低温回火,则得到所谓“超高强度钢”。
3、含碳量介于中碳和高碳之间的钢种(如60,70钢)以及一些高碳钢(如80,90钢),如果用于制造弹簧,为了保证高的弹性极限、屈服极限和疲劳极限,则采用淬火后中温回火。
<二>、作业流程:
1、调质钢:
退火(珠光体型钢)
<1>预热处理:
正火
高温回火(马氏体型钢)
正火目的是细化晶粒,减少组织中的带状程度,并调整好硬度,便于机械加工,正火后,钢材具有等轴状细晶粒。
<2>淬火:
将钢体加热到850℃左右进行淬火,淬火介质可根据钢件尺寸大小和该钢的淬透性加以选择,一般可选择水或油甚至空气淬火。
处于淬火状态的钢,塑性低,内应力大。
<3>回火:
A、为使钢材具有高塑性、韧性和适当的强度,钢材在400-500℃左右进行高温回火,对回火脆性敏感性较大的钢,
回火后必须迅速冷却,抑制回火脆性的发生。
B、若要求零件具有特别高的强度,则在200℃左右回火,得到中碳回火马氏体组织。
2、弹簧钢:
<1>淬火:
于830-870℃进行油淬火。
<2>回火:
于420-520℃左右进行回火,获得回火屈氏体组织。
3、渗碳钢:
<1>渗碳:
化学热处理的一种,指在一定温度下,在含有某种化学元素的活性介质中,向钢件表面渗入C元素。
分预热(850℃)渗碳(890℃)扩散(840℃)过程
<2>淬火:
碳素和低合金渗碳钢,一般采用直接淬火或一次淬火。
<3>回火:
低温回火以消除内应力,并提高渗碳层的强度及韧性。
表面处理(电镀)
一、表面处理种类:
表面处理即是通过一定的方法在工件表面形成覆盖层的过程,其目的是赋以制品表面美观、防腐蚀的效果,进行的表面处理方法都归结于以下几种方法:
1、电镀:
将接受电镀的部件浸于含有被沉积金属化合物的水溶液中,以电流通过镀液,使电镀金属析出并沉积在部件上。
一般电镀有镀锌、铜、镍、铬、铜镍合金等,有时把煮黑(发蓝)、磷化等也包括其中。
2、热浸镀锌:
通过将碳钢部件浸没温度约为510℃的溶化锌的镀槽内完成。
其结果是钢件表面上的铁锌合金渐渐变成产品外表面上的钝化锌。
热浸镀铝是一个类似的过程。
3、机械镀:
通过镀层金属的微粒来冲击产品表面,并将涂层冷焊到产品的表面上。
二、电镀的基本流程
前处理----热脱脂槽、电解脱脂槽、除锈槽
电镀------电镀槽
后处理----钝化槽、过镍架、防锈油等
三、螺丝电镀颜色之中英文术语缩写对照:
NI3+镍
UZ3+兰锌
BE3+青铜
EC3+镀泳
BI3+黑镍
BZ3+黑锌3+
BS3+红铜
BP3+黑色磷化
YI3+哑镍
CZ3+彩锌
BR3+古铜
CCAL3+铝材铬化
BK3+氧化黑
WZ3+白锌
BSR3+红古铜
TIN3+镀亮锡
SI3+电银
YZ3+黄锌
Cr3+镀铬
YTIN3+镀哑雾
SG3+电金
防松处理
螺丝的防松处理一般以耐落为主,耐落螺丝的防松原理是以特殊的技术将工程塑胶永久附着在螺丝牙上,使螺丝螺帽在锁紧过程中工程塑胶被挤压产生强大的反作用力,增加螺牙间的摩擦力,提供了对振动的绝对阻力,可彻底解决螺丝,螺帽松动问题。
参考标准:
IFI524
耐落螺丝规格表
公制螺纹
英制螺纹
螺丝规格
全扭力值kgf.cm
螺丝规格
全扭力值kgf.cm
螺丝锁进时(最大)
首次拆卸(最小)
第五次拆卸(最小)
螺丝锁进时(最大)
首次拆卸(最小)
第五次拆卸(最小)
1.02
0.10
0.04
#2
2.30
0.25
0.10
M2X0.4
2.04
0.20
0.10
#4
5.80
1.20
0.60
M2.2X0.4
2.30
0.22
0.20
#6
9.20
2.30
1.20
M2.3X0.4
2.60
0.28
0.25
#8
13.80
2.80
1.70
4.08
0.51
0.30
#10
20.70
3.40
2.30
4.20
0.52
0.35
#12
28.00
4.00
2.80
M3X0.5
6.12
1.42
0.60
1/4
46.00
5.70
3.50
M3.5X0.6
9.18
2.24
1.12
5/16
98.00
9.20
5.75
M4X0.7
12.50
2.50
1.50
3/8
127.00
16.00
10.40
M5X0.8
23.50
3.50
2.25
M6X1.0
30.75
4.50
3.00
M8X1.25
102.50
9.20
5.90
M10X1.5
143.00
17.50
10.00
日信螺丝命名规则
螺丝规格书写排列顺序:
直径×长度-介子直径-头型-牙型-头槽型-头底主模形状-牙尾末端形状-/穿介子-加硬-电镀颜色-材质-特定牙长或特定未搓牙部分长度-特别要求
附文件:
QS-ME-01--螺丝标注方式标准
 升级会员
升级会员 