焊接工艺评定报告管道用.docx
《焊接工艺评定报告管道用.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定报告管道用.docx(15页珍藏版)》请在冰豆网上搜索。
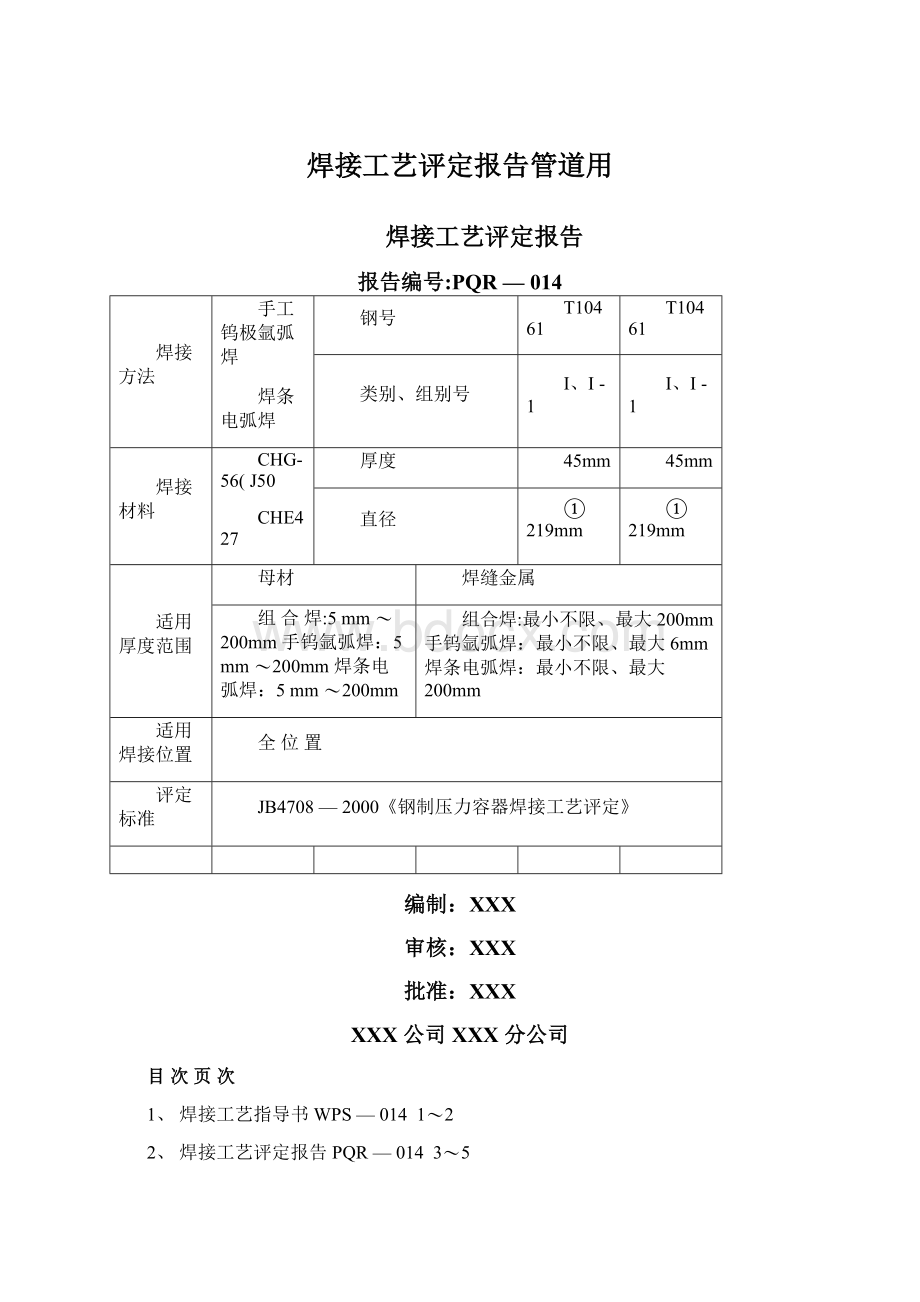
焊接工艺评定报告管道用
焊接工艺评定报告
报告编号:
PQR—014
焊接方法
手工钨极氩弧焊
焊条电弧焊
钢号
T10461
T10461
类别、组别号
I、I-1
I、I-1
焊接材料
CHG-56(J50
CHE427
厚度
45mm
45mm
直径
①219mm
①219mm
适用厚度范围
母材
焊缝金属
组合焊:
5mm〜200mm手钨氩弧焊:
5mm〜200mm焊条电弧焊:
5mm〜200mm
组合焊:
最小不限、最大200mm手钨氩弧焊:
最小不限、最大6mm焊条电弧焊:
最小不限、最大200mm
适用焊接位置
全位置
评定标准
JB4708—2000《钢制压力容器焊接工艺评定》
编制:
XXX
审核:
XXX
批准:
XXX
XXX公司XXX分公司
目次页次
1、焊接工艺指导书WPS—0141〜2
2、焊接工艺评定报告PQR—0143〜5
3、焊接工艺评定施焊记录6
4、焊缝外观质量检查报告7
5、超声波探伤报告8
6、力学性能检验报告9
7、钢材质量证明书10〜16
8、焊条质量证明书17〜20
9、焊丝质量证明书21
焊接工艺指导书
单位名称:
XXX公司XXX分公司
焊接工艺指导书编号:
WPS—014日期:
2011、2、12
焊接工艺评定报告编号:
PQR—014
焊接方法:
手工钨极氩弧焊一一焊条电弧焊机械化程度手工(手工、半自动、自动)
焊接接头:
接头形式管一管对接
坡口形式U形
衬垫(材料及规格)无
其它用机加工加工坡口
简图:
接头形式:
对接;
坡口形式:
U形;
坡口尺寸:
P=0.5〜1.0mm;a=55〜60°;
b=2.5〜3.2mm;h=0.5〜3.0mm;S=45mm
共焊10层,单道焊,采用单面焊双面成形技术焊接;
先焊第1层(打底层),采用手工钨极氩弧焊;
再焊第2、3、4、5、6、7、8、9层(中间层),采用焊条电弧焊;最后焊第10层(盖面层),采用焊条电弧焊。
母材:
类别号I组别号I-1与类别号I组别号I-1相焊及
标准号钢号与标准号钢号相焊
厚度范围:
母材:
对接焊缝组合焊:
5〜200mmGTA:
5mm〜200mm;SMAW5mm〜200mm。
角焊缝不限
管子直径、壁厚范围:
对接焊缝管子直径:
不限;壁厚:
组合焊5〜200mmGTAWmm〜200mm;SMA5mm〜200mm
角焊缝
焊缝金属厚度范围:
对接焊缝最小不限、组合焊:
最大200mmGTAW最大6mm;SMAW最大200mm。
角焊缝
其它返修焊、补焊
焊接材料:
焊材类别
焊条
焊丝
焊材标准
GB/T5117-1995
GB/T8110-1995
填充金属尺寸
①3.2X350、①4.0X400
①2.5
焊材型号
E4315
ER50-6
焊材牌号
CHE427
CHG-56(J50)
其它:
焊前应将焊条在100~150C烘干1小时,然后放在100C左右的保
温筒内随用随取。
预热:
焊后热处理:
预热(C)(允许最低值)
比常温低50C
层间温度(C)(允许最高值)
200C
温度范围(C)
保持预热时间
保温时间(h)
加热方式
电特性:
电流种类:
GTAW:
直流;SMAW:
直流极性:
GTAW:
正接;SMAW:
反接
焊接电流范围(A)GTAW:
150〜160;SMAW:
105〜170电弧电压(V):
GTAW:
23〜26;SMAW:
23〜30
(按所焊位置和厚度分别列出电流和电压范围记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
(mm)
极性
电流(A)
第1层(打底层)
GTAW
ER70S-6
①2.5
正接
150〜160
23〜26
9〜12
18〜21
第2层(中间层)
SMAW
CHE427
①3.2
反接
105〜115
23〜26
10〜15
9.6〜12.3
第3层(中间层)
SMAW
CHE427
①3.2
反接
105〜115
23〜26
10〜15
9.6〜12.3
第4层(中间层)
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
9.6〜12.3
第5层(中间层)
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
9.6〜12.3
第6层(中间层)
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
9.6〜12.3
第7层(中间层)
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
9.6〜12.3
第8层(中间层)
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
9.6〜12.3
第9层(中间层)
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
9.6〜12.3
第10层(盖面层)
SMAW
CHE427
①3.2
反接
105〜115
23〜26
10〜15
9.6〜13.0
钨极类型及直径铈(Ce)钨极、①2.0mm喷嘴直径(mm)①10
技术措施:
摆动或不摆动焊:
摆动参数:
焊前清理和层间清理:
焊前将试件坡口内外两侧20mm范围内的油漆、污物等打磨干净,露出金属光泽;
焊接接头时应打磨接头使之呈缓坡形,每层焊完应清理渣壳。
背面清根方法:
/
单道焊或多道焊(每面)单面多层单道
单丝或多丝焊:
单丝焊
导电嘴至工件距离(mm)锤击:
/
其它:
焊缝余高为0.5〜3mm表面无裂纹、气孔、弧坑、夹渣、咬边深度不超0.5mm,长度不超过焊缝
长度的20%。
焊接工艺评定报告
单位名称:
XXX公司XXX分公司
焊接工艺评定报告编号:
PQR—014焊接工艺指导书编号:
WPS—014
焊接方法:
焊条电弧焊一手工钨极氩弧焊机械化程度手工(手工、半自动、自动)
接头简图:
a接头形式:
对接;衬垫:
无;
坡口形式:
U形;
坡口尺寸:
P=0.5〜1.0mm;a=55〜60°;b=2.5〜3.2m
h=0.5〜3.0mm;A45mm。
共焊10层,单道焊,采用单面焊双面成形技术焊接;
先焊第1层(打底层),采用手工钨极氩弧焊;
再焊第2、3、4、5、6、7、8、9层(中间层),采用焊条电弧焊;最后焊第10层(盖面层),采用焊条电弧焊。
母材:
材料标准:
GB/T14976-2002、GB/T8163-99
焊后热处理:
热处理温度:
钢号:
T10461
保温时间(h):
类别号I组别号I-1与
类别号I组别号I-1相
焊
厚度:
45mm
直径:
①219mm
其它:
保护气体:
气体种类混合比流量(L/min)
保护气体:
氩气(Ar)/6〜7
正面保护气:
氩气(Ar/6〜7
背面保护气:
填充金属:
焊材标准:
GB/T8110-1995GB/T5117-1995
电特性:
电流种类:
GTAW:
直流;SMAW:
直流
焊材牌号:
CHG-56(J50)CHE427
极性:
GTAW:
正接;SMAW:
反接
焊材型号:
ER50-6E4315
钨极尺寸:
①2.0mm
焊材规格:
①2.5①3.2、①4.0
焊接电流(A):
GTAW:
150〜160;SMAW:
105〜170电弧电压(V):
GTAW:
23〜26;SMAW:
23〜28
焊缝金属厚度:
其它:
焊接位置:
对接焊缝位置:
管水平转动焊
技术措施:
焊接速度:
GTAW:
9〜12cm/min;
SMAW:
10〜15cm/min
摆动焊或不摆动:
摆动参数:
角焊缝位置:
方向
预热:
预热温度:
常温C
多道焊或单道焊(每面):
单面多层单道多丝焊或单丝焊:
单丝焊
层间温度:
150C
其它:
其它:
最大线能量GTAW:
25.4KJ/cm;
SMAW:
15.2KJ/cm
焊缝外观检查报告
检查报告编号:
VT2011-P014检验单位:
XXX公司XXX分公司无损检测室
表面裂纹
无
焊缝余高
1〜3mm
表面气孔
无
单面焊根部未焊透
无
弧坑
无
单面焊根部未熔合
无
咬边
无
单面焊根部凹陷
无
检验员:
日期:
2011.02.18审核人:
日期:
2011.02.18
拉伸试验试验报告编号:
TYJC/M/JL2011—00054
检验单位
:
:
XXX工程检测有限公司
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
屈服点
(MPa)
抗拉强度
(MPa)
断裂部位和特征
PQR14-1
20.10
46.30
930.6
/
530
断焊缝
PQR14-2
19.50
44.75
872.6
/
525
断焊缝
弯曲试验:
试验报告编号:
TYJC/M/JL2011—00054检验单位:
XXX工程检测有限公司
试样编号
试样类型
试样厚度(mm)
弯心直径(mm)
弯曲角度(°)
试验结果
PQR14-3
横向侧弯
45
d=4a
180°
合格
PQR14-4
横向侧弯
45
d=4a
180°
合格
PQR14-5
横向侧弯
45
d=4a
180°
合格
PQR14-6
横向侧弯
45
d=4a
180°
合格
冲击试验试验报告编号:
佥验单位
试样编号
试样尺寸
缺口类型
缺口位置
试样温度
(C)
冲击功A
备注
金相检验(角焊缝):
检验报告编号:
检验单位:
根部:
(焊透、未焊透)焊缝:
(熔合、未熔合)焊缝、热影响区:
(有裂纹、无裂纹)
检验截面
I
n
出
IV
V
焊脚差(mm)
无损检验:
检验报告编号:
焊缝编号:
RT:
UT2011—P014检验单位:
XXX公司XXX分公司无损检测室
HGP14
UT:
无超标缺陷,合格
MT:
PT:
其它
附加说明:
结论:
本评定按JB4708-2000规定焊接试件、检验试件、测定性能,确认试验记录正确。
评定结果:
合格。
焊工
姓名
焊工代号
施焊
日期
2011.2.26〜27
编日
制期
审日
核期
批日
准期
焊接工艺评定施焊记录
焊接工艺评定编号
PQR—014
焊工
钢印号
HJ51040020060587
TS6JPZH00084
检验员
记录者
母
材
名称
钢号
尺寸mm
炉批号
材质证明
其它
无缝钢管
T10461
①219X45X240
/
见材质证明书
/
焊
材
牌号
尺寸mm
炉批号
烘干
材质证明
其它
CHG-56(J50
①2.5
11-6015
/
证书编号11096
自贡大西洋
CHE427
①3.2
①4.0
114531
114527
150C1h100C使用
证书编号1102674
证书编号1102671
自贡大西洋
焊接位置
管-管对接水平转动焊
施焊技术
手钨氩弧焊打底,其余焊条电弧焊
预热温度
常温
层间温度
150C
焊后热处理
/
清根方法
/
保护气体
氩气(Ar)
层
焊接
方法
焊材
牌号
焊材规格
(mm)
电流种类及极性
电流
(A)
电压
(V)
焊接速度
(cm/min)
钨极直径
(mm)
喷嘴直径
(mm)
打底层
GTAW
ER70S-6
①2.5
正接
150〜160
23〜26
9〜12
①2
①10
中间层
SMAW
CHE427
①3.2
反接
105〜115
23〜26
10〜15
/
/
中间层
SMAW
CHE427
①3.2
反接
105〜115
23〜26
10〜15
/
/
中间层
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
中间层
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
中间层
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
中间层
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
中间层
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
中间层
SMAW
CHE427
①4.0
反接
160〜170
23〜26
10〜15
盖面层
SMAW
CHE427
①3.2
反接
105〜115
23〜26
10〜15
/
/
单位:
XXX公司XXX分公司
施焊时间:
2011、2、16〜17
焊缝外观质量检查报告
工程名称:
焊接工艺评定
检验时间:
2011年2月18日
报告编号:
VT2011—P014报告日期:
2011年2月18日
序号
焊缝编号
焊工代号
焊接日期
检杳项目
结果
裂纹
气孔
夹渣
咬边
弧坑
焊角差
焊角高度
1
HGP14
HJ51040020060587
TS6JPZH00084
201121417
无
无
无
无
无
/
/
合格
检查员:
审核:
CX12---003---01
超声波探伤报告
委托单位:
XXX安装工程分公司报告编号:
UT2011—P014
工程名称焊接工艺评定
工件名称管状对接试件
探伤部位管对接环焊缝工件尺寸①219X45X240探伤焊缝1道
探伤万法单斜探头接触法探头参数5P8X10K2仪器型号CTS-220
0
探伤标准JB/T4730.3-2005扫描调节深度1:
1调节耦合剂机油
探伤比例
100%参考试块CSK-IA、CSK-川A探测面单面双侧
探伤灵敏度DAC-12dB(另藕合补偿4dB)
探伤结论合格探伤部位示意图:
(单位:
mm)
工240A
探伤焊缝
54
说明:
1、本探伤是根据委托单位之探伤委托要求对该对接焊缝进行超声波探伤检测的,焊
缝进行100%超声波探伤。
焊接质量不低于《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)规定的U级为合格。
2、根据上述规定,执行的探伤标准为JB/T4730.3-2005,评定等级为U级,检验等级为B级。
3、探伤部位:
见示意图中粗黑短线所示。
探伤情况
根据委托方之探伤要求,对上述对接环焊缝进行了超声波探伤抽查,结
果未发现超标缺陷,按JB/T4730.3-2005标准U级评定合格。
特别说明
1•本报告必须经检测人员亲笔签名及盖有鲜红检测印章方有效;
2•本报告涂改或复印无效。
探伤人员
U级
审核人员
U级
探伤日期
2011219
报告日期
2011.2.19
 升级会员
升级会员 