MH3640竖向钢筋电渣压力焊机使用说明书复习进程.docx
《MH3640竖向钢筋电渣压力焊机使用说明书复习进程.docx》由会员分享,可在线阅读,更多相关《MH3640竖向钢筋电渣压力焊机使用说明书复习进程.docx(11页珍藏版)》请在冰豆网上搜索。
MH3640竖向钢筋电渣压力焊机使用说明书复习进程
MH—36、40竖向钢筋电渣压力焊机使用说明书
(竖向钢筋埋弧对焊机)
一.用途与使用范围:
在高楼林立的当今世界,建筑业迅速发展、钢筋混凝土框架结构,箱型结构日益增多,大量钢筋需要现场对焊,MH—36、40型竖向钢筋电渣压力焊机是完成建筑工程中竖向钢筋焊接的理想设备,从而抛弃了旧工艺绑条焊、搭接焊、坡口焊等工艺。
该设备具有功效高,节省能源,节约钢筋,改善了工人的劳动环境,焊接质量高,而且可降低工程成本。
该焊接装置能对焊国产Φ14—Φ40的Ⅰ,Ⅱ,Ⅲ级钢筋(或进口钢筋),经大量试件抗拉实验结果表明,均符合“中华人民共和国城乡建设环境保护部颁布标准《钢筋焊接及验收规程》(JGJ18—84)的规定。
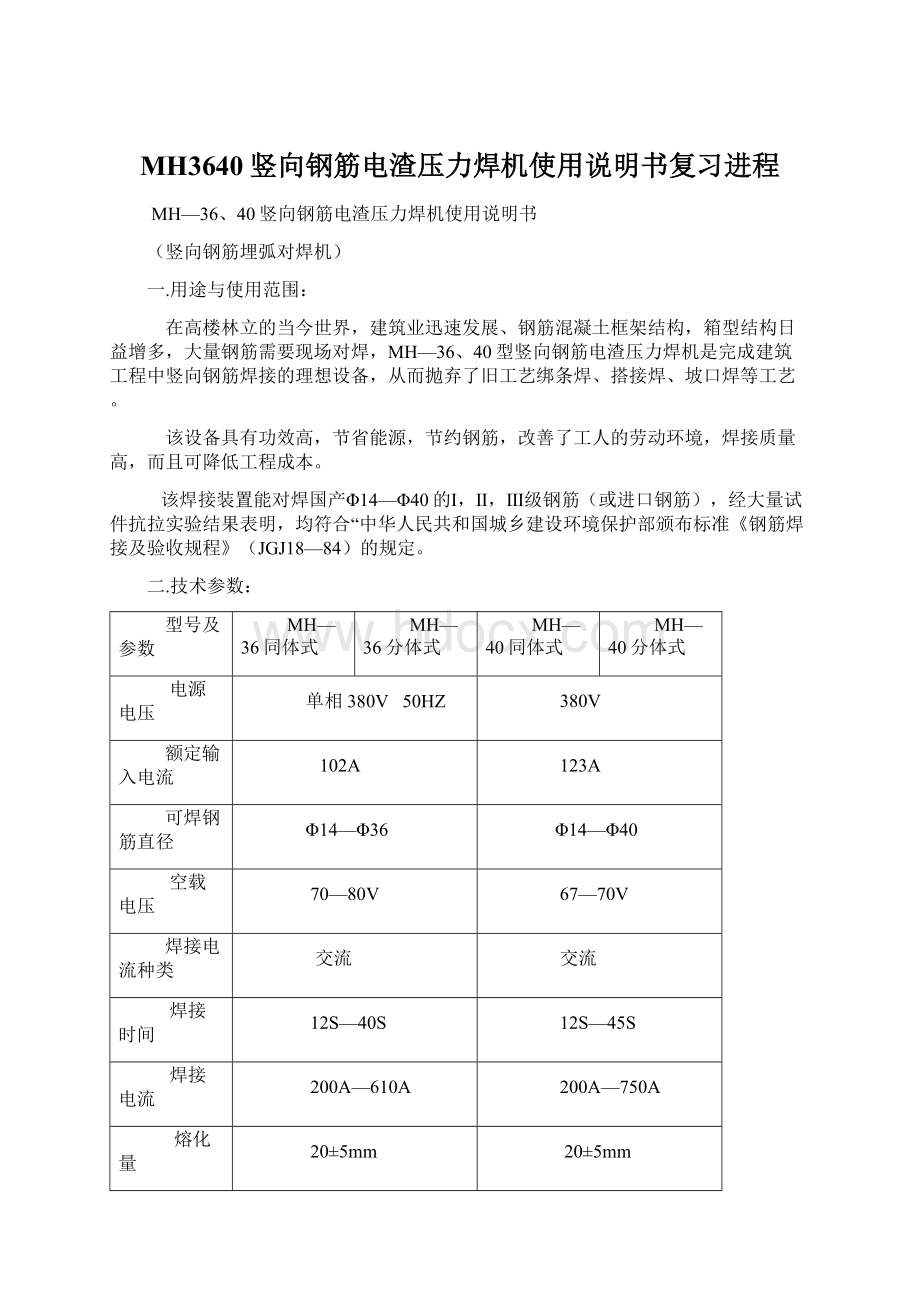
二.技术参数:
型号及参数
MH—36同体式
MH—36分体式
MH—40同体式
MH—40分体式
电源电压
单相380V 50HZ
380V
额定输入电流
102A
123A
可焊钢筋直径
Φ14—Φ36
Φ14—Φ40
空载电压
70—80V
67—70V
焊接电流种类
交流
交流
焊接时间
12S—40S
12S—45S
焊接电流
200A—610A
200A—750A
熔化量
20±5mm
20±5mm
全套重量
302Kg
314Kg
对接压力
〉3000N
〉3000N
机头重量
齿轮式8.6Kg
杠杆式10Kg
三.工作原理:
1.本装置对焊钢筋可分为四个过程,即:
引弧、电弧、电渣、顶压。
其连续工作过程:
在近80V空载电压的作用下,钢筋端头起弧熔化,电弧热熔化周围的431焊剂,熔态焊剂导电率增大,产生更高的电阻热,因而导致更多的焊剂熔化,逐渐形成渣池。
使上下钢筋端部,在电渣熔池中加大熔化量,当上下钢筋熔化量达到一定数值(约20mm)时,施加大于3000N顶锻压力,压到底时同时断电,焊接过程完毕,冷却后敲去渣壳,现出有光泽的焊包。
2.电气工作原理(以齿轮式为例)
当焊接准备完毕后,按下该机具的白色按钮使焊机或控制箱内的中间继电器动作,接触器吸合,电焊机通电,同时定时装置开始计时。
夹在上下钢筋的焊把接通电源,立即反时针转动手柄引弧,保持电压表指示在35—45V范围内。
电压偏高上提钢筋,电压偏低下送钢筋,保持电压稳定,蜂鸣器响,电弧时间达到电渣时间开始时下送上钢筋,进入电渣过程,保持电压表指示在22V—27V之间。
当指示灯灭,蜂鸣器不响,既顺时针转动摇柄,进行焊件的加压。
当手柄往下摇不动时,按下红色按钮,断电,从而使中间继电器失电,接触器断电,这样电焊机初级断电,焊接过程结束。
四.操作与使用
1.根据所购机型,按附图3或附图4接好线。
2.根据所焊钢筋直径调节弧焊机电流调节装置,使其指示到所焊钢筋位置,也可参考表1对电流进行调节。
3.将同体式电源上或分体控制箱上功能选择开关置电渣焊位置,控制电源开关置开位置,这时电源指示灯及电渣焊指示灯亮。
4.用焊机头上的下夹具夹住固定的下钢筋,下钢筋端头伸在焊机筒中偏下位置,对于齿轮式机头则将上夹具摇到距上止点1.5厘米处,把待焊钢筋夹在上夹具上,对于杠杆式机头则是将杠杆置水平位置,把钢筋夹在上夹具上。
5.对于齿轮式机头则将焊接电缆的两个电极夹夹在上下两钢筋接近机头的部位,对于杠杆式机头将焊接电缆快速插头插在机头的两电极上,操作手把插在机头的杠杆上,将监视器引线插在机头下部的插孔里(见附图2)
6.上下钢筋端头顶住,并应接触良好,装上焊剂筒,底部放上合适的石棉防漏垫,将下部间隙堵严,关闭焊剂筒,将干燥的431焊剂倒入筒内,以装满为准。
7.焊接开始时对于齿轮式机头,把焊把钳夹在施焊的上下钢筋上。
按下操做盒上的白色按钮,电源接通,钢筋端头打火后,立即摇动手柄半周至一周,提升上钢筋2—4mm,引燃电弧。
观察电压表,如电压偏低,反时针摇动手柄,如电压偏高,顺时针摇动手柄,使电压稳定在35—45V之间。
见机具仪表壳上的指示灯闪亮时,下送上钢筋使电压稳定在22—27V之间,仪表壳上的指示灯灭时顺时针迅速摇动手柄下送钢筋,并用力顶紧,同时断电,至此一个接头焊接完毕。
稍保温后打开焊剂筒,倒出剩余焊剂,卸下焊把钳,卸下机具,另一机焊具已夹装好的钢筋上,又可施焊,这样可以交替进行焊接。
对于杠杆式机头,焊接时按下手把的控制开关,并轻按手把引燃电弧,使监视器指针在“电渣电弧”位置,数字显示时间达到要求后,(参考表一)迅速抬起手把,使钢筋接口处产生一定压力,并同时释放控制开关,焊接过程结束。
8.待焊包完全冷却后再敲去渣壳。
表1焊接规范参数,仅供参考
钢筋直径
(mm)
焊接电压(V)
焊接电流
(A)
焊接通电时间
(S)
电弧过程
电流过程
14
16
18
20
22
25
28
32
36
40
35—45
22—27
150—200
200—250
250—300
300—350
350—400
400—450
500—550
600—650
700—750
850—900
16
18
20
22
24
27
30
34
38
40
注:
当电网波动时,应根据具体情况,调整焊接电流和焊接时间。
五.注意事项:
1.当焊接异径钢筋时,按较大直径选择电流,时间则选择平均时间。
2.当钢筋严重锈蚀时要稍加清理,以保证端部及电极连接部导电良好。
3.钢筋不垂直度应≤20度。
4.焊剂应干燥,焊接时不要散漏。
5.Ⅳ级钢筋不宜使用本工艺焊接。
6.接头焊接完毕,机头卸下后,需隔5分钟才可敲掉焊渣。
7.需进行手工电弧焊时,换上焊把钳,把主机上的功能选择开关置电弧焊一侧即可。
8.机头长时间不用时,应放置于清洁干燥处,防止生锈,转动部位应加润滑油。
9.电源和电焊机控制箱外壳必须牢固接地线;接地线需用截面积大于4平方毫米的铜制导线。
10上下钢筋端部要直,端面不应有泥土、锈块、水泥等不导电的杂质。
11.431焊剂要烘干。
一般在250度保温二小时烘干,或用其它烘烤方法。
12.操作人员必须戴绝缘手套,穿绝缘鞋。
13.施焊变径钢筋时两直径之差不超过5mm,同时应使其轴线处于同轴位置,焊接参数按小直径钢筋选择后再增大10%。
14.焊接过程中钢筋不能与焊好钢筋相碰。
15.对接压力〉3000N,顶压要快而稳。
当操作不慎上下钢筋粘住时,不可用手柄把上钢筋直接拉起。
应断开电源,重新拆去焊机筒,摇动上钢筋使其分开,再重新进行卡装。
16.在施焊前应对所用的钢筋进行试焊,对试件做抗拉极限强度实验,由此确定焊接参数(焊接电流,焊接时间等)对进口的钢筋更应做出可靠结果后方能施焊。
17.再施焊过程中应随时检查焊接质量,首先进行外观检查,若发现斜倾偏离太多、焊口不满等现象,应切断重新焊接。
六.维修、保养及故障排除:
1.操作人员要爱护、保管好设备,工作完毕后应把本装置置于安全处,防止雨淋及灰尘对焊机造成损害,并经常清理擦试设备,尤其是主机内部及交流接触器的触点,转动部位注油保养。
2.保护好仪表、开关等易损零件。
3.维修要有专业人员进行,发现有异常现象时,应立即停电进行检修。
先检查外观,然后根据电气原理图找出故障原因。
对接头缺陷及防止措施:
序号
常见缺陷
防止措施
1
轴线偏移
或弯折大
1.校直钢筋。
2.夹装时夹正钢筋:
太长的钢筋要有人扶正。
3.对接力不要过大。
2
焊包不均匀
1.提高焊接电压。
2.上下钢筋端面不能倾斜太大。
3.焊剂密度不均或有杂质。
3
焊包不满
1.适当加大焊接电流和时间,增大熔化量。
4
焊包成型不好
石棉布堵严焊剂筒下部的间隙,防止铁水流失。
5
焊包有气孔
焊剂要烘干去除杂质,钢筋严重腐蚀要除锈。
6
过热(退火)
1.减少焊接电流。
2.缩短焊接时间。
7
焊包有裂纹
延长保温时间,减少焊接电流。
8
拉力不够
调整焊接电流(加大)。
按规程重新操作(操作失误)。
使用干燥焊剂(焊剂太潮)。
化验钢筋是否符合Ⅰ—Ⅲ级钢材的要求(钢筋质量不好)
焊机常见故障的排除:
故障
具体表现
原因
处理方法
不
起
弧
监视器仪表指示为
零,监视器仪表
指示超过正常值
1.焊接没有输出电流。
2.两钢筋短路。
3.机头内发生短路。
4.钢筋严重锈蚀或焊口处
被水泥焊剂等物垫住。
检修电源,保险管,控制电缆,插头座,控制开关,交流接触器及通用继电器的吸合电路。
操作失误,重新操作,清理赃物或更换绝缘套件。
清理后重新操作。
控
制
失
灵
监视器数字显示不正常或不显示
1.控制开关,控制电缆及插头座发生故障。
2.监视器坏。
检修相应部件更换监视器。
控制开关释放后不断电
交流接触器或通用继电器触点烧住。
停电后清理或更换。
控制开关不起作用
1.保险管烧坏。
2.控制电缆断线。
3.控制电缆插头座损坏。
4.控制变压器损坏。
5.通用继电器或交流接触器线圈烧毁。
6.开关本身坏。
更换保险管。
检查、焊接。
更换电缆插头座。
更换控制变压器。
更换或修理。
更换控制按钮或开关。
七.附录:
图一.齿轮式机头装置示意图
图二.杠杆式机头装置示意图
图三.同体式接线图
图四.分体式接线图
图五.电气原理图
返回
 升级会员
升级会员 