SMT现场缺陷解决手册.docx
《SMT现场缺陷解决手册.docx》由会员分享,可在线阅读,更多相关《SMT现场缺陷解决手册.docx(16页珍藏版)》请在冰豆网上搜索。
SMT现场缺陷解决手册
作者:
耿明(江苏SMT学会)
为了加强工程师/技术员的在线解决问题的能力,效率。
特编写本内容
工艺指导
1.锡膏印刷
锡膏印刷工位主要有以下缺陷:
锡膏不足,锡膏过多,锡膏桥接,锡膏粘刮刀
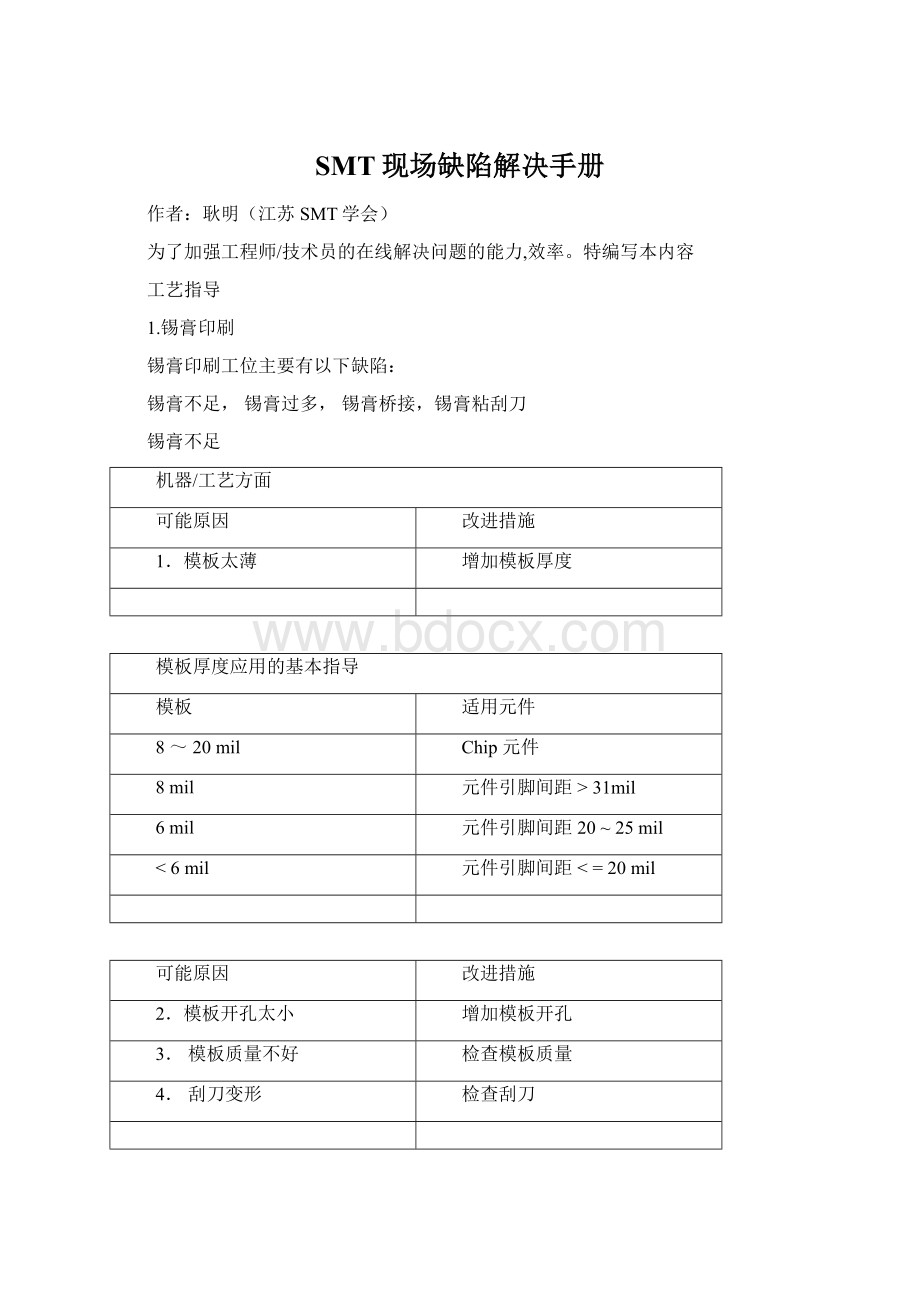
锡膏不足
机器/工艺方面
可能原因
改进措施
1.模板太薄
增加模板厚度
模板厚度应用的基本指导
模板
适用元件
8~20mil
Chip元件
8mil
元件引脚间距>31mil
6mil
元件引脚间距20~25mil
<6mil
元件引脚间距<=20mil
可能原因
改进措施
2.模板开孔太小
增加模板开孔
3.模板质量不好
检查模板质量
4.刮刀变形
检查刮刀
物料/工艺方面
可能原因
改进措施
1.粘度太高
检测锡膏粘度,询问供应商
2.锡膏内锡球太大
检测锡膏内锡球,询问供应商
3.锡膏内金属含量太低
检测锡膏内金属含量,询问供应商
4.锡膏内有气泡
询问供应商
5.锡膏回温不够
锡膏回温
6.模板上锡膏量不够
加锡膏
锡膏过多
机器/工艺方面
可能原因
改进措施
1.模板损坏
检验模板
2.模板质量不好
检验模板质量
3.模板松动
重绷模板
4.刮刀速度太快
降低刮刀速度
5.刮刀压力太小
增加刮刀压力
物料/工艺方面
可能原因
改进措施
1.锡膏粘度太高
检测锡膏粘度
2.板子弯曲
筛选PCB板
3.PCB板焊盘之间高度不平
筛选PCB板
4.PCB板焊盘与焊盘之间无阻焊膜
修改设计
锡膏粘刮刀
机器/工艺方面
可能原因
改进措施
N/A
N/A
物料/工艺方面
可能原因
改进措施
1.模板上锡量不够
加锡膏
2.锡膏粘度太高
检测锡膏粘度并质询供应商
2.点胶
点胶工位主要有以下缺陷:
拉丝,Nozzle阻塞
拉丝
机器/工艺方面
可能原因
改进措施
1.机器压力太大
降低机器压力
2.喷的时间太长
换用大的Nozzle
3。
Nozzle与PCB的距离太长
降低Nozzle与PCB的距离太长
4.喷头太长
缩短喷头
物料/工艺方面
可能原因
改进措施
1.粘度太高
质询供应商是否提高保存温度
2.胶水里有空气
用离心器将胶水里的空气去除
Nozzle阻塞
机器/工艺方面
可能原因
改进措施
1.机器停的时间太长
及时清洗Nozzle
2.喷嘴和胶水反应
用不锈钢Nozzle
物料/工艺方面
可能原因
改进措施
1.胶水暴露在空气下太长
遵循胶水的保存方法
2.胶水混有杂物
质询供应商
胶量不足
机器/工艺方面
可能原因
改进措施
1.Nozzle阻塞,气泡,有杂质
及时清洗Nozzle,换料
2.Nozzle弯曲
换Nozzle
3.机器点胶量不稳定
检查机器点胶量的稳定性
物料/工艺方面
可能原因
改进措施
1.PCB不平
筛选PCB
2.胶水粘度太高
换胶
胶量过多
机器/工艺方面
可能原因
改进措施
1.胶水粘度太小
降低温度
2.机器压力太大
降低机器压力
3.Nozzle太大
换用小的Nozzle
物料/工艺方面
可能原因
改进措施
1.胶水粘度太低
换胶
掉元件
机器/工艺方面
可能原因
改进措施
1.未完全固化
检查固化温度与时间
2.胶水硬化
降低印胶,贴装,固化之间的时间
3.胶点太小
增大胶点或印两个胶点在元件的两边。
4.PCB板运动加速度太快。
降低加速度或选用黏度高的胶水
5.元件打偏。
调整贴装程序
物料/工艺方面
可能原因
改进措施
1.胶水粘和力
检查PCB板及元件的干净程度
2.胶点和元件的接触不够
改变胶点的位置或增大胶量
3.胶点在固化的时候收缩
换用另外一种胶水
胶点中的气泡
机器/工艺方面
可能原因
改进措施
N/A
N/A
物料/工艺方面
可能原因
改进措施
1.胶水中的湿汽
换胶
2.PCB板中的湿汽
烘PCB板
3.元件中的湿汽
烘元件
3.元件贴装
元件贴装工位主要有以下缺陷:
极性错误,错件,元件丢失,元件错位,元件损坏
极性错误
机器/工艺方面
可能原因
改进措施
1.程序错误
修改程序
物料/工艺方面
可能原因
改进措施
1.元件在Feeder中的极性和程序不一至
修改程序
2.元件在Feeder中的极性混乱
换料
3.板子的极性标识错误
检查装配图
错件
机器/工艺方面
可能原因
改进措施
1.程序错误
修改程序
物料/工艺方面
可能原因
改进措施
1.在Feeder中的元件和程序不一至
检查Feeder中的元件
2.元件在Feeder中的混料
换料
3.上料SIC错误
修正SIC
元件丢失
机器/工艺方面
可能原因
改进措施
1.真空不足
检查真空
2.程序错误
修改程序
物料/工艺方面
可能原因
改进措施
1.PCB板弯曲
筛选PCB板,改进垫板方式
2.锡膏粘力不足
缩短锡膏印刷,贴装,回流焊之间的时间
元件错位
机器/工艺方面
可能原因
改进措施
1.真空不足
检查真空
2.程序错误
修改程序
3.进板传送带歪斜
调整进板传送带
4.机器精度不够
换机器
物料/工艺方面
可能原因
改进措施
1.PCB板原点不准
检查PCB板
2.锡膏粘力不足
缩短锡膏印刷,贴装,回流焊之间的时间
元件损坏
机器/工艺方面
可能原因
改进措施
1.PD不准
修改PD
2.PCB弯曲
筛选PCB板,改进垫板方式
物料/工艺方面
可能原因
改进措施
1.原材料损坏
检查原材料
4.回流焊
回流焊工位主要有以下缺陷:
焊点发暗,开路,桥接,碑立,焊球,元件错位,电容开裂,焊点不良
焊点发暗
机器/工艺方面
可能原因
改进措施
1.预热时间太长锡球氧化
降低预热时间
2.Wetting时间焊点发暗
降低Wetting时间
物料/工艺方面
可能原因
改进措施
1.元件引脚端有杂质
检查原材料
2.元件引脚端含金
检查原材料镀层材料
3.元件引脚氧化
换料
开路
机器/工艺方面
可能原因
改进措施
1.细间距元件引脚往引脚上吸锡
提高预热温度/时间
改用2%的含银锡膏来降低溶化温度。
物料/工艺方面
可能原因
改进措施
1.焊盘上有孔吸锡
改变设计
2.元件引脚不平
换料
3.锡膏印偏
修正印刷程序或改模板
4.锡膏不足
检查锡膏印刷
桥接
机器/工艺方面
可能原因
改进措施
N/A
N/A
物料/工艺方面
可能原因
改进措施
1.锡膏印偏
修正印刷程序或改模板
2.锡膏太多
检查锡膏印刷
3.锡膏塌陷
检查锡膏
4.焊盘间距太近
修改设计
碑立
机器/工艺方面
可能原因
改进措施
1.元件两端受热不均匀
提高预热温度/时间
物料/工艺方面
可能原因
改进措施
1.焊盘尺寸不一
修改设计
2.元件的阻焊膜比焊盘高
修改设计
3.焊盘受热不均匀
修改设计
4.焊盘超过元件端太多
修改设计
5.锡膏太多
减少模板的厚度或阻焊膜的厚度
6.锡膏印歪
检查锡膏印刷
7.元件打歪
检查贴片程序
8.焊盘上有阻焊膜
换PCB板
焊球
机器/工艺方面
可能原因
改进措施
1.助焊剂在回流过程中飞溅
提高预热温度/时间
物料/工艺方面
可能原因
改进措施
1.锡膏氧化
用新鲜的锡膏
2.模板开孔不对
修改模板设计
元件错位
机器/工艺方面
可能原因
改进措施
1.元件在回流过程中流动
提高预热温度/时间
2.传送带振动
检查传送带
3.帘带刷到元器件
减短帘带
物料/工艺方面
可能原因
改进措施
1.元件在回流过程中流动
改变设计
2.元件贴歪
修改贴片程序
电容开裂
机器/工艺方面
可能原因
改进措施
1.热冲击
预热速度为2~3C/S
物料/工艺方面
可能原因
改进措施
1.元件结构设计不良
改变设计
2.元件贴装时开裂
修改贴片程序
3.来料开裂
换料
5.波峰焊
回流焊工位主要有以下缺陷:
开路,桥接,孔内上锡不足,溢锡,冷焊,焊料球
开路
机器/工艺方面
可能原因
改进措施
1.振动波太低
增大振动波
2.波高太低
提高波高
3.Nozzle被阻塞
清洗Nozzle
4.夹具变形
修理夹具
5.传送Finger变形
换Finger
6。
机器/Nozzle/传送带不水平
调水平
7.传送带速度太快
降低速度
8.进板方向不恰当
改变进板方向90,180,270
9.助焊剂活性太低
换助焊剂
物料/工艺方面
可能原因
改进措施
1.助焊剂的固体含量太多
改助焊剂
2.锡锅内杂质太多
换锡
3.板子弯曲
换料
4.有胶水在SMD焊盘上
参考第二节
5.焊盘上有阻焊膜
换PCB板
6.焊盘/元件的可焊性不好
换材料
7.焊盘和其他元件靠得太近
修改设计
8.焊盘超出元件的部分太少
修改设计
9.阴影效应的影响
修改设计
10.阻焊膜离焊盘太近
修改设计
桥接
机器/工艺方面
可能原因
改进措施
1.波高设置不恰当
修正波高设置
2.助焊剂不够
增加助焊剂量
3.夹具变形
修理夹具
4.传送Finger变形
换Finger
5。
机器/Nozzle/传送带不水平
调水平
6.传送带速度太慢
提高速度
7.进板方向不恰当
改变进板方向90,180,270
物料/工艺方面
可能原因
改进措施
2.助焊剂活性太低
换助焊剂
2.板子弯曲
换料
3.有胶水在SMD焊盘上
参考第二节
4.焊盘上有阻焊膜
换PCB板
5.焊盘/元件的可焊性不好
换材料
6.焊盘和其他焊盘靠得太近
修改PCB板设计
修改夹具设计使PCB板45度焊接。
7.元件错位
参考第二节
8.SOIC元件
加一个拉锡的焊盘
孔内上锡不足
机器/工艺方面
可能原因
改进措施
1.振动波太低
增大振动波
2.助焊剂活性太低
换助焊剂
3.夹具变形
修理夹具
4.传送Finger变形
换Finger
5.机器/Nozzle/传送带不水平
调水平
6.传送带速度太快预热温度不够
降低速度
7.助焊剂量不够
增加助焊剂量
物料/工艺方面
可能原因
改进措施
1.锡锅内杂质太多
换锡
2.板子弯曲
换料
3.孔内有阻焊的杂物
换料
4.阻焊膜离孔/焊盘太近
修改设计
5.孔的镀层镀得不好
换料
溢锡
机器/工艺方面
可能原因
改进措施
1.板子太大太重
加加强筋
2.锡波太高
降低锡波
3.传送带速度太慢
加快传送带速度
4.预热温度太高
优化程序
物料/工艺方面
可能原因
改进措施
1.板子弯曲
换料
2.很重的元件被设计在板子的中央
改变设计
3.地线设计不好
修改设计
4.板子上有孔
用阻焊膜将控封起来。
冷焊
机器/工艺方面
可能原因
改进措施
1.预热温度太低
调整预热温度
2.传送带速度太快
检查调整
3.助焊剂活性太低
换助焊剂
物料/工艺方面
可能原因
改进措施
1.元件/焊盘的可焊性不好
换料
焊料球
机器/工艺方面
可能原因
改进措施
1.助焊剂活性太低
换助焊剂
2.振动波太高
检查调整
物料/工艺方面
可能原因
改进措施
1.阻焊膜和助焊剂不兼容
换阻焊膜或助焊剂
2.助焊剂有杂质
换助焊剂
 升级会员
升级会员 