数控切削参数表.docx
《数控切削参数表.docx》由会员分享,可在线阅读,更多相关《数控切削参数表.docx(27页珍藏版)》请在冰豆网上搜索。
数控切削参数表
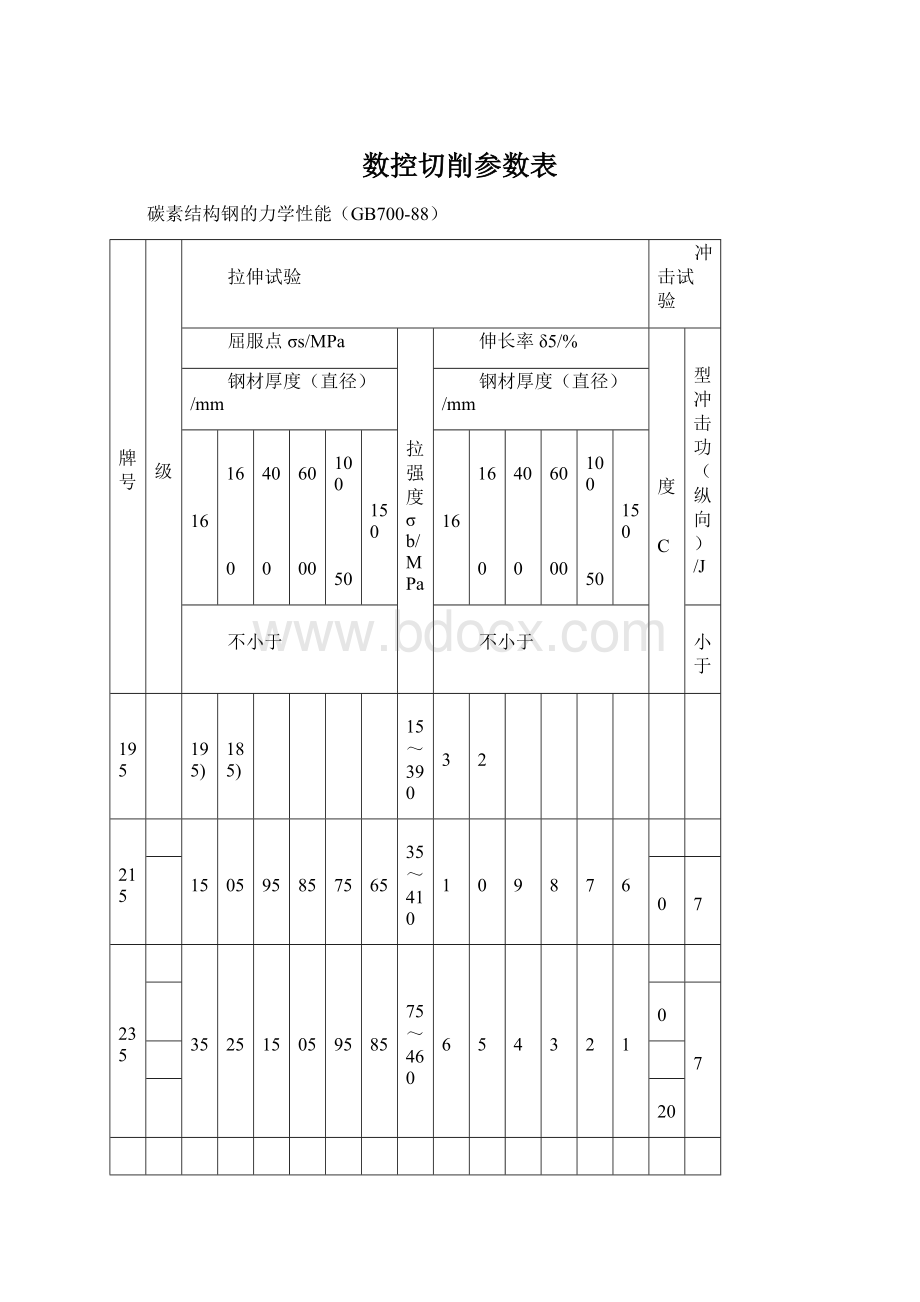
碳素结构钢的力学性能(GB700-88)
牌号
等级
拉伸试验
冲击试验
屈服点σs/MPa
抗拉强度σb/MPa
伸长率δ5/%
温度
/C
V型冲击功(纵向)/J
钢材厚度(直径)/mm
钢材厚度(直径)/mm
≤16
>16
~
40
>40
~
60
>60
~
100
>100
~
150
>150
≤16
>16
~
40
>40
~
60
>60
~
100
>100
~
150
>150
不小于
不小于
不小于
Q195
—
(195)
(185)
—
—
—
—
315~390
33
32
—
—
—
—
—
—
Q215
A
215
205
195
185
175
165
335~410
31
30
29
28
27
26
—
—
B
20
27
Q235
A
235
225
215
205
195
185
375~460
26
25
24
23
22
21
—
—
B
20
27
C
0
D
-20
Q255
A
255
245
235
225
215
205
410~510
24
23
22
21
20
19
—
—
B
20
27
Q275
—
275
265
255
245
235
225
490~610
20
19
18
17
16
15
—
—
注:
A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)
工件材料
铸铁
钢及其合金
铝及其合金
刀具材料
高速钢
硬质合金
高速钢
硬质合金
高速钢
硬质合金
铣
粗铣
10~20
40~60
15~25
50~80
150~200
350~500
精铣
20~30
60~120
20~40
80~150
200~300
500~800
镗
粗镗
20~25
35~50
15~30
50~70
80~150
100~200
精镗
30~40
60~80
40~50
90~120
150~300
200~400
钻 孔
15~25
—
10~20
—
50~70
—
扩孔
通孔
10~15
30~40
10~20
35~60
30~40
—
沉孔
8~12
25~30
8~11
30~50
20~30
—
铰孔
6~10
30~50
6~20
20~50
50~75
—
攻螺纹
~5
—
~5
—
5~15
—
铣削时的切削速度
加工材料
硬度HB
切削速度(m/min)
高速钢铣刀
硬质合金铣刀
低碳钢
中碳钢
高碳钢
合金钢
高速钢
灰铸铁
可锻铸铁
铸钢
铝合金
125~175175~225225~275
275~325325~375375~425
175~225225~275275~325325~375375~425
200~250
100~140140~190190~220220~260260~320
110~160160~200200~240240~280
100~160160~200200~225
24~4221~4018~36
15~279~21~15
21~3618~3315~2712~219~156~1221~3615~3012~27~185~15
12~23
24~3621~3015~249~18~10
42~6024~3612~249~21
18~2715~2412~21
180~300
75~15070~12560~115
54~9045~7536~60
75~13568~12060~10553~9045~6836~5475~13060~12055~10037~8030~60
45~83
110~15068~12060~10545~9021~30
105~21083~12072~12042~60
68~10560~9053~75
360~600
铣削加工每齿进给量推荐值 (mm/z)
工 件材 料
工件材料硬度(HB)
硬 质 合 金
高 速 钢
端铣刀
三面刃铣刀
圆柱铣刀
立铣刀
端铣刀
三面刃铣刀
低碳钢
~150
150~200
~
~
~
~
~
~
~
~
~
~
~
~
中、高碳钢
120~180
180~220220~300
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
灰铸铁
150~180
180~220
220~300
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
可锻铸铁
110~160
160~200
200~240
240~280
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
含C<3%合金钢
125~170
170~220
220~280
280~320
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
含C>3%合金钢
170~220
220~280
280~320
320~380
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
~
工具钢
退火状态
HRC36
HRC46
HRC56
~
~
~
~
~
~
~
~
~
~
-
-
~
~
-
-
~
~
-
-
~
~
-
-
镁合金钢
95~100
~
~
~
~
~
~
数控铣削每齿进给量 经验值
工件材料
每齿进给量(mm/z)
粗铣
精铣
高速铣刀
硬质合金铣刀
高速铣刀
硬质合金铣刀
钢
~
~
~
~
铸铁
~
~
H13~H7孔加工方式余量(孔长度小于5倍直径)
孔的精度
孔的毛坯性质
在实体材料上加工孔
预先铸出或热冲出的孔
H12,H13
一次钻孔
用车刀或扩孔钻镗孔
H11
孔径≤10:
一次钻孔
孔径>10~30:
钻孔及扩孔
孔径>30~80:
钻孔、扩钻及扩孔;或钻孔,用扩孔刀或车刀镗孔及扩孔
孔径≤80:
粗扩和精扩;或用车刀粗镗和精镗;或根据余量一次镗孔或扩孔
H10,H9
孔径≤10:
钻孔及铰孔
孔径>10~30:
钻孔、扩孔及铰孔
孔径>30~80:
钻孔、扩钻及铰孔;或钻孔,用扩孔刀镗孔、扩孔及铰孔
孔径≤80:
扩孔(一次或二次,根据余量而定)及铰孔;或用车刀镗孔(一次或二次,根据余量而定)及铰孔
H8,H7
孔径≤10:
钻孔及一次或二次铰孔
孔径>10~30:
钻孔、扩孔及一次或二次铰孔
孔径>30~80:
钻孔、扩钻(或用扩孔刀镗孔),扩孔及一次或二次铰孔
孔径≤80:
扩孔(一次或二次,根据余量而定)一次或二次铰孔;或用车刀镗孔(一次或二次,根据余量而定)及一次或二次铰孔
注:
当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)
加工孔的直径
直径
钻
粗加工
半精加工
精加工
第一次
第二次
粗镗
或扩孔
粗铰
或半精镗
精铰
或精镗
3
-
-
-
-
-
3
-
4
-
-
-
-
-
4
-
5
-
-
-
-
-
5
-
6
5
-
-
-
-
6
-
8
7
-
-
-
-
8
-
10
9
-
-
-
-
10
-
12
11
-
-
-
12
-
13
12
-
-
-
13
-
14
13
-
-
-
14
-
15
14
-
-
-
15
-
16
15
-
-
-
16
-
18
17
-
-
-
18
-
20
18
-
20
20
22
20
-
22
22
24
22
-
24
24
25
23
-
25
25
26
24
-
26
26
28
26
-
28
28
30
15
28
30
30
32
15
30
32
32
35
20
33
35
35
38
20
36
38
38
40
25
38
40
40
42
25
40
42
42
45
30
43
45
45
48
36
46
48
48
50
36
48
50
50
注:
在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)
加工孔的直径
直径
加工孔的直径
直径
粗镗
半精镗
粗铰或一次半精镗
精铰或
精镗
粗镗
半
精
镗
粗铰或一次半精镗
精铰或精镗
第一次
第
二
次
第
一
次
第
二
次
30
-
28
30
100
95
98
100
32
-
30
32
105
100
103
105
35
-
33
35
110
105
108
110
38
-
36
38
115
110
113
115
40
-
38
40
120
115
118
120
42
-
40
42
125
120
123
125
45
-
43
45
130
125
128
130
48
-
46
48
135
130
133
135
注:
1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次;2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量 (mm)
加工性质
加工面长度
加工面宽度
≤100
>100~300
>300~1000
余量a
公差(+)
余量a
公差(+)
余量a
公差(+)
精铣
≤100
2
>300~1000
2
>1000~2000
2
3
精加工后磨削,零件在装置时未经过校准
≤100
-
-
>300~1000
>1000~2000
精加工后磨削,件在装置在夹具中或用百分表校准
≤100
-
-
>300~1000
>1000~2000
注:
1.精铣时,最后一次行程前留的雨量应该≥。
2.热处理零件磨削的加工余量系将表中值乘以。
高速钢钻头加工钢件的切削用量
工件材料
牌号或硬度
切削用量
钻头直径
1~6
6~12
12~22
22~50
铸铁
HB160-200
m/min
16~24
mm/r
~
~
~
~
HB200-241
m/min
10~18
mm/r
~
~
~
~
HB300-400
m/min
5~12
mm/r
~
~
~
~
钢
35、45
m/min
8~25
mm/r
~
~
~
~
15Cr、20Cr
m/min
12~30
mm/r
~
~
~
~
合金钢
m/min
8~18
mm/r
~
~
~
~
铝
钻头直径
3~8
8~25
25~50
钝铝
m/min
20~50
mm/r
~
~
~
铝合金
(长切削)
m/min
20~50
mm/r
~
~
~
铝合金
(短切削)
m/min
20~50
mm/r
~
~
~
铜
黄铜、青铜
m/min
60~90
mm/r
~
~
~
硬青铜
钻头直径
m/min
1~6
6~12
12~22
22~50
mm/r
~
~
~
高速钢钻头加工铝件的切削用量
钻头直径
(mm)
切削用量
m/min
纯铝
铝合金(长切削)
铝合金(短切削)
mm/r
mm/r
mm/r
20~50
~
~
~
3~25
~
~
~
25~50
~
~1
~
高速钢钻头扩孔、钻孔的切削用量 (mm/r)
工件材料
铸铁
钢、铸钢
铝、铜
切削用量
扩通孔
(=10~18m/min)
沉孔
(=8~12m/min)
扩通孔
(=10~20m/min)
沉孔
(=8~14m/min)
扩通孔
(=30~40m/min)
沉孔
(=20~30m/min)
扩孔钻直径
(mm)
10~15
~
~
~
~
~
~
15~25
~
~
~
~
~
~
25~40
~
~
~
~
~
~
40~60
~
~
~
~
~
~
60~100
~
~
~
~
~
~
备注:
采用硬质合金扩孔钻加工铸铁时。
高速钢铰刀铰孔的切削用量
工件材料
铸铁
钢及合金钢
铝及其合金
切削用量
m/min
mm/r
m/min
mm/r
m/min
mm/r
铰刀直径
(mm)
6~10
2~6
~
~5
~
8~12
~
10~15
2~6
~1
~5
~
8~12
~1
15~25
2~6
~
~5
~
8~12
~
25~40
2~6
~
~5
~
8~12
~
40~60
2~6
12.~
~5
~
8~12
~2
攻螺纹切削速度 (m/min)
加工材料
铸铁
铜及钢
铝及其合金
切削速度
~5
~5
5~15
钻孔的进给量
钻头直径D(mm)
进给量(mm/r)
<3
~
3~6
~
6~12
~
12~25
~
>25
~
镗孔切削用量
工序
工件材料
铸铁
钢
铝及其合金
切削用量
刀具材料
切削速度
m/min
进给量mm/r
切削速度
m/min
进给量mm/r
切削速度
m/min
进给量mm/r
粗镗
高速钢
20~25
~
15~30
~
100~150
~
硬质合金
35~50
50~70
100~250
半精镗
高速钢
20~35
~
15~50
~
100~200
~
硬质合金
50~70
95~135
精镗
高速钢
70~90
D1级
<
100~135
~
150~400
~
硬质合金
D级
~
备注:
当采用高精度的镗刀头镗孔时,切削余量较小,直径上不大于,切削速度可提高一些,铸铁件为100~150m/min,钢件为150~250mmin,铝合金为200~400M/min,巴氏合金为250~500m/min,每转走刀量可在~范围内。
硬质合金端面铣刀的铣削用量
加工材料
工序
铣削深度
(mm)
铣削速度
(m/min)
每齿走刀量
(mm/齿)
钢
粗
2~4
80~120
~
精
~1
100~180
~
钢
粗
2~4
60~100
~
精
~1
90~150
~
钢
粗
2~4
40~70
~
精
~1
60~100
~
铸铁
粗
2~5
50~80
~
精
~1
80~130
~
铝及其合金
粗
2~5
300~700
~
精
~1
500~1500
~
不锈钢的铣削用量
不锈钢的铣削用量
铣刀种类
刀具材料
铣削速度(m/s)
进给速度(mm/s)
立铣刀
高速钢
硬质合金
~
~
~
~
粗加工立铣刀
高速钢
~
~
圆片、三面刃铣刀
高速钢
硬质合金
~
~
~1
~1
面铣刀
硬质合金
1~
~
硬质合金车刀粗车外圆及端面的进给量
工 件
材 料
刀 杆
尺 寸
工 件
直 径
背 吃 刀 量 (mm)
≤3
>3~5
>5~8
>8~12
>12
进 给 量 f(mm/r)
碳素结构钢、合金结构钢及耐热钢
16×25
20
~
40
~
~
60
~
~
~
100
~
~
~
~
400
~
~
~
~
20×30
25×25
20
~
40
~
~
60
~
~
~
100
~
~
~
~
400
~
~
~
~
~
铸铁及铜合金
16×25
40
~
60
~
~
~
100
~
~
~
~
400
~
~
~
~
20×30
25×25
40
~
60
~
~
~
100
~
~
~
~
400
~
~
~
~
~
注:
1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=~;
2、在无外皮加工时,表内进给量应乘第数K=;
3、加工耐热钢及其合金时,进给量不大于1mm/r;
4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=;当钢的硬度为57~62HRC时,乘系数K=。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r
工件材料
表面粗糙度
Ra(μm)
切削速度范围
υc(m/min)
刀尖圆弧半径rε(mm)
铸铁、青铜、铝合金
>5~10
>~5
>~
不限
~
~
~
~
~
~
~
~
~
碳钢及合金钢
>5~10
<50
~
~
~
>50
~
~
~
>~5
<50
~
~
~
>50
~
~
~
>~
<50
~
~
50~100
~
~
~
>100
~
~
~
注:
rε=,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
切断/切槽的进给量
工件直径(mm)
切刀宽度(mm)
加 工 材 料
碳素结构钢、合金结构钢及钢铸件
铸铁、铜合金及铝合金
进 给 量 f(mm/r)
≤20
3
~
~
>20~40
3~4
~
~
>40~60
4~5
~
~
>60~100
5~8
~
~
>100~150
6~10
~
~
>150
10~15
~
~
注:
1、切断直径大于60mm的实心材料,当切刀接近零件轴线倍半径时,表中进给量应减小40%~50%。
2、加工淬硬钢时,当硬度<50HRC时,表内数值应减小30%,当硬度>50HRC时,表内数值应减小50%。
常用螺纹的切削进给次数和背吃刀量 mm
公制螺纹
螺 距
1.0
1.5
2.0
2.5
3.0
3.5
4.0
牙 深
0.649
0.974
1.299
1.624
1.949
2.273
2.598
背
吃刀
量
及切削次数
1次
0.7
0.8
0.9
1.0
1.2
1.5
1.5
2次
0.4
0.6
0.6
0.7
0.7
0.7
0.8
3次
0.2
0.4
0.6
0.6
0.6
0.6
0.6
4次
0.16
0.4
0.4
0.4
0.6
0.6
5次
0.1
0.4
0.4
0.4
0.4
6次
0.15
0.4
0.4
0.4
7次
0.2
0.2
0.4
8次
0.15
0.3
9次
 升级会员
升级会员 