DIN 76ISO公制螺纹的螺纹尾扣螺纹退刀槽中文总结.docx
《DIN 76ISO公制螺纹的螺纹尾扣螺纹退刀槽中文总结.docx》由会员分享,可在线阅读,更多相关《DIN 76ISO公制螺纹的螺纹尾扣螺纹退刀槽中文总结.docx(24页珍藏版)》请在冰豆网上搜索。
DIN76ISO公制螺纹的螺纹尾扣螺纹退刀槽中文总结
企业标准1983年12月
MAN
B&W
ISO-公制螺纹的
螺纹尾扣,螺纹退刀槽
依据DIN13标准
企业文本
DIN76
第1部分
尺寸单位:
mm(毫米)
1使用范围
本标准根据DIN13第1和第12部分的标准规范,明确了ISO-公制螺纹(粗牙螺纹和细牙螺纹)螺栓及类似零件的螺纹尾扣和螺纹退刀槽规格。
它适用于所有按照该标准设计的带螺纹的标准件。
必要时也可以使用其简称。
在此,建议对凡是带ISO-公制螺纹的非标螺栓及类似零件也采用该标准。
1尺寸,标记
1.1外螺纹
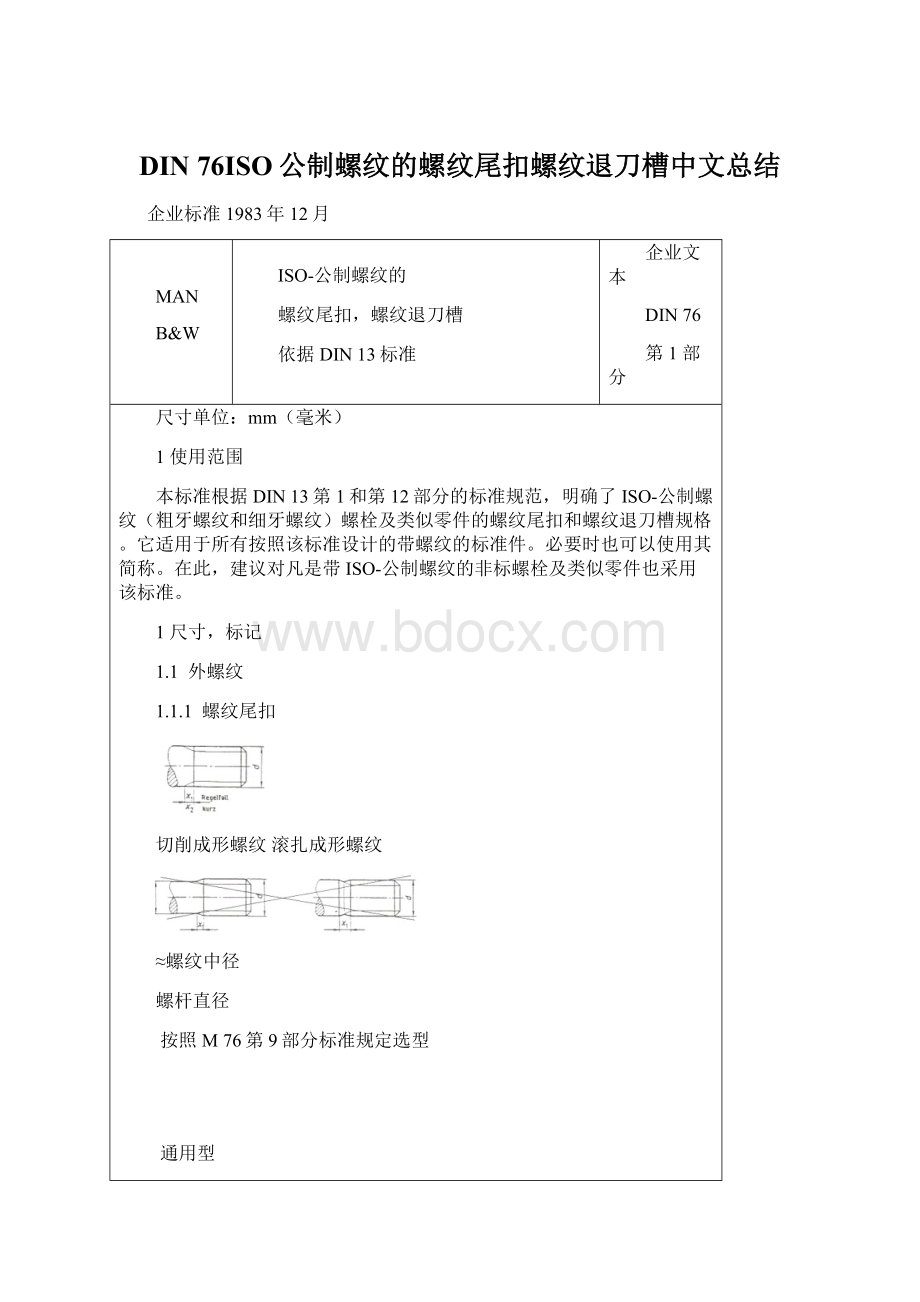
1.1.1螺纹尾扣
切削成形螺纹滚扎成形螺纹
≈螺纹中径
螺杆直径
按照M76第9部分标准规定选型
通用型
短杆
2.1.2尾端完整的螺纹圈与螺栓头结合面的间距
(有的螺栓螺纹延伸到头部)
切削成形螺纹滚扎成形螺纹
(插图)
1通用型
2短杆型
3长杆型
按照M76第9部分标准规定选型
1.1.2螺纹退刀槽
螺纹退刀槽直径Φ“dg”需以具体数值标注正在图纸上。
A型-通用型B型-短杆型
过渡角为30˚,但允许加工成25˚到30˚过渡角为60˚
*)g2之前为f2
螺纹退刀槽的标记螺纹退刀槽的标记
通用型螺纹M10,=5.2短杆型螺纹M10,g2=3.8
DIN76-5.2DIN76-B3.8x60˚
螺纹退刀槽的表面光洁度一般为:
特殊符号见原文,如果要求其它光洁度须在标记中加以说明,如DIN76–5.2–特殊符号
下转第2到第4页
MANB&M柴油发电机有限公司
发行日期;1983.3
编制:
审批:
替代DIN76第1部分87.5版
来源:
041-ZGIII.3/BG
DIN76第1部分第2页
表1:
外螺纹
细牙螺纹
导程
P
螺纹公称直径(粗牙螺纹)
d
螺纹尾扣
间距
螺纹退刀槽
x1
x2
1
2
3
dg
g1
g2
r
≈
最大
最大
*
H136)
最小
最大
通用型1)
短杆型2)
通用型3)
短杆型4)
长杆型5)
A
通用型7)
B
短杆型8)
A
通用型7)
B
短杆型8)
0.2
0.25
0.3
1:
1.2
1.4
0.5
0.6
0.75
0.25
0.3
0.4
0.6
0.75
0.9
0.4
0.5
0.6
-
d-0.3
d-0.4
d-0.5
0.45
0.55
0.6
0.25
0.25
0.3
0.7
0.9
1.05
0.5
0.6
0.75
0.1
0.12
0.16
0.35
0.4
0.45
1.6:
1.7:
1.8
2:
2.3
2.2:
2.5:
2.6
0.9
1
1.1
0.45
0.5
0.6
1.05
1.2
1.35
0.7
0.8
0.9
-
d-0.6
d-0.7
d-0.7
0.7
0.8
1
0.4
0.5
0.5
1.2
1.4
1.6
0,91
1.1
0,160,2
0,2
0.5
0.6
0.7
3
3.5
4
1.25
1.5
1.75
0.7
0.75
0.9
1.5
1.8
2.1
1
1.2
1.4
-
d-0.8
d-1
d-1.1
1.1
1.2
1.5
0.5
0.6
0.8
1,75
2,1
2,45
1,25
1,5
1.75
0,20,40,4
0.75
0.8
1
4.5
5
6:
7
1.9
2
2.5
1
1
1.25
2.25
2.4
3
1.5
1.6
2
-
3.2
4
d-1.2
d-1.3
d-1.6
1.6
1.7
2.1
0.9
0.9
1.1
2,62,8
3,5
1,92
2,5
0,40,40,6
1.25
1.5
1.75
8
10
12
3.2
3.8
4.3
1.6
1.9
2.2
3.75
4.5
5.25
2.5
3
3.5
5
6
7
d-2
d-2.3
d-2.6
2.7
3.2
3.9
1.5
1.8
2.1
4,4
5,26,1
3,23,8
4,3
0,60,81
2
2.5
3
14:
16
18:
20:
22
24:
27
5
6,3
7,5
2,53,23,8
6
7,5
9
456
81012
d-3
d-3.6
d-4.4
4.5
5.6
6.7
2.5
3.2
3.7
7
8,710,5
5
6,3
7,5
1
1,2
1,6
3.5
4
4.5
30:
33
36:
39
42:
46
9
1011
4,5
5
5,5
10,5
12
13.5
789
14
16
18
d-5
d-5.7
d-6.4
7.7
9
10.5
4.7
5
5.5
121416
91011
1,6
2
2
5
5.5
6
48:
52
56:
60
64:
68
3
3,5
4
1,25
1,5
1,75
15
16.5
18
10
11
12
20
22
24
d-7
d-7.7
d-8.3
11.5
12.5
14
6.5
7.5
8
17,5
19
21
12,5
14
15
2,53,2
3.2
标注的尺寸为大约数≈
2.5P
1.25P
3P
2P
4P
-
-
-
3.5P
2.5P
0.5P
1)如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用x1。
2)只有在因技术原因必须用短螺纹尾扣时才采用x2。
3)如果在相应标准或图纸中没有作其它说明的话,则间距采用1。
4)间距2用于单槽和十字槽螺栓以及因技术原因必须采用小间距使用场合。
5)间距3只用于C级螺栓(之前为g型螺栓)。
6)公差带h12用于公称直径小于3mm的螺纹。
7)如果在相应标准或图纸中没有作其它说明的话,均采用A型退刀槽。
这里与ISO4755-1983年版不同的是现在用g2=3.5P替代了g2=3P
8)只有在因技术原因必须采用窄小退刀槽时才采用B型退刀槽。
但在加工螺纹时需要专用工具。
在ISO4755-1983版中对退刀槽未加规定。
*公差带的数值均圆整到了0.1mm
DIN76第1部分第3页
2.2内螺纹(螺纹基孔)
ISO4755标准里没有关于内螺纹的规定。
2.2.1螺纹尾扣2.2.2螺纹退刀槽4)
e1通用型
e2短杆型
b=有效螺纹长度
通用型结构的螺纹长度“b“和盲孔深度”t“需按照AN268第2部分从选项表中选定。
e1和e2需圆整到整数mm
C型通用型过渡角为∝=30˚,但允许加工成25˚到30˚
D型短杆型过渡角为∝=60˚,但无法在数控机床上加工
其余尺寸参见2.2.1条
g2之前为f2
退刀槽“dg”需在图纸中以数值标注。
M20,g2=13的“通用型“螺纹退刀槽应标记为:
DIN76-13
M20,g2=9.3的“短杆型“螺纹退刀槽应标记为:
DIN76-9.3x60˚
1)当螺纹孔需要带退刀槽时,盲孔深度”t”需根据AN268第2部分从选项表中选定。
2)da最小=1d,da最大=1.05d
3)对于特殊角度,如90˚或60˚,须在图纸中注明。
如果此处配装件为带螺纹尾扣的双头螺栓,建议设计为60˚,同样对中心孔也设计为60˚,而对于配装由轻金属材料加工的双头螺栓则应设计为圆柱形埋头孔。
如果使用阶梯钻头可加工成90˚的埋头孔。
4)如果必须要加退刀槽的话,只能用在车削加工件上。
对M20以上的的螺纹孔,可在数控机床上加工退刀槽。
5)如果在图纸上没有标注底孔的形状,则允许用M形顶端的钻头加工底孔。
“M形钻头顶端”,可用立体钻头加工
(带转位式刀片的钻头)
DIN76第1部分第4页
表2:
内螺纹
细牙螺纹
导程
P
螺纹公称直径(粗牙螺纹)
d
螺纹尾扣
(包括过渡基孔)
螺纹退刀槽
e1
e2
e3
dg
g1
g2
r
参考值
最小
最大
≈
通用型1)
短杆型2)
长杆型3)
*
H13
C
通用
型4)
D
短杆型5)
C
通用
型4)
D
短杆
型5)
0.2
0.25
0.3
-
1:
1.2
1.4
1.3
1.5
1.8
0.8
1
1.2
2
2.4
2.9
d+0.1
d+0.1
d+0.1
0.8
1
1.2
0.5
0.6
0.75
1.2
1.4
1.6
0.9
1
1.25
0.1
0.12
0.16
0.35
0.4
0.45
1.6:
1.7:
1.8
2:
2.3
2.2:
2.5:
2.6
2.1
2.3
2.6
1.3
1.5
1.6
3.3
3.7
4.1
d+0.2
d+0.2
d+0.2
1.4
1.6
1.8
0.9
1
1.1
1.9
2.2
2.4
1.4
1.6
1.7
0.16
0.2
0.2
0.5
0.6
0.7
3
3,5
4
3
3
4
2
2
2
4.5
5.4
6.1
d+0.3
d+0.3
d+0.5
2
2.4
2.8
0.50,6
0,8
1,75
2,1
2,45
1,25
1,5
1.75
0,20,40,4
0.75
0.8
1
4,5
5
6;7
4
4
5
3
3
3
6.4
6.8
8.2
d+0.5
d+0.5
d+0.5
3
3.2
4
1.9
2
2.5
2,62,8
3,5
1,92
2,5
0,40,40,6
1.25
1.5
1.75
81012
6
7
8
4
5
6
10
11.6
13.3
d+0.5
d+0.5
d+0.5
5
6
7
3.2
3.8
4.3
4,4
5,26,1
3,23,8
4,3
0,60,81
2
2.5
3
14:
16
18:
20:
22
24:
27
9
11
13
6
7
8
14.8
17.9
21
d+0.5
d+0.5
d+0.5
8
10
12
5
6.3
7.5
7
8,710,5
5
6,3
7,5
1
1,2
1,6
3.5
4
4.5
30:
33
36:
39
42:
45
15
17
18
10
11
12
24.3
26.9
29.4
d+0.5
d+0.5
d+0.5
14
16
18
9
10
11
121416
91011
1,6
2
2
5
5.5
6
48:
52
56:
60
64:
68
21
22
24
13
14
15
33.3
35.8
38.4
d+0.5
d+0.5
d+0.5
20
22
24
12.5
14
15
17,5
19
21
12,5
14
15
2,53,2
3.2
标注的尺寸为大约数≈
1)如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用e1。
2)只有在因技术原因必须采用短过渡段时才采用e2。
3)只有在因技术原因必须采用长过渡段时才采用e3。
4)如果在相应标准或图纸中没有作其它说明的话,则采用C型螺纹退刀槽。
5)只有在因技术原因必须采用窄小退刀槽时才采用D型退刀槽。
6)括号内的螺纹退刀槽只能用专用工具加工。
*公差带的数值均圆整到了0.1mm
细牙螺纹的螺纹尾扣尺寸和螺纹退刀槽尺寸需按导程P选定
有关管螺纹的参数见DIN76第2部分
有关梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的参数请参见DIN76第3部分
在此建议,对包括UN-螺纹在内的其它螺纹,在计算其尾扣和退刀槽时要使用表1和表2中以螺纹导程为参数的计算公式,如x1=2.5P
企业标准1984年12月
MAN
B&W
管螺纹的
螺纹尾扣,螺纹退刀槽
参照DINISO228第1部分
企业文本
DIN76
第2部分
尺寸单位:
mm(毫米)
1使用范围
本标准根据DINISO228第1部分的标准规范,明确了管螺纹类零件的螺纹尾扣和螺纹退刀槽规格。
它适用于所有按照该标准设计的标准件。
必要时也可以使用其简称。
在此,建议对管螺纹类的非标零件也采用该标准。
2尺寸,标记
2.1外螺纹
2.1.1螺纹尾扣
螺杆直径
≈螺纹中径
切削成形螺纹滚轧成形螺纹
按照M76第12部分标准规定选型
通用型
短杆
2.1.2尾端完整的螺纹圈与螺栓头结合面的间距
(有的零件上的螺纹延伸到头部)
切削成形螺纹滚扎成形螺纹
1通用型
2短杆型
3长杆型
按照M76第13部分标准规定选型
2.1.3螺纹退刀槽
螺纹退刀槽直径Φ“dg”需以具体数值标注正在图纸上。
A型-通用型B型-短杆型
过渡角为30˚,但允许加工成25˚到30˚过渡角为60˚
*)g2之前为f2
螺纹退刀槽的标记螺纹退刀槽的标记
通用型螺纹G½ADINISO228g2=6.3短杆型螺纹G1A,DINISO228g2=4.5
DIN76-6.3DIN76-B4.5x60˚
螺纹退刀槽的表面光洁度一般为:
粘贴特,如果要求其它光洁度须在标记中加以说明,如DIN76–6.3–特殊符号
殊符号见原文
下转第2到第4页
MANB&M柴油发动机有限公司
发行日期;1987.5
编制:
审批:
替代DIN76第2部分76.12版
来源:
042-ZGIII.1/BG
DIN76第2部分第2页
表1:
外螺纹
螺纹
DINISO228第1部分
螺纹尾扣
间距
螺纹退刀槽
x1
x2
1
2
3
dg
g1
g2
r
≈
导程
P
d
最大
最大
*
H13
最小
最大
通用型1)
短杆型2)
通用型3)
短杆型4)
长杆型5)
A2
通用型4)
B2
短杆型5)
A2
通用型4)
B2
短杆型5)
0.907
G1/8A
2.3
1.3
3
-~>
4
d-2
d-2
1.5
3.2
2.3
0,45
1.337
G1/4AbisG3/8A
3.3
1.7
4
2.7
54
d-2.5
d-2.5
2.5
4,7
3.3
0.7
1.814
G1/2AbisG7/8A
4,5
2.3
5.5
3.6
7.2
d-3
d-3
3.8
6.3
4,5
0.9
2.309
G1AbisG6A
5.8
2.9
7
4.6
9.2
d-4
d-4
4.6
8.1
5.8
1.2
标注的尺寸为大约数≈
2.5P
1.25P
3P
2P
4P
-
-
-
3.5P
2.5P
0,5P
1)如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用x1,间距采用1。
2)只有在因技术原因必须采用短螺纹尾扣或小间距时才选用x2。
3)间距3只用于C级零件(之前为g型)。
4)如果在相应标准或图纸中没有作其它说明的话,均采用A2型退刀槽。
5)只有在因技术原因必须采用窄小退刀槽时才选用B2型退刀槽。
*公差带的数值均圆整到了0.1mm
2.2内螺纹(螺纹基孔)
2.2.1螺纹尾扣2.2.2螺纹退刀槽4)
e1通用型
e2短杆型
b=有效螺纹长度
C型通用型过渡角为∝=30˚,但允许加工成25˚到30˚
D型短杆型过渡角为∝=60˚,但无法在数控机床上加工
其余尺寸参见2.2.1条
*g2之前为f2
退刀槽“dg”需在图纸中以数值标注。
G1,g2=10.1的“通用型“螺纹退刀槽应标记为:
DIN76-10.1
G1,g2=6.7的“短杆型“螺纹退刀槽应标记为:
DIN76-D6.7x60˚
1)在计算深度尺寸t时,建议允许的偏差为±0.50P
2)da最小=1d,da最大=1.05d
3)对于特殊角度,如90˚或60˚,须在图纸中注明。
如果使用阶梯钻头可加工成90˚的埋头孔。
4)如果必须要加退刀槽的话,只能用在车削加工件上。
对G½以上的的螺纹孔,可在数控机床上加工退刀槽。
DIN76第2部分第3页
表2:
内螺纹
螺纹
DINISO228第1部分
过渡基孔
螺纹退刀槽
e1
e2
dg
g1
g2
r
导程
P
d
最小
最大
≈
通用型1)
短杆型2)
*
H13
C2
通用
型3)
D2
短杆型4)
C2
通用
型3)
D2
短杆
型4)
0.907
(G1/8)5)
4.5
3
d+0.5
3.8
2.3
4.7
3.2
0.45
1.337
G1/24bisG3/8
6.5
4
d+0.5
5.3
3.3
6.1
4.4
0.7
1.814
G1/2bisG7/8
6.5
5.5
d+0.5
7.2
4.5
8
5.6
0.9
2.309
G1bisG6
8.5
6.5
d+0.5
9.2
5.8
10.1
6.7
1.2
标注的尺寸为大约数≈
-
-
-
5.5P
-
-
0,5P
有关ISO公制螺纹的参数见DIN76第1部分.
有关梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的参数请参见DIN76第3部分
*数值的公差值已圆整到0.1mm
如果在图纸上没有标注底孔的形状,则允许用M形顶端的钻头加工底孔。
“M形钻头顶端”,可用立体钻头加工
(带转位式刀片的钻头)
引用标准
DIN76第1部分关于ISO公制螺纹(符合DIN13标准)的尾扣,退刀槽
DIN76第3部分关于梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的尾扣,退刀槽
DINISO228第1部分关于非密封连接的管螺纹,螺纹简称,尺寸和公差
早期版本
DIN76第2部分,09.24、04.43、11.53版本
更改说明
本标准在1953年11月版本的基础作了如下更改:
a)标准内容作了彻底的修改,并与DINISO228第1部分及DIN76第1部分的内容相一致。
b)本标准只限于对管螺纹作出标准规范,因为关于英制螺纹的标准DIN11已经作废。
国际专利分类号
F16B35-00
企业标准1977年1月
MAN
UBD
梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的
螺纹尾扣,螺纹退刀槽
企业文本
DIN76
第3部分
部门:
QN
尺寸单位:
mm(毫米)
1使用范围
本标准主要适用于符合下列标准的螺纹:
ISO-公制梯形螺纹,DIN103第1部分
导程为7mm,预留间隙且具有大角度齿面的半圆形螺纹,DIN262第1部分
预留间隙的单线和双线梯形螺纹,DIN263第1部分
导程为7mm,预留间隙且具有平缓齿面的半圆形螺纹,DIN264第1部分
扁平公制梯形螺纹,DIN380第1部分(暂行标准)
半圆形螺纹,DIN405第1部分
公制锯齿形螺纹,DIN513第1部分(暂行标准)
圆齿顶梯形螺纹,DIN80295第1部分
本标准也可用于其它标准螺纹和粗制非标螺纹。
2外螺纹(丝扣)
2.1路破问尾扣
螺杆直径-Φ
≈螺纹中径-Φ
2.1.2尾端完整的螺纹圈与螺栓头结合面的间距
(有的零件上螺纹延伸到头部)
=过度角
2.2螺纹退刀槽(优先考虑梯形螺纹)
A型-通用型过渡角为30˚,但允许加工成25˚到30˚
B型-短杆型过渡角为60˚
C型长杆型过渡角为30˚
具体尺寸见第2页
螺纹退刀槽直径Φ“dg”需以具体数值标注正在图纸上。
螺纹退刀槽的标记螺纹退刀槽的标记
通用型螺纹Tr48x8,f2=36短杆型螺纹Tr48x3,f2=9,
DIN76-36DIN76-B9x60˚
符合DIN13标准的ISO-公制螺纹的尾扣和退刀槽参见DIN76第1部分
德国标准化研究所(DIN)螺纹专业委员会(AGew)下转第2和第3页
编制:
审批:
发行日期;1983.3
替代DIN76第3部分第2-3页
来源:
043-ZGIII.3/BG
DIN76第3部分第2页
表1:
外螺纹
螺纹
导程
P
螺纹尾扣
间距
螺纹退刀槽3)
x1
x2
x3
1
2
3
f1
f2
g
h3
r
最大
最大
最小
最大
通用型4P
短杆型
2.5P
长杆型
5.5P
通用
4P
短1)2.5P
长2)5.5P
A通
3P
B短4)
2P
C长
4P
A通4.5P
B短4)
3P
C长
5.5P
1
1.5
2
4
6
8
2.5
3.8
5
5.5
8.3
11
4
6
8
 升级会员
升级会员 