职业院校技能大赛模块C金属件成型与整形修复评分标准.docx
《职业院校技能大赛模块C金属件成型与整形修复评分标准.docx》由会员分享,可在线阅读,更多相关《职业院校技能大赛模块C金属件成型与整形修复评分标准.docx(7页珍藏版)》请在冰豆网上搜索。
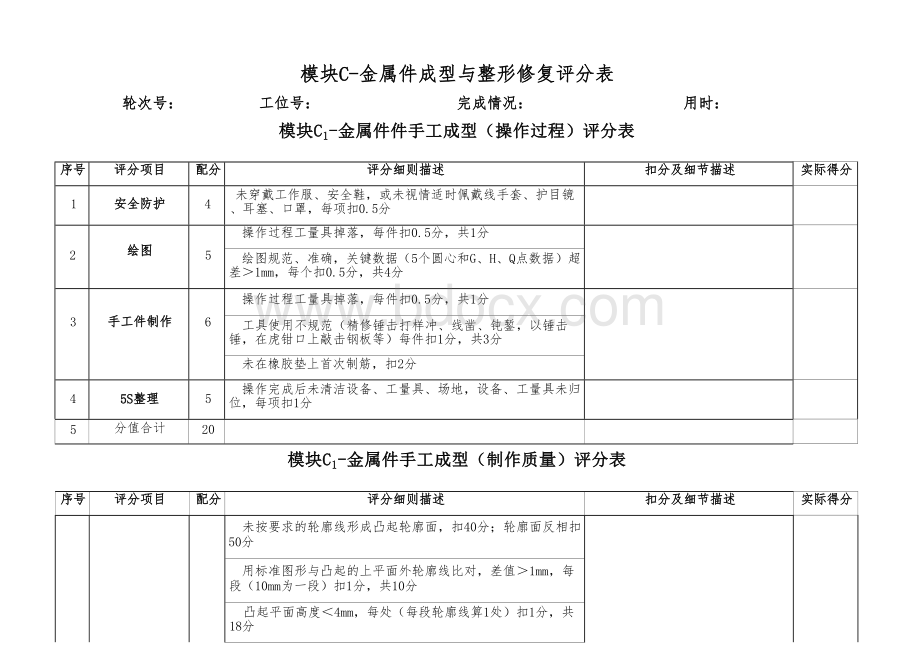
模块C-金属件成型与整形修复评分表
轮次号:
工位号:
完成情况:
用时:
模块C1-金属件件手工成型(操作过程)评分表
序号
评分项目
配分
评分细则描述
扣分及细节描述
实际得分
1
安全防护
4
未穿戴工作服、安全鞋,或未视情适时佩戴线手套、护目镜、耳塞、口罩,每项扣0.5分
2
绘图
5
操作过程工量具掉落,每件扣0.5分,共1分
绘图规范、准确,关键数据(5个圆心和G、H、Q点数据)超差>1mm,每个扣0.5分,共4分
3
手工件制作
6
操作过程工量具掉落,每件扣0.5分,共1分
工具使用不规范(精修锤击打样冲、线凿、钝錾,以锤击锤,在虎钳口上敲击钢板等)每件扣1分,共3分
未在橡胶垫上首次制筋,扣2分
4
5S整理
5
操作完成后未清洁设备、工量具、场地,设备、工量具未归位,每项扣1分
5
分值合计
20
模块C1-金属件手工成型(制作质量)评分表
序号
评分项目
配分
评分细则描述
扣分及细节描述
实际得分
1
外观与尺寸
80
未按要求的轮廓线形成凸起轮廓面,扣40分;轮廓面反相扣50分
用标准图形与凸起的上平面外轮廓线比对,差值>1mm,每段(10mm为一段)扣1分,共10分
凸起平面高度<4mm,每处(每段轮廓线算1处)扣1分,共18分
凸起平面与基板平面高度差>1mm,每处(每段轮廓线算1处)扣1分,共18分
凸起平面局部凹坑深度或凸点高度>1mm,每处(直径5mm范围为1处)扣1分,共10分
凸起斜坡与标准斜度间隙差>0.5mm,每处(交线及每段斜坡)扣0.5分,共18分
凸起斜坡局部凹坑深度或凸点高度>0.5mm,每处(直径5mm范围为1处)扣1分,共10分
基板平面局部凹坑深度或凸点高度>1mm,每处(直径5mm范围为1处)扣1分,共10分
基板平面翘曲>2mm,每侧扣3分,共12分
钢板破裂,每处(5mm长为1处)扣3分
2
分值合计
80
模块C2-金属板件整形修复评分表
序号
评分项目
配分
评分细则描述
扣分及细节描述
实际得分
1
安全防护
3
未穿戴工作服、安全鞋,或未视情适时佩戴线手套、护目镜、耳塞、口罩,每项扣0.5分
2
修复机参数调整
3
焊接电流或时间调整不当,每次扣1分
收火电流调整不当,每次扣1分
3
操作过程
9
每次打磨后要用吹气枪吹,并用抹布擦拭。
未做,每次扣1分,共3分
拉拔组合工具支腿未支撑在边框位置,扣1分,共2分
测量尺使用不规范(上下刮,试图留出高点的痕迹),扣3分
操作中工量具掉落,每次扣1分,搭铁线、焊片等掉落,每次扣0.5分,共5分
4
打磨区外观质量评分
5
打磨区边缘应圆滑过渡。
有明显缺口,每处扣0.5分,共2分
有处,扣分
修复区有未打磨干净的油漆点或碳伤点,每处扣1分,共3分
注:
介子拉伸打磨后产生的小凹点不扣分。
有处,扣分
修复部位出现孔洞,每个扣10分
有个,扣分
车身线横向测量,低点≥1mm,每处(长度≤5mm为一处,≤10mm为2处,≤15mm为3处,以此类推)扣6分,高点每处扣8分
低点有处,高点有处,共扣分
5
修复后质量
75
车身线上、下部位横向测量,应分别与对应专用卡尺吻合。
低点≥1mm,每处(长度≤5mm为一处,≤10mm为2处,≤15mm为3处,以此类推)扣4分;高点每处扣6分。
低点有处,高点有处,共扣分
修复区域用立向卡尺测量,应与卡尺吻合,共16分。
1.车身线弧面与卡尺不吻合(高或低于原表面1mm),一段弧面扣5分;
2.车身线上方或下方弧面与卡尺不吻合(高或低于原表面1mm),一段弧面扣3分。
1.不吻合有段,2.不吻合有段,共扣分
修复区域出现崩弹现象(应力未完全消除)扣3分,共3分
压痕消除情况检查,共10分。
修复后的区域涂墨汁后打磨,原压痕处有明显黑线,每处黑线(每10mm为1处)扣1分,共10分。
有处,扣分
车身线平直度及周边平整度检查,共12分。
1.车身线涂墨汁后打磨,过黑处为不平直。
每处不平直(长度5mm为一处)扣3分;
有处,扣分
2.平行于车身线,上部10mm范围内涂墨汁后打磨,过暗处为不平整。
每处过暗(10mm×10mm为一处,不足5mm×5mm的不
算)扣2分;
有处,扣分
3.平行于车身线,下部20mm范围内涂墨汁后打磨,过暗处为不平整。
每处过暗(10mm×10mm为一处,不足5mm×5mm的不
算)扣2分。
有处,扣分
面板平整度检查,共15分。
车身线平直度检查区域之外的打磨区范围内涂墨汁打磨后,过暗处为不平整。
每处过暗(10mm×10mm为一处,不足5mm×5mm的不算)扣2分。
有处,扣分
6
5S
5
操作完成后未清洁设备、工具,或未归位,每项扣1分,共5分
7
总分
100
裁判员签字:
裁判长签字:
 升级会员
升级会员 