LHS05004YQ焊接工艺.docx
《LHS05004YQ焊接工艺.docx》由会员分享,可在线阅读,更多相关《LHS05004YQ焊接工艺.docx(43页珍藏版)》请在冰豆网上搜索。
LHS05004YQ焊接工艺
锅炉制造有限公司
锅炉焊接工艺卡
产品名称:
小型汽水两用燃油(气)锅炉
产品型号:
LHS0.5-0.04-Y(Q)
产品工号:
编制:
审核:
监检:
二O一二年一月十日
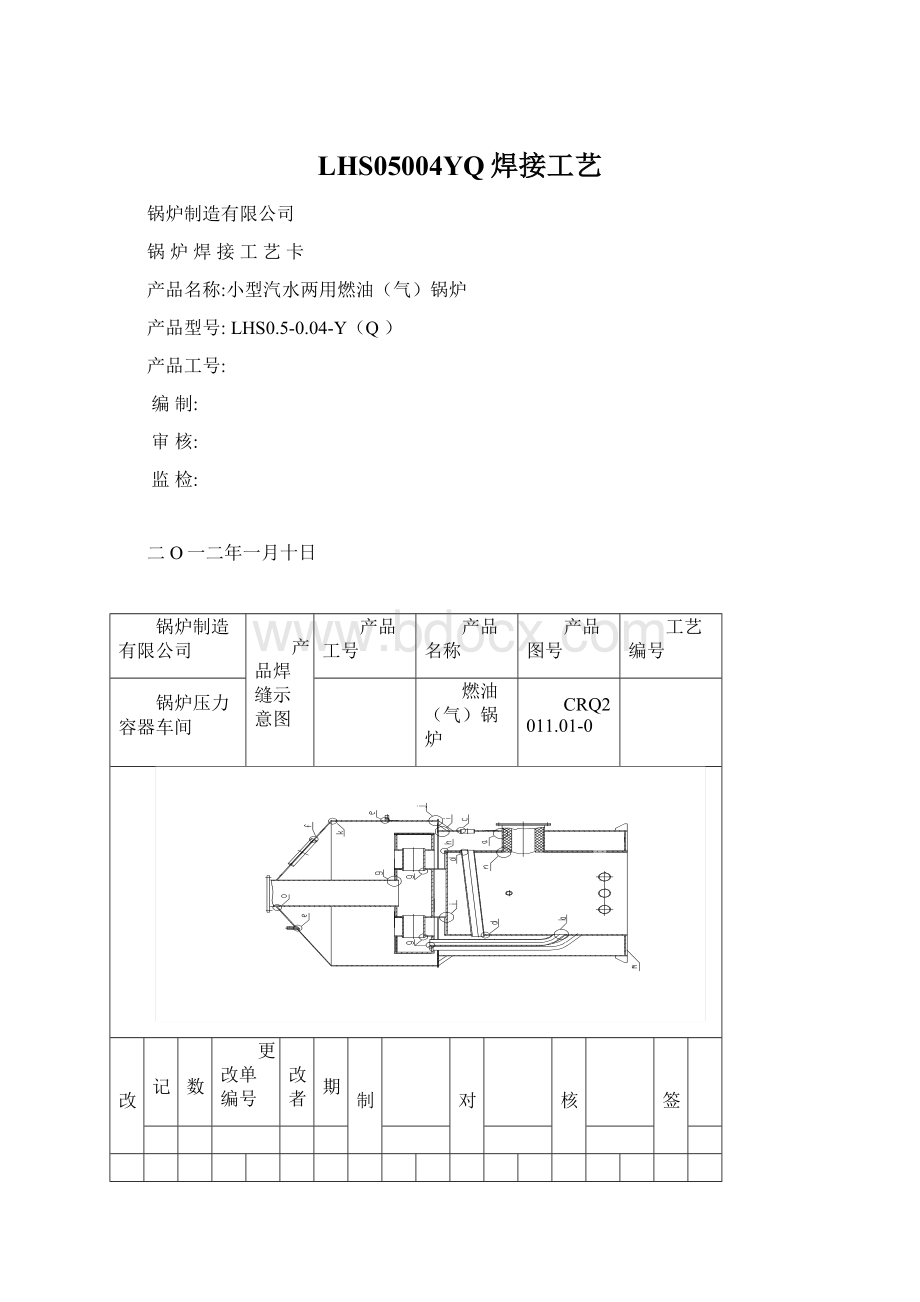
锅炉制造有限公司
产品焊缝示意图
产品工号
产品名称
产品图号
工艺编号
锅炉压力容器车间
燃油(气)锅炉
CRQ2011.01-0
修改
标记
处数
更改单编号
修改者
日期
编制
校对
审核
会签
产品焊缝识别卡质控5-2
锅炉制造有限公司
产品焊缝示意图
产品工号
产品名称
产品图号
工艺编号
锅炉压力容器车间
燃油(气)锅炉
CRQ2011.01-0
序号
焊缝代号
焊接方法
焊接工艺评定
焊工持证项目
无损检测
热处理状态
1
筒体、炉胆纵环缝
SMAW
GC2011-037
SMAW-Ⅱ-1G-12-F3J
/
/
2
a
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-6FG-12/51-F3J
/
/
3
b
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
4
C
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
5
d
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
6
e
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
7
f
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-6FG-12\51-F3J
/
/
8
g
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-6FG-12/51-F3J
/
/
9
h
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
10
i
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
11
j
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
12
k
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-2FG(K)-5/60-F3J
/
/
13
m
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-6FG-12\51-F3J
/
/
14
n
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-6FG-12\51-F3J
/
/
15
o
SMAW
GC2011-037GC2011-038
SMAW-Ⅱ-6FG(K)-5/60-F3J
/
/
/
/
编制
日期
校对
日期
审核
日期
焊接工艺卡质控5-2
锅炉制造有限公司
焊接工艺卡
产品工号
产品图号
产品名称
组件名称
工艺编号
锅炉压力容器车间
CRQ2011.01-0
燃油(气)锅炉
共15页
第1页
接点号
接点部位说明
筒体、炉胆纵环焊缝
焊缝总长
m
印记号
结点图:
(坡口形式)
基
本
金
属
牌号
规格
(mm)
焊
接
材
料
牌号
规格
(mm)
烘干温度
(℃)
保温时间
(h)
定额
(㎏)
烘干者
签字
Q235-A
δ=4
CHE422
Ø3.2
150
1
Q235-A
δ=5
CHE422
Ø4.0
150
1
1、焊前清除坡口及周围20mm内的氧化皮、铁锈、油污、水等影响焊接质量的污物。
2、内Ø3.2焊条打底焊1层,外Ø4.0焊条盖面1~2层。
3、清理打磨焊缝,外观质量符合《蒸规》第79条之规定。
4、其余按公司技术规定标准执行.
焊
接
规
范
焊接方法
焊条电弧焊
焊条电弧焊
焊前预热及层间保温说明
焊后热
处理说明
层数
内1层
外1~2层
电源极性
交流
交流
焊材牌号
CHE422
CHE422
规格(mm)
Ø3.2
Ø4.0
电流(A)
120~140
160~200
电压(V)
22~26
22~26
焊速(mm/min)
80~100
100~120
保护气体
气体流量(L/min)
修
改
标记
日期
焊接工艺评定号
编
制
校
对
审
核
会
签
备注
处数
GC2011-037
更改单编号
焊工持证项目
修改者
SMAW-Ⅱ-1G-12-F3J
焊接工艺卡质控5-2
锅炉制造有限公司
焊接工艺卡
产品工号
产品图号
产品名称
组件名称
工艺编号
锅炉压力容器车间
CRQ2011.01-0
燃油(气)锅炉
共15页
第2页
接点号
a
接点部位说明
炉门圈与锅壳焊接
焊缝总长
m
印记号
结点图:
(坡口形式)
基
本
金
属
牌号
规格
(mm)
焊
接
材
料
牌号
规格
(mm)
烘干温度
(℃)
保温时间
(h)
定额
(㎏)
烘干者
签字
Q235-A
δ=4
CHE422
Ø3.2
150
1
CHE422
Ø4.0
150
1
1、焊前清除坡口及周围20mm内的氧化皮、铁锈、油污、水等影响焊接质量的污物。
2、Ø3.2焊条打底焊1层,Ø4.0焊条盖面1~2层。
3、清理打磨焊缝,外观质量符合《蒸规》第79条之规定。
4、其余按公司技术规定标准执行.
焊
接
规
范
焊接方法
焊条电弧焊
焊条电弧焊
焊前预热及层间保温说明
焊后热
处理说明
层数
1层
1~2层
电源极性
交流
交流
焊材牌号
CHE422
CHE422
规格(mm)
Ø3.2
Ø4.0
电流(A)
120~140
160~210
电压(V)
22~24
22~26
焊速(mm/min)
80~100
100~120
保护气体
气体流量(L/min)
修
改
标记
日期
焊接工艺评定号
编
制
校
对
审
核
会
签
备注
处数
GC2011-037GC2011-038
更改单编号
焊工持证项目
修改者
SMAW-Ⅱ-6FG-12/51-F3J
焊接工艺卡质控5-2
锅炉制造有限公司
焊接工艺卡
产品工号
产品图号
产品名称
组件名称
工艺编号
锅炉压力容器车间
CRQ2011.01-0
燃油(气)锅炉
共15页
第3页
接点号
b
接点部位说明
火管与炉胆焊接
焊缝总长
m
印记号
结点图:
(坡口形式)
基
本
金
属
牌号
规格
(mm)
焊
接
材
料
牌号
规格
(mm)
烘干温度
(℃)
保温时间
(h)
定额
(㎏)
烘干者
签字
20
Ø63.5×3
CHE422
Ø3.2
150
1
Q235-A
δ=5
CHE422
Ø4.0
150
1
1、焊前清除坡口及周围20mm内的氧化皮、铁锈、油污、水等影响焊接质量的污物。
2、Ø3.2焊条打底,Ø4.0焊条盖面1~2层。
3、清理打磨焊缝,外观质量符合《蒸规》第79条之规定。
4、其余按公司技术规定标准执行.
焊
接
规
范
焊接方法
焊条电弧焊
焊条电弧焊
焊前预热及层间保温说明
焊后热
处理说明
层数
1层
1~2层
电源极性
交流
交流
焊材牌号
CHE422
CHE422
规格(mm)
Ø3.2
Ø4.0
电流(A)
120~140
160~210
电压(V)
22~24
22~26
焊速(mm/min)
80~100
100~120
保护气体
气体流量(L/min)
修
改
标记
日期
焊接工艺评定号
编
制
校
对
审
核
会
签
备注
处数
GC2011-037GC2011-038
更改单编号
焊工持证项目
修改者
SMAW-Ⅱ-2FG(K)-5/60-F3J
焊接工艺卡质控5-2
锅炉制造有限公司
焊接工艺卡
产品工号
产品图号
产品名称
组件名称
工艺编号
锅炉压力容器车间
CRQ2011.01-0
燃油(气)锅炉
共15页
第4页
接点号
C
接点部位说明
手孔、给水管座等与锅壳焊接
焊缝总长
m
印记号
结点图:
(坡口形式)
基
本
金
属
牌号
规格
(mm)
焊
接
材
料
牌号
规格
(m
 升级会员
升级会员 