叠螺机和加药设备技术要求.docx
《叠螺机和加药设备技术要求.docx》由会员分享,可在线阅读,更多相关《叠螺机和加药设备技术要求.docx(15页珍藏版)》请在冰豆网上搜索。
叠螺机和加药设备技术要求
附件二:
合同设备质量技术要求及图纸
污泥脱水机房成套设备
1.1设备清单
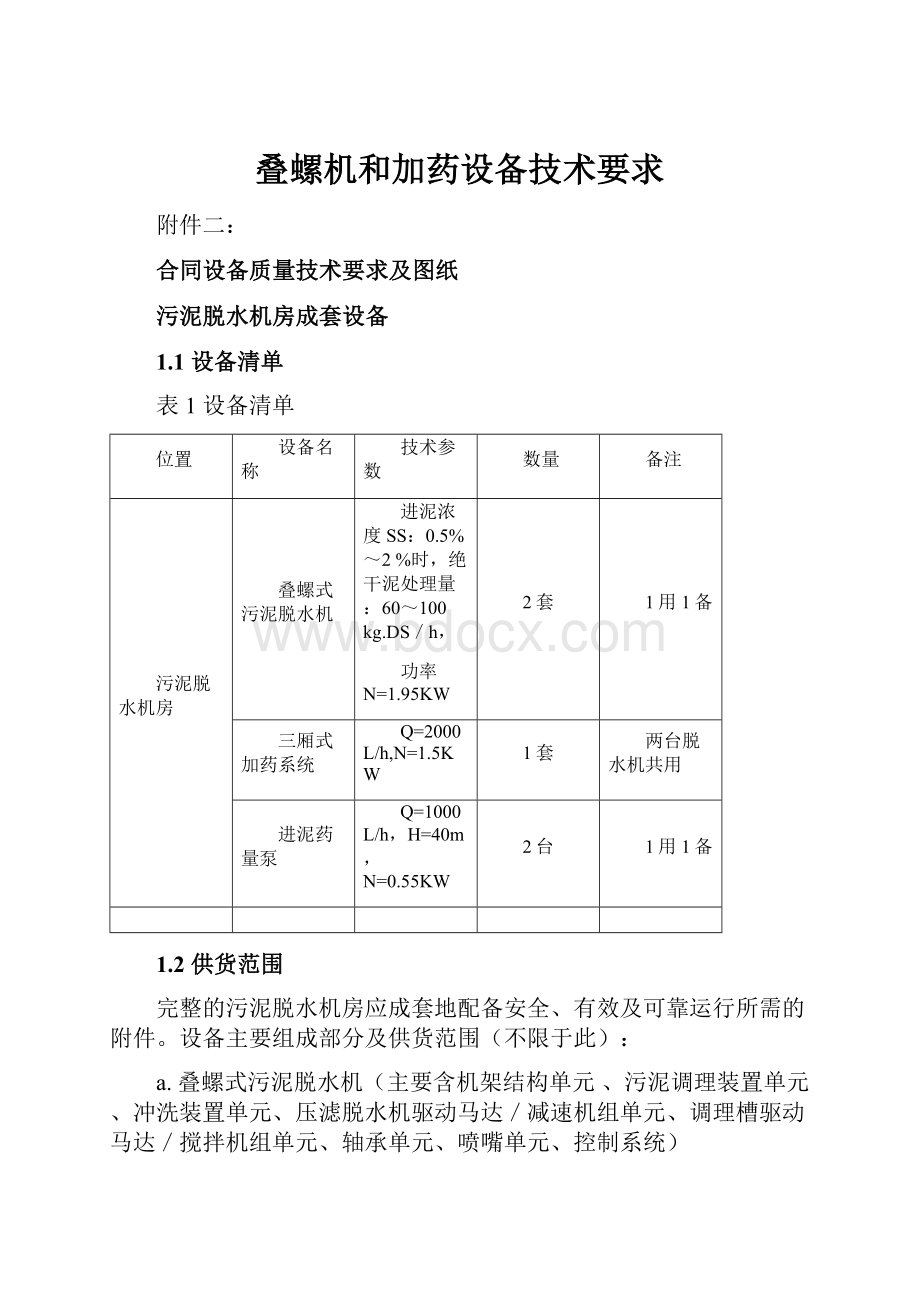
表1设备清单
位置
设备名称
技术参数
数量
备注
污泥脱水机房
叠螺式污泥脱水机
进泥浓度SS:
0.5%~2%时,绝干泥处理量:
60~100kg.DS/h,
功率N=1.95KW
2套
1用1备
三厢式加药系统
Q=2000L/h,N=1.5KW
1套
两台脱水机共用
进泥药量泵
Q=1000L/h,H=40m,N=0.55KW
2台
1用1备
1.2供货范围
完整的污泥脱水机房应成套地配备安全、有效及可靠运行所需的附件。
设备主要组成部分及供货范围(不限于此):
a.叠螺式污泥脱水机(主要含机架结构单元、污泥调理装置单元、冲洗装置单元、压滤脱水机驱动马达/减速机组单元、调理槽驱动马达/搅拌机组单元、轴承单元、喷嘴单元、控制系统)
b.三厢式加药系统(主要含制药单元:
混合槽、调匀槽、储存槽
进水单元:
电磁阀、压力表、流量计、过滤器
搅拌单元:
两套电动不锈钢搅拌
干粉投加单元:
干粉仓、精确喂料器
稀释单元:
干粉自动加热除湿、润湿和稀释
液位监测单元:
液位自动监测和报警
控制单元:
PLC控制柜,带485接口,控制整个加药系统的全自动运行)
进泥药量泵
调试期内所需的絮凝剂及润滑油、所有联接附件、地脚螺栓、随机备品备件、专用工具、以及其它备品备件等。
(注:
工艺管线部分:
加药管、冲洗水管线、自来水管、排水管、中水管以及工艺管线涉及的阀门不在供货范围之内,如涉及到其它的管线或设备所必需的阀门等需厂家成套提供。
)
1.3资料提交
合同签订前供方应提交下列资料但不限于以下内容:
—设备的详图及安装尺寸图,表明所有的安装尺寸及材料
—详细技术说明及设备的性能描述
—制造及质量保证设施
—安装方法的详细描述及安装精度规定
—试运转前的调试及检测要求
—控制箱的接线图及控制原理图
—设备各部分的重量
—备品备件表
发货前需提供下列资料但不限于以下内容如合格证,测试报告,安装、维修、运行手册等随机附件。
1.4技术要求
1.一般描述
叠螺式污泥脱水机将未浓缩或浓缩之污泥凝集反应后以脱水机处理成泥饼,以便清理运送或焚化。
2.主要设备性能要求
1工作条件
安装地点:
污泥脱水机房内
环境温度:
-10℃-42℃
介质温度:
5℃-30℃
介质PH值:
6-9
工作制:
12h/d
2技术参数
进泥含水率:
99.2%
绝干泥处理量:
60~100kg.DS/h,
脱水后泥饼含水率:
<80%
絮凝剂类型:
阳离子聚丙烯酰胺(PAM)
1.5技术要求
进入叠螺式污泥脱水机的污泥在浓缩部经过重力浓缩后,被运输到脱水部,在前进的过程中随着滤缝及螺距的逐渐变小,以及背压板的阻挡作用下,产生极大的内压,容积不断缩小,达到充分脱水的目的。
A.主机(单套叠螺式污泥脱水机)
a.机架结构单元
本机材质:
浓缩段,压榨段的环片采用不锈钢304L材质制造。
螺旋轴等机体钢制件均采用不锈钢304材质制造。
型式:
工作面全封闭式
加工品质控制:
电脑激光切割,电脑裁床及电脑折床精密加工控制成型。
组合方式:
所有焊道采TIG法补强焊制加工而成型,焊缝平整光滑,无任何焊接缺陷;
机架表面处理:
二道面漆处理;确保抗腐蚀功能及增添美观与防护效果。
机体刚性强度大,在静负载和动负载的条件下均可安全无虑的操作使用。
b.污泥调理装置单元
污泥调理:
污泥于调理槽内与絮凝剂充分搅拌均匀达到胶羽现象。
基本架构:
由进流口、圆形调理槽及慢混搅拌机所组成。
安装位置:
螺旋轴入泥口前方。
整体材质:
不锈钢304材质制造
型式:
开放式设计便于观察。
结构:
TIG补强焊制
调理心轴与桨叶材质:
SUS304
桨叶型式:
三段式交叉排列
数量:
1座/台
c.冲洗装置单元
喷嘴固定管材质:
SUS304(不锈钢)制造
清洗方式:
无需增压喷洗
配置型式:
喷嘴固定间距锁牙布置(可抽取式清洁保养)
清洗水管数量:
2支/台
d.压滤脱水机驱动马达/减速机组单元
机组:
电动机+减速机
绝缘等级:
F级
防护等级:
IP55
电压规格:
380/220V
具有过载和过热保护功能
传动方式:
直接卡口到螺旋轴上驱动。
数量:
2台/台
e.调理槽驱动马达/搅拌机组单元
机组:
电动机+减速机
型式:
定速(不可调)
机壳:
铝合金
绝缘等级:
F级
防护等级:
IP55
电压规格:
380/220V×50/60HZ
传动方式:
直结式驱动
数量:
1台/台
f.轴承单元
轴承耐磨耗度高、使用寿命长。
g.喷嘴单元
材质:
聚酯
型式:
扇型
布置管:
SUS304
h.控制系统
叠螺式污泥脱水机的控制系统需集成在一起,具有手动运行和自动运行功能,手动运行时可分动各设备,并有运行、故障等显示。
自动运行时,可根据工艺设定各设备的运行时间和运行顺序,并按设定的时序工作。
控制柜需根据图纸中涉及到的所有电器设备,根据厂家对设备的运行要求,提供叠螺式污泥脱水机完整的控制装置,带PLC控制系统,及485接口.
防护等级:
IP65
数量:
1座/台
叠螺式污泥脱水机以自动或手动(紧急应变操作)模式,作连续式运转处理,螺旋轴直径:
250mm*2根;
运行应平稳正常,不得有冲击、振动和不正常声响;
焊缝应平整光滑,不应有任何焊接缺陷;
叠螺式污泥脱水机应有限制和调节泥层厚度的功能;
机械的速度应能平稳调速,其系统指示应和机械实际速度相符;
叠螺式污泥脱水机由电机驱动,输出转速应可调,所有运动部件的运转应平稳,噪音不大于80dB(A),轴承寿命(B10)应大于50000小时;
减速箱齿轮设计应按ISO或等同标准,服务系数不小于 2.0,齿轮采用低合金钢渗碳处理,表面硬度不低于HRC58。
所有结合面及输入和输出轴密封处不得有渗漏;
驱动装置应具有过载和过热保护功能,电机防护等级为IP55,F级绝缘.
冲洗装置应具有良好的封闭性,便于维护和清理,不允许冲洗水飞溅打湿泥饼;
如设计院图纸中设计参数与厂家所需参数不符请及时提出,由业主确认后变动,否则视为对设计参数的认可。
由此产生的工艺处理效果问题由污泥脱水机厂家承担。
叠螺式污泥脱水机应有完善的自动控制和保护功能。
一旦出现污泥量不足,聚凝物缺少等情况,外部信号指令等均为停机和报警;
污泥浓缩脱水后的含水率应低于80%,经过叠螺式污泥脱水机脱水后的固体回收率应大于95%,进泥含水率≥99.2%。
B.三厢式加药系统
1.一般描述
三厢式加药系统为一完整套装自动连续式之高分子配制机组,可以高分子干粉或浓缩液配制成稀释液以供使用,采粉状或液态比例定量混合处理,可均匀泡制避免药粉量的浪费及不必要的维修费用。
主要由三个PP材质制成的搅拌槽、调匀槽和储存槽组成,搅拌槽、调匀槽各装置有一部搅拌机,并配置一套粉体输送设备,一个单元控制盘,三个活动式的探视孔、溢流装置,排放和输出口接头,且包括所有必须的控制组件及阀类配件。
第一区为反应泡制区,第二区为反应熟成区,第三区为溶液储存区,每一区以隔板焊接间隔而成,并配合混合湿润器及抗凝结加热系统,以慢速搅拌达到最佳的泡制成果。
2.技术要求
a.干粉投加装置
干粉进料斗:
容积100L一只
变频投加螺旋泵:
投加量为0~10kg/h一只
发热线圈:
温控范围40~600C一套
药液混合装置:
不锈钢304材质一只
b.槽体
槽体形式:
三槽式,不锈钢304材质,厚度至少mm,具有足够的强度,无渗漏。
第一槽:
药剂配制。
收集定量的来水及高分子絮凝剂干粉。
电磁阀(220V-50Hz,)一只
流量计(0~2500L/h)一只
低速搅拌器:
螺旋桨为2叶,不锈钢304L材质、速度114r/min一只
第二槽为熟化槽,确保有一定时间给高分子絮凝剂溶液熟化。
低速搅拌器:
螺旋桨为2叶,不锈钢304L材质、速度114r/min一只
第三槽:
储存。
连杆浮球:
SUS304材质一只
c.控制箱
操作原理:
低水位停止整套装置、中水位启动自来水供应的电磁阀、高水位关闭自来水供应阀并停止干粉进料机。
电控组件:
主要电气元件,变频器
控制箱为下列项目服务:
2台低速搅拌机、1台3水位连杆浮球、1台干粉容量进料机、1台发热圈(干粉进料机)、1台投加泵、1台给水用的电磁阀。
三厢式加药系统的控制系统需集成在一起,具有手动运行和自动运行功能,手动运行时可分动各设备,并有运行、故障等显示。
自动运行时,可根据工艺设定各设备的运行时间和运行顺序,并按设定的时序工作。
控制柜需根据图纸中涉及到的所有电器设备,根据厂家对设备的运行要求,提供三厢式加药系统完整的控制装置,带PLC控制系统及485接口,防护等级:
IP65。
d.进泥药量泵
加药泵应采用螺杆泵,运行条件应满足PH3~12,常温,介质粘度<5500CPS,流量调节,介质浓度为0.1%~0.6%的高分子絮凝剂。
螺杆泵减速装置的齿轮强度应按ISO、DIN标准设计,服务系数≥2.0,齿轮材料为低合金钢,表面硬度不低于HRC58,轴承寿命(B10)不小于50,000小时。
电机防护等级IP55,F级绝缘。
三厢式加药系统应完全满足污泥浓缩、脱水工艺的要求。
絮凝剂调制溶液浓度0.5%~1%,絮凝剂使用浓度0.1%,絮凝剂类型应采用中国产的高分子粉末状或液态絮凝剂;
系统的仪器仪表应完全齐全、指示准确;
管路线路整齐,管路无渗漏;
设备操作过程中清洁无粉尘;
自动配制投加絮凝剂系统的所有设备容器、阀门、仪表、管路、管件等的材料均应采用非腐蚀性材料;
供货厂家应提供根据药量和溶液浓度确定的的混合槽、调匀槽、储存槽尺寸和容积;
1.6主要材质
A.叠螺式污泥脱水机
详见本文中1.6技术要求,其中
所有紧固件:
不锈钢304
控制柜:
碳钢防腐
B.三厢式加药系统
药罐:
不锈钢304,厚度至少15mm
搅拌机:
不锈钢304
设备系统管路:
ABS
所有紧固、地脚螺栓:
不锈钢304
控制柜碳钢防腐
污泥螺杆泵
1.1设备清单
表1设备清单
名称
安装位置
主要技术规格
数量
备注
螺杆泵
污泥匀质池至叠螺式污泥脱水机
Q=13m3/h,H=30mN=5.5kw
2台
1用1备
注:
以上设备技术规格参数如与图纸或供货厂家生产的参数有差异,需及时告知业主并经业主确认后方可改动。
1.2供货范围
一套完整的螺杆泵设备应成套地配备安全、有效及可靠运行所需的附件。
设备主要组成部分及供货范围(不限于此):
螺杆泵主机(泵机一体),紧固件以及其它备品备件。
1.3资料提交
合同签订前供方应提交下列资料但不限于以下内容:
—设备的详图及安装尺寸图,表明所有的安装尺寸及材料
—详细技术说明及设备的性能描述
—制造及质量保证设施
—安装方法的详细描述及安装精度规定
—试运转前的调试及检测要求
—控制箱的接线图及控制原理图
—设备各部分的重量
—备品备件表
发货前需提供下列资料但不限于以下内容如合格证,检测报告,安装、维修、运行手册等随机附件。
1.4技术要求
1.一般描述
螺杆泵体积小,重量轻,噪声低,结构简单,维修方便。
流量均匀压力稳定,具有良好的变量调节性。
适合输送敏性物质和易受离心力等破坏的物品。
2.工作条件
螺杆泵应能在如下条件工作:
工作地点:
室内
介质温度:
0—50℃
介质PH:
5—10
环境温度:
-10—50℃
相对湿度:
<95%
介质:
污泥,含水率99~99.4%
3.性能要求
螺杆泵的型号规格应能够满足被输送污泥液体的性质、流量和压力。
螺杆泵能够在规定的范围内正常连续工作,运行噪音小于70分贝,运行平稳,没有明显振动或跳动。
电动机具有足够的额定功率,当泵在其特性曲线上任一点运行时,电功率不超载。
整套设备设计使用寿命不小于15年。
4.设计与结构
⑴污泥进料泵应采用直联型设计,泵的联轴杆和驱动轴之间采用插入销联接结构,使得泵驱动部分很容易与泵体分开,便于快速拆卸,缩短维修保养时间。
⑵污泥进料泵的万向节应由一些质硬、耐磨、易更换的部件组成,每个万向节都应有一个联轴杆衬套、两个万向节衬套和一个联轴杆轴销,外加一个轴销护套固定,万向节的寿命应有不低于10,000工作小时的保证。
⑶定子应为整体式模压制造,不能采用切割及拼接方式制作;定子两端与定子橡胶形成一个整体的端面密封,不是采用O型圈密封型式;定子的寿命应不低于10,000工作小时。
⑷不锈钢铭牌牢固地固定在每台泵的明显的位置,铭牌采用冲压的数字标志。
⑸电机应为鼠笼异步电机,电动机保护等级为IP55,定子采用F级绝缘。
1.7主要材料
泵套:
橡胶
转子:
不锈钢2Cr13
螺栓、螺母、垫片:
不锈钢SS304
PAM加药装置、螺杆加药泵
1.1设备清单
表1设备清单
位置
设备名称
技术参数
数量
其它要求
加氯加药间
PAM加药装置
投药能力1.5kg/h,N=0.75+0.55×2KW
1套
配套搅拌机、控制箱等附属设备
螺杆加药泵
Q=0—400L/h,H=60m,N=0.55KW
2台
1用1备
1.2供货范围
应成套地配备安全、有效及可靠运行所需的附件。
设备主要组成部分及供货范围(不限于此):
制药单元:
混合槽、调匀槽、储存槽
进水单元:
电磁阀、压力表、流量计、过滤器
搅拌单元:
两套电动不锈钢搅拌
干粉投加单元:
干粉仓、精确喂料器
稀释单元:
干粉自动加热除湿、润湿和稀释
液位监测单元:
液位自动监测和报警
控制单元:
PLC控制柜,带485接口,控制整个加药系统的全自动运行
螺杆加药泵
调试期内所需的絮凝剂及润滑油、所有联接附件、地脚螺栓、随机备品备件、专用工具、以及其它备品备件等。
(注:
工艺管线部分:
加药管、给水管、排水管以及工艺管线涉及的阀门不在供货范围之内,如涉及到其它的管线或设备所必需的阀门等需厂家成套提供。
)
1.3资料提交
合同签订前供方应提交下列资料但不限于以下内容:
—设备的详图及安装尺寸图,表明所有的安装尺寸及材料
—详细技术说明及设备的性能描述
—制造及质量保证设施
—安装方法的详细描述及安装精度规定
—试运转前的调试及检测要求
—控制箱的接线图及控制原理图
—设备各部分的重量
—备品备件表
发货前需提供下列资料但不限于以下内容如合格证,测试报告,安装、维修、运行手册等随机附件。
1.4技术要求
1.一般描述
全不锈钢系列PAM加药装置为一完整套装自动连续式之高分子配制机组,可以高分子干粉或浓缩液配制成稀释液以供使用,采粉状或液态比例定量混合处理,可均匀泡制避免药粉量的浪费及不必要的维修费用。
主要由三个SUS304不锈钢材质制成的搅拌槽、调匀槽和储存槽组成,搅拌槽、调匀槽各装置有一部搅拌机,并配置一套粉体输送设备,一个单元控制盘,三个活动式的探视孔、溢流装置,排放和输出口接头,且包括所有必须的控制组件及阀类配件。
第一区为反应泡制区,第二区为反应熟成区,第三区为溶液储存区,每一区以隔板焊接间隔而成,并配合混合湿润器及抗凝结加热系统,以慢速搅拌达到最佳的泡制成果。
2.技术要求
e.干粉投加装置
干粉进料斗:
容积100L一只
变频投加螺旋泵:
投加量为0~10kg/h一只
发热线圈:
温控范围40~600C一套
药液混合装置:
SUS304材质一只
f.槽体
槽体形式:
三槽式,材质:
SUS304。
第一槽:
药剂配制。
收集定量的来水及高分子絮凝剂干粉。
电磁阀(220V-50Hz,)一只
流量计(0~2500L/h)一只
低速搅拌器:
螺旋桨为2叶,不锈钢304L材质一只
第二槽为熟化槽,确保有一定时间给高分子絮凝剂溶液熟化。
低速搅拌器:
螺旋桨为2叶,不锈钢304L材质一只
第三槽:
储存。
连杆浮球:
SUS304材质一只
g.控制箱
操作原理:
低水位停止整套装置、中水位启动自来水供应的电磁阀、高水位关闭自来水供应阀并停止干粉进料机。
电控组件:
主要电气元件,变频器
控制箱为下列项目服务:
2台低速搅拌机、1台3水位连杆浮球、1台干粉容量进料机、1台发热圈(干粉进料机)、1台投加泵、1台给水用的电磁阀。
PAM加药装置的控制系统需集成在一起,具有手动运行和自动运行功能,手动运行时可分动各设备,并有运行、故障等显示。
自动运行时,可根据工艺设定各设备的运行时间和运行顺序,并按设定的时序工作。
控制柜需根据图纸中涉及到的所有电器设备,根据厂家对设备的运行要求,提供PAM加药装置完整的控制装置,防护等级:
IP65。
h.螺杆加药泵
加药泵应采用螺杆泵,运行条件应满足PH3~12,常温,介质粘度<5500CPS,流量调节,介质浓度为0.1%~0.6%的高分子絮凝剂。
螺杆泵减速装置的齿轮强度应按ISO、DIN标准设计,服务系数≥2.0,齿轮材料为低合金钢,表面硬度不低于HRC58,轴承寿命(B10)不小于50,000小时。
电机防护等级IP55,F级绝缘。
PAM加药装置应完全满足污泥浓缩、脱水工艺的要求。
絮凝剂调制溶液浓度0.5%~1%,絮凝剂使用浓度0.1%,絮凝剂类型应采用中国产的高分子粉末状或液态絮凝剂;
系统的仪器仪表应完全齐全、指示准确;
管路线路整齐,管路无渗漏;
设备操作过程中清洁无粉尘;
自动配制投加絮凝剂系统的所有设备容器、阀门、仪表、管路、管件等的材料均应采用非腐蚀性材料;
供货厂家应提供根据药量和溶液浓度确定的的混合槽、调匀槽、储存槽尺寸和容积。
1.6主要材质
A.PAM加药装置
药罐:
不锈钢304
搅拌机:
不锈钢304
设备系统管路:
ABS
所有紧固、地脚螺栓:
不锈钢304
B.控制柜碳钢防腐
 升级会员
升级会员 