Ⅱ型焊接接头超声检测方法.docx
《Ⅱ型焊接接头超声检测方法.docx》由会员分享,可在线阅读,更多相关《Ⅱ型焊接接头超声检测方法.docx(4页珍藏版)》请在冰豆网上搜索。
Ⅱ型焊接接头超声检测方法
Ⅱ型焊接接头超声检测方法
1.4.1范围
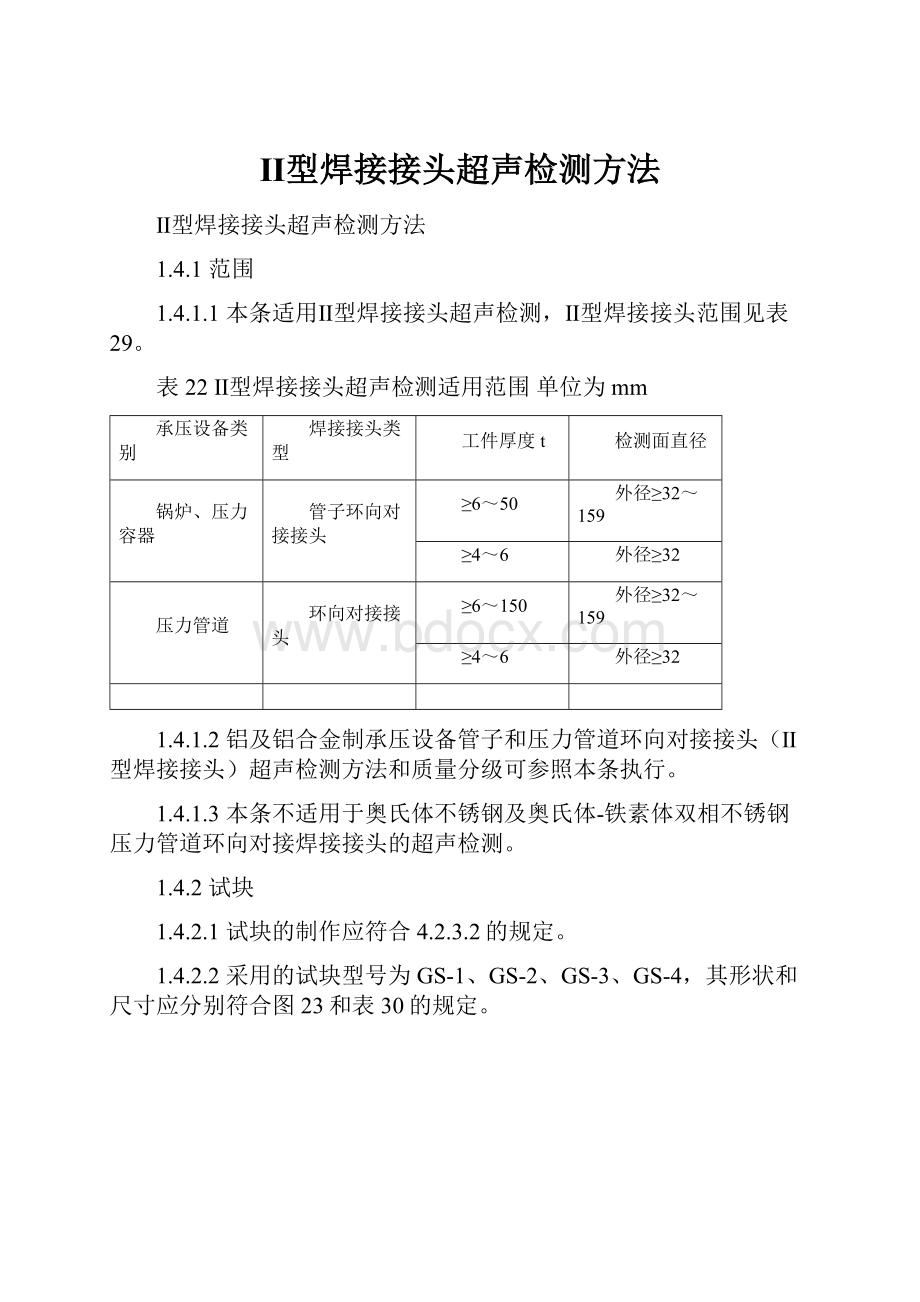
1.4.1.1本条适用Ⅱ型焊接接头超声检测,Ⅱ型焊接接头范围见表29。
表22Ⅱ型焊接接头超声检测适用范围单位为mm
承压设备类别
焊接接头类型
工件厚度t
检测面直径
锅炉、压力容器
管子环向对接接头
≥6~50
外径≥32~159
≥4~6
外径≥32
压力管道
环向对接接头
≥6~150
外径≥32~159
≥4~6
外径≥32
1.4.1.2铝及铝合金制承压设备管子和压力管道环向对接接头(Ⅱ型焊接接头)超声检测方法和质量分级可参照本条执行。
1.4.1.3本条不适用于奥氏体不锈钢及奥氏体-铁素体双相不锈钢压力管道环向对接焊接接头的超声检测。
1.4.2试块
1.4.2.1试块的制作应符合4.2.3.2的规定。
1.4.2.2采用的试块型号为GS-1、GS-2、GS-3、GS-4,其形状和尺寸应分别符合图23和表30的规定。
图23GS试块形状和尺寸
表30试块圆弧曲率半径单位为mm
试块型号
试块圆弧曲率半径R1
适用管外径范围
试块圆弧曲率半径R2
适用管外径范围
GS-1
18
32~40
22
40~48
GS-2
26
48~57
32
57~72
GS-3
40
72~90
50
90~110
GS-4
60
110~132
72
132~159
注:
根据检测需要,可添加适用不同曲率和厚度范围的试块。
1.4.3探头
1.4.3.1推荐采用线聚焦斜探头和双晶斜探头,其性能应能满足检测要求。
1.4.3.2探头标称频率一般采用4MHz~5MHz,当管壁厚度大于15mm时,采用2MHz~2.5MHz的探头。
1.4.3.3斜探头折射角(K值)的选取可参照表31的规定。
如有必要,也可采用其他折射角(K值)的探头。
1.4.3.4探头楔块的曲率应加工成与接管外径相吻合的形状。
加工好曲率的探头应对其折射角(K值)和前沿值进行测定,要求一次波至少扫查到焊接接头根部。
1.4.4检测位置及探头移动区
表31斜探头折射角(K值)的选择
管壁厚度t/mm
探头折射角(K值)
探头前沿/mm
≥4~8
68°~72°(2.5~3.0)
≤6
>8~15
63°~68°(2.0~2.5)
≤8
>15
56°~63°(1.5~2.0)
≤12
1.4.4.1一般要求从焊接接头两侧进行检测,确因条件限制只能从焊接接头一侧检测时,应采用两种或两种以上的不同值探头进行检测。
1.4.4.2探头移动区应清除焊接飞溅、铁屑、油垢及其他杂质,其表面粗糙度Ra≤25μm,探头移动区应大于1.5P,P的计算按1.3.5.1.2的规定。
1.4.5距离-波幅曲线的绘制
1.4.5.1按表30选择与实际工件曲率相对应的对比试块。
1.4.5.2距离-波幅曲线按所用探头和仪器在所选择的试块上实测的数据绘制而成,该曲线族图由评定线、定量线和判废线组成。
评定线与定量线之间(包括评定线)为I区,定量线与判废线之间(包括定量线)为II区,判废线及其以上区域为III区,如图24所示。
图24距离-波幅曲线示意图
1.4.5.3不同管壁厚度的距离-波幅曲线灵敏度应符合表32的规定。
表32距离-波幅曲线的灵敏度
管壁厚度t/mm
评定线
定量线
判废线
≥6~8
φ2×20-24dB
φ2×20-18dB
φ2×20-12dB
>8~15
φ2×20-20dB
φ2×20-14dB
φ2×20-8dB
>15
φ2×20-16dB
φ2×20-10dB
φ2×20-4dB
1.4.5.4检测时声能传输损失差可参照附录P,并根据实测结果对扫查灵敏度进行补偿,补偿量应计入距离-波幅曲线。
1.4.5.6扫查灵敏度不应低于评定线灵敏度。
1.4.6扫查方法
1.4.1.1一般将探头从对接接头两侧垂直于焊接接头进行扫查,探头前后移动距离应符合要求,探头左右移动应使得扫查覆盖大于探头宽度的15%。
1.4.1.2为了观察缺陷动态波形或区分伪缺陷信号以确定缺陷的位置、方向、形状,可采用前后、左右等扫查方法。
 升级会员
升级会员 