机械装配工艺过程卡片.docx
《机械装配工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《机械装配工艺过程卡片.docx(16页珍藏版)》请在冰豆网上搜索。
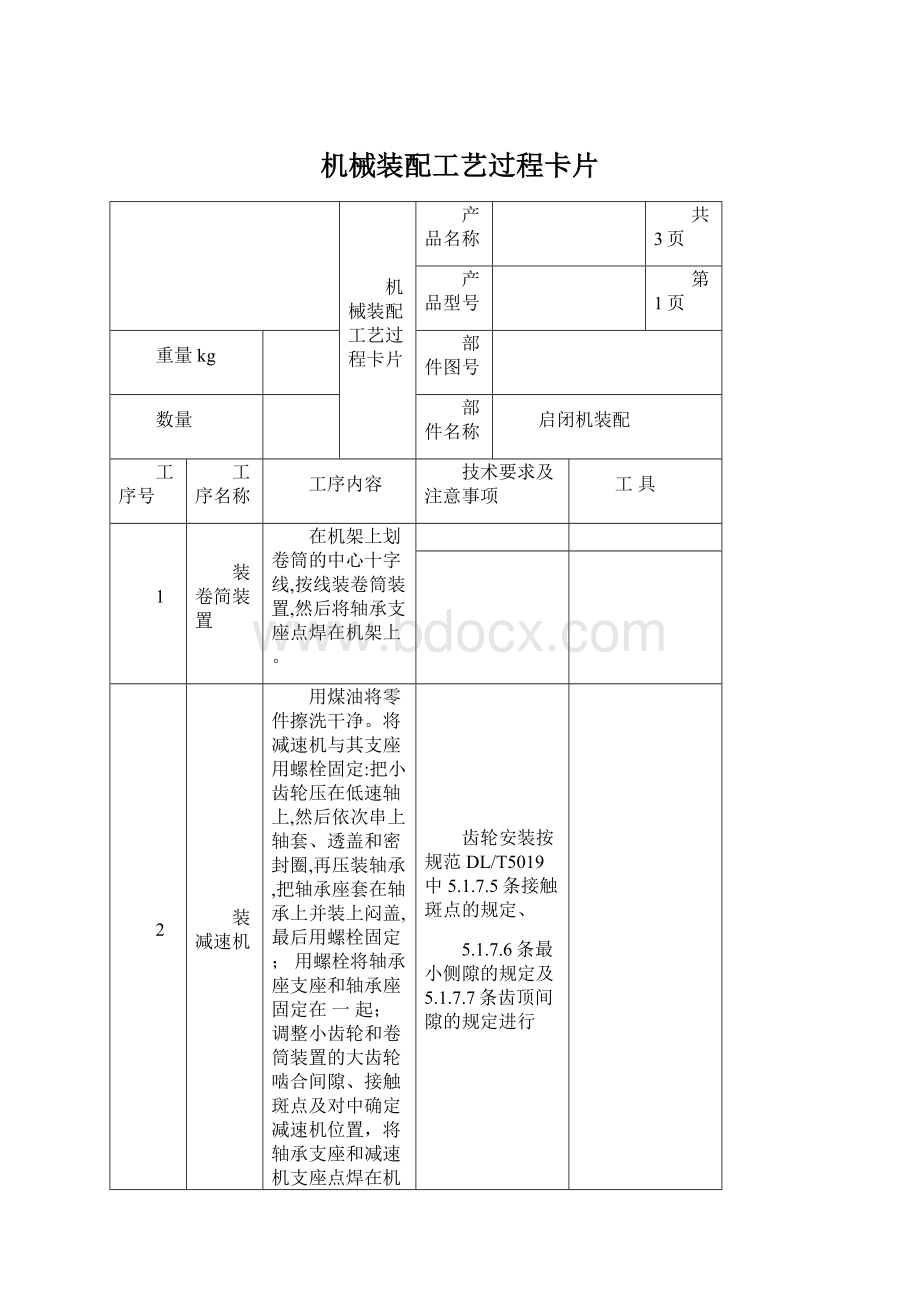
机械装配工艺过程卡片
机械装配工艺过程卡片
产品名称
共3页
产品型号
第1页
重量kg
部件图号
数量
部件名称
启闭机装配
工序号
工序名称
工序内容
技术要求及注意事项
工具
1
装卷简装置
在机架上划卷筒的中心十字线,按线装卷筒装置,然后将轴承支座点焊在机架上。
2
装减速机
用煤油将零件擦洗干净。
将减速机与其支座用螺栓固定:
把小齿轮压在低速轴上,然后依次串上轴套、透盖和密封圈,再压装轴承,把轴承座套在轴承上并装上闷盖,最后用螺栓固定;用螺栓将轴承座支座和轴承座固定在一起;调整小齿轮和卷筒装置的大齿轮啮合间隙、接触斑点及对中确定减速机位置,将轴承支座和减速机支座点焊在机架上:
把制动轮压装在减速机高速轴上并用螺帽和挡圈固定;把外齿圈用螺栓固定在制动轮上。
齿轮安装按规范DL/T5019中5.1.7.5条接触斑点的规定、
5.1.7.6条最小侧隙的规定及5.1.7.7条齿顶间隙的规定进行
3
检验
安装位置、啮合间隙、接触斑点及转动灵活性。
4
装制动器
将制动器与其支座用螺栓固定,再把制动器套在制动轮上并夹紧,然后把制动器支座点焊在机架上。
机械装配工艺过程卡片
产品名称
共3页
产品型号
第2页
重量kg
部件图号
启闭机装配
数量
部件名称
工序号
工序名称
工序内容
技术要求及注意事项
工具
5
装电动机
用煤油将零件擦洗干净。
将电动机与其支座用螺栓固定;然后依次把盖、油封、及盖板套在外齿轴套上并将外齿轴套压装在电动机轴上用螺栓和档圈固定;调整内、外齿套啮合然后注满黄油;用螺栓固定盖板;最后把电动机支座点焊在机架上。
齿轮安装按规范DL/T5019中5.1.7.5条接触斑点的规定、5.1.7.6条最小侧隙的规定及5.1.7.7条齿顶间隙的规定进行
6
检验
安装位置、啮合间隙、接触斑点及转动灵活性。
7
装定滑轮
以卷筒中心为基准,在机架上划定滑轮中心十字线;按线装定滑轮;把滑轮支座点焊在机架上
8
装
主令控制器
用煤油将零件擦洗干净。
将主令控制器与其支座用螺栓固定在一起;把链轮压装在主令控制器轴上;把另一链轮压装在连接轴上并把连接轴另一端压入卷简轴中心孔,再用螺钉固定。
用链条连接两链轮保证其中心在同一条线上,确定主令控制器位置并将其支座点焊在机架上。
机械装配工艺过程卡片
产品名称
共3页
产品型号
第3页
重量kg
部件图号
数量
部件名称
启闭机装配
工序号
工序名称
工序内容
技术要求及注意事项
工具
9
装平衡滑轮
及负荷限制
器装置
用煤油将零件擦洗干净。
将复合材料轴承压入滑轮,再用平衡滑轮销轴将滑轮及间隔圈按图串在吊板上并装上止轴板用螺栓固定;将复合材料轴承压入杠杆,用销轴将两个联接板串、在杠杆上,再用另一销轴将杠杆及间隔圈串在支座上并用挡圈、开口销固定;以卷筒中心为基准,在机架上确定支座安装位置并将支座点焊在机架上;以支座中心为基准,确定弹簧座的位置并将其点焊在机架上;将弹簧装入弹簧座并用螺杆及压盖固定,同时将螺杆串在杠杆上,按图纸要求调整并固定;将行程开关安在弹簧座上,螺栓压杆固定在杠杆上;将复合材料轴承压入吊板,再用销轴把吊板串在联接板上并装上止轴板用螺栓固定。
10
检验
安装位置及尺寸,转动灵活性。
11
焊接
把所有支座按图纸要求焊牢在机架上。
机械装配工艺过程卡片
产品名称
共1页
产品型号
第1页
重量kg
部件图号
数量
部件名称
卷筒装置
工序号
工序名称
工序内容
技术要求及注意事项
工具
1
清洗零件
用煤油将零件擦洗干净。
2
装卷筒轴
先将卷筒轴压入大齿轮中心孔,
再将卷简轴另一端压入卷筒中心孔。
位置尺寸符合图纸要求。
3
装剪力套
镗安装剪力套孔并压入剪力套,再用螺栓固定。
每镗好一孔配一只剪力套并压入
4
安装轴承
先将内侧挡圈、透盖及防尘垫套在卷筒轴上,再压入轴承。
5
安装轴承座
将轴承座套在轴承上,给轴承内加满黄油,再安装防尘垫、透盖、闷盖并用螺栓固定。
6
装轴承座支座
用螺栓把轴承座和轴承座支座固定在一起,配钻定位销孔并打入定位销。
7
装压板
用螺栓把压板固定在卷筒上。
8
检验
安装位置及尺寸,转动灵活性。
机械装配工艺过程卡片
产品名称
共1页
产品型号
第1页
重量kg
部件图号
数量
部件名称
定滑轮装置
工序号
工序名称
工序内容
技术要求及注意事项
工具
1
清洗零件
用煤油将零件擦洗干净。
2
装滑轮
将复合材料轴承压入滑轮,再依次将滑轮、隔套及间隔环穿到滑轮轴上。
1
3
装支座
将两支座套在滑轮轴两端,再装上止轴板并用
螺栓固定,从加油口注满黄油再装上油杯。
4
检验
安装位置及尺寸,转动灵活性。
机械装配工艺过程卡片
产品名称
共1页
产品型号
第1页
重量kg
部件图号
数量
部件名称
动滑轮装置
工序号
工序名称
工序内容
技术要求及注意事项
工具
1
清洗零件
用煤油将零件擦洗干净
2
装滑轮
将复合材料轴承压入滑轮,再依次将滑轮隔套、中间护罩、吊板组件及间隔环穿到滑'轮轴上。
将两侧面护罩套在滑轮轴两端并与中间护一起用螺栓固定在吊板组件上,装上止轴板并用螺栓固定。
从加油口注满黄油,然后装上油杯
3
装吊轴
将吊轴穿到吊板组件上,装上止轴板并用螺栓固定
4
检验
安装位置及尺寸,转动灵活性。
机械装配工艺过程卡片
产品名称
共3页
产品型号
第1页
重量kg
部件图号
数量
部件名称
启闭机装配
工序号
工序名称
工序内容
技术要求及注意事项
工具
1
装卷简装置
在机架上划卷筒的中心十字线,按线装卷筒装置,然后将轴承支座点焊在机架上。
2
装减速机
用煤油将零件擦洗干净。
将减速机与其支座用螺栓固定:
把小齿轮压在低速轴上,然后依次串上轴套、透盖和密封圈,再压装轴承,把轴承座套在轴承上并装上闷盖,最后用螺栓固定;用螺栓将轴承座支座和轴承座固定在一起;调整小齿轮和卷筒装置的大齿轮啮合间隙、接触斑点及对中确定减速机位置,将轴承支座和减速机支座点焊在机架上:
把制动轮压装在减速机高速轴上并用螺帽和挡圈固定;把外齿圈用螺栓固定在制动轮上。
齿轮安装按规范DL/T5019中5.1.7.5条接触斑点的规定、
5.1.7.6条最小侧隙的规定及5.1.7.7条齿顶间隙的规定进行
3
检验
安装位置、啮合间隙、接触斑点及转动灵活性。
4
装制动器
将制动器与其支座用螺栓固定,再把制动器套在制动轮上并夹紧,然后把制动器支座点焊在机架上。
机械装配工艺过程卡片
产品名称
共3页
产品型号
第2页
重量kg
部件图号
启闭机装配
数量
部件名称
工序号
工序名称
工序内容
技术要求及注意事项
工具
5
装电动机
用煤油将零件擦洗干净。
将电动机与其支座用螺栓固定;然后依次把盖、油封、及盖板套在外齿轴套上并将外齿轴套压装在电动机轴上用螺栓和档圈固定;调整内、外齿套啮合然后注满黄油;用螺栓固定盖板;最后把电动机支座点焊在机架上。
齿轮安装按规范DL/T5019中5.1.7.5条接触斑点的规定、5.1.7.6条最小侧隙的规定及5.1.7.7条齿顶间隙的规定进行
6
检验
安装位置、啮合间隙、接触斑点及转动灵活性。
7
装定滑轮
以卷筒中心为基准,在机架上划定滑轮中心十字线;按线装定滑轮;把滑轮支座点焊在机架上
8
装
主令控制器
用煤油将零件擦洗干净。
将主令控制器与其支座用螺栓固定在一起;把链轮压装在主令控制器轴上;把另一链轮压装在连接轴上并把连接轴另一端压入卷简轴中心孔,再用螺钉固定。
用链条连接两链轮保证其中心在同一条线上,确定主令控制器位置并将其支座点焊在机架上。
机械装配工艺过程卡片
产品名称
共3页
产品型号
第3页
重量kg
部件图号
数量
部件名称
启闭机装配
工序号
工序名称
工序内容
技术要求及注意事项
工具
9
装平衡滑轮
及负荷限制
器装置
用煤油将零件擦洗干净。
将复合材料轴承压入滑轮,再用平衡滑轮销轴将滑轮及间隔圈按图串在吊板上并装上止轴板用螺栓固定;将复合材料轴承压入杠杆,用销轴将两个联接板串、在杠杆上,再用另一销轴将杠杆及间隔圈串在支座上并用挡圈、开口销固定;以卷筒中心为基准,在机架上确定支座安装位置并将支座点焊在机架上;以支座中心为基准,确定弹簧座的位置并将其点焊在机架上;将弹簧装入弹簧座并用螺杆及压盖固定,同时将螺杆串在杠杆上,按图纸要求调整并固定;将行程开关安在弹簧座上,螺栓压杆固定在杠杆上;将复合材料轴承压入吊板,再用销轴把吊板串在联接板上并装上止轴板用螺栓固定。
10
检验
安装位置及尺寸,转动灵活性。
11
焊接
把所有支座按图纸要求焊牢在机架上。
机械装配工艺过程卡片
产品名称
共1页
产品型号
第1页
重量kg
部件图号
数量
部件名称
卷筒装置
工序号
工序名称
工序内容
技术要求及注意事项
工具
1
清洗零件
用煤油将零件擦洗干净。
2
装卷筒轴
先将卷筒轴压入大齿轮中心孔,
再将卷简轴另一端压入卷筒中心孔。
位置尺寸符合图纸要求。
3
装剪力套
镗安装剪力套孔并压入剪力套,再用螺栓固定。
每镗好一孔配一只剪力套并压入
4
安装轴承
先将内侧挡圈、透盖及防尘垫套在卷筒轴上,再压入轴承。
5
安装轴承座
将轴承座套在轴承上,给轴承内加满黄油,再安装防尘垫、透盖、闷盖并用螺栓固定。
6
装轴承座支座
用螺栓把轴承座和轴承座支座固定在一起,配钻定位销孔并打入定位销。
7
装压板
用螺栓把压板固定在卷筒上。
8
检验
安装位置及尺寸,转动灵活性。
 升级会员
升级会员 