气动与液压实训样章不完整版.docx
《气动与液压实训样章不完整版.docx》由会员分享,可在线阅读,更多相关《气动与液压实训样章不完整版.docx(21页珍藏版)》请在冰豆网上搜索。
气动与液压实训样章不完整版
第一单元气压运动装置的安装与调试
项目一气动平口钳控制回路的安装与调试
【学习目标】
1.认识气源及气源调节装置,知道它的结构与型号,并会识别、安装及使用。
2.认识两位五通单气控换向阀、两位三通手动换向阀、节流阀等气动控制元件,知道它们的结构和型号,并会识别、安装及使用。
3.认识双作用单出杆气缸等气动执行元件,知道它们的结构和型号,并会识别、安装及使用。
4.会识读气动平口钳气动回路图,并能说出气动回路的动作过程。
5.会根据气动平口钳气动回路图、设备布局图正确安装、调试气动回路。
【项目简介】
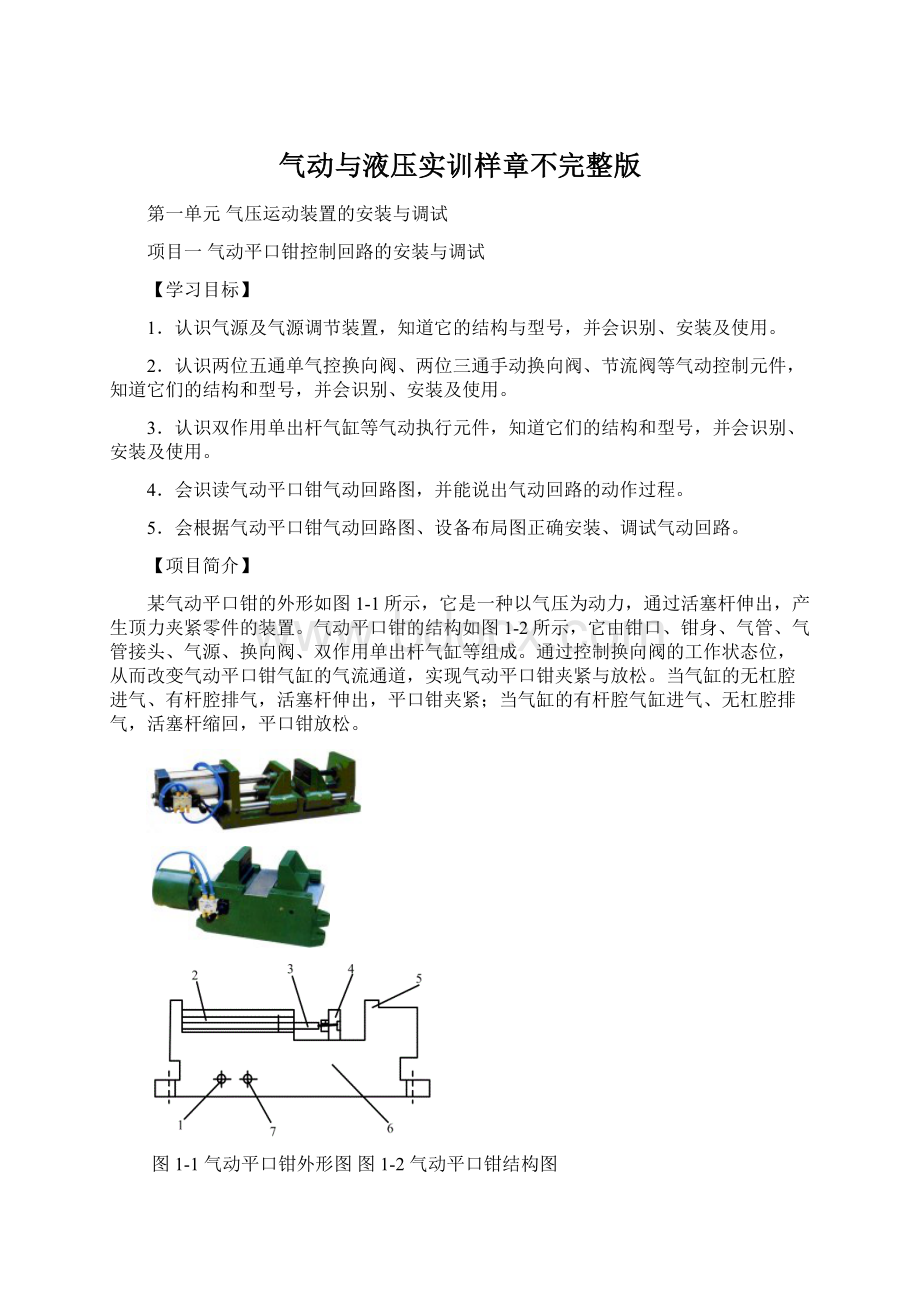
某气动平口钳的外形如图1-1所示,它是一种以气压为动力,通过活塞杆伸出,产生顶力夹紧零件的装置。
气动平口钳的结构如图1-2所示,它由钳口、钳身、气管、气管接头、气源、换向阀、双作用单出杆气缸等组成。
通过控制换向阀的工作状态位,从而改变气动平口钳气缸的气流通道,实现气动平口钳夹紧与放松。
当气缸的无杠腔进气、有杆腔排气,活塞杆伸出,平口钳夹紧;当气缸的有杆腔气缸进气、无杠腔排气,活塞杆缩回,平口钳放松。
图1-1气动平口钳外形图图1-2气动平口钳结构图
1—进气管接头2—气缸3—伸缩活塞杆4—活动钳口
5—固定钳口6—平口钳身7—出气管接头
【必备知识】
1.气路元件
(1)气源产生、处理和储存压缩空气的装置称为气源装置。
如图1-3所示,气源装置一般由空气压缩机、后冷却器、油水分离器、储气罐、干燥器和过滤器等组成。
图1-3气源装置
1—空气压缩机2—后冷却器3—油水分离器4、7—储气罐5—干燥器6—过滤器
空气压缩机为气源装置的主体,其功能是压缩空气,提供动力源。
如图1-4所示,它主要由主机、储气罐、排气管、排污阀、调节阀、单向阀、压力表、排气阀、脚轮、安全阀、气压开关等组成。
图1-4空气压缩机
1—主机2—储气罐3—排气管4—排污阀5—脚轮
6—单向阀7—压力表8—手滑阀9—调节阀10—安全阀11—电源开关
如图1-5所示,当空气压缩机的主机接通电源后,电动机驱动曲柄8旋转,再带动活塞3移动,气腔便因容积变小而使气体被压缩,从而导致压力升高,形成压缩空气输出存入贮气罐。
图1-5主机工作示意图
1—排气阀2—吸气阀3—活塞4—气缸5—活塞杆6—滑块7—连杆8—曲柄
(2)气源调节装置在实际应用中,通常在气动系统前面安装气源调节装置,提高气源质量,以满足气动元件对气源质量要求,气动三联件就是其中的一种。
1)结构与符号。
由空气过滤器、减压阀和油雾器一起组成的气源调节装置,称为气动三联件,其外形与符号见图1-6。
由于减压阀内有阻尼小孔和喷嘴,故压缩空气流过三联件的顺序依次为空气过滤器→减压阀→油雾器,且不能颠倒。
减压阀
空气过滤器
油雾器
流出
压缩空气流进
a)b)c)
图1-6气动三联件及其符号
a)外形图b)详细符号c)简略符号
空气过滤器。
图1-7所示,空气过滤器的作用是对压缩空气进行除水滤灰净化处理。
a)b)c)
图1-7空气过滤器
a)实物图b)结构示意图c)符号
减压阀。
图1-8所示,减压阀的作用是对输入的压缩空气进行减压,调节至气动系统所需的压力要求。
a)实物图b)结构示意图c)符号
图1-8减压阀(带压力表)
油雾器。
图1-9所示,油雾器的作用是将润滑油的油滴喷射成雾状,并混合于压缩空气中,使该压缩空气具有润滑气动元件的能力。
a)b)c)
图1-9过滤器
a)实物图b)结构示意图c)符号
2)型号。
AC2000-M-W型气动三联件的型号及其含义如下:
(3)两位五通单气控换向阀图1-10为两位五通单气动换向阀,属于一种气动控制元件,它是利用直接加压的方式来控制气流的通道,从而使气体流通的方向改变。
图1-10两位五通单气控换向阀
(2)气动回路的动作过程平口钳气动回路的动作过程见表1-5。
表1-5气动回路的动作过程
序号
动作条件
气路仿真图
1
按下手动换向阀按钮
按下按钮杆
1)手动阀。
2)气动阀
2
松开手动换向阀按钮
松开按钮杆
1)手动阀
2)气动阀
【任务实施】
施工前,施工者应根据设备要求,制定施工计划,合理安排施工进度,做到定额时间内完成施工作业。
施工过程中要严格遵守安全操作规范,确保人身安全和设备安全;各工序要符合作业指导规范要求,保证设备工艺,确保作业质量。
操作流程如图1-28所示。
图1-28操作流程图
1.施工准备
1)设备清点。
按表1-6清点设备器件型号、规格及其数量,并归类放置。
表1-6设备清单
序号
名称
型号规格
数量
单位
备注
1
气动实验平台
英赛
1
台
2
空气压缩机
WY5.2
1
台
3
三联件
AC2000
1
只
4
气控换向阀
4A110–06
1
只
5
手控换向阀
S3PW–06
1
只
6
双作用气缸
MA20X100–S-CA
1
只
7
节流阀
ASL6–01
2
只
8
手阀
AHVSF06–01B
1
只
9
直通接头
APC6–01
6
只
10
直角接头
APL6–01
1
只
11
消声器
BSL–01
2
只
12
气管
US98A–060–040
若干
米
2)工具清点。
施工工具见表1-7所示,施工者应清点工具的数量,同时认真检查其性能是否完好。
表1-7工具清单
序号
名称
规格、型号
数量
单位
1
工具箱
1
只
2
螺钉旋具
一字、100mm
1
把
3
螺钉旋具
十字、100mm
1
把
4
钟表螺钉旋具
1
套
5
斜口钳
150mm
1
把
6
尖嘴钳
150mm
1
把
7
活络扳手
150mm
1
把
8
剪刀
1
把
9
镊子
1
把
10
烙铁
25W
1
把
11
万用表
MF47
1
只
12
内六角扳手(组套)
PM-C9
1
套
3)图样准备。
施工前准备好设备气动回路图、设备布局图,供作业时查阅。
气动平口钳的元件安装位置如图1-29所示。
三联件
气缸
气控阀
手控阀
图1-29设备布局图
2.气路安装
(1)器件固定
1)安装固定三联件。
根据表1-8安装固定三联件。
表1-8安装固定三联件
操作
步骤
操作图示
操作说明
1
准备好手阀、三联件和直角接头,并有序放置
2
需露出一个牙螺纹
手阀
生料带的缠绕方向与其固定拧紧时的方向相逆
生料带
手阀螺纹上缠绕生料带,其缠绕方向与手阀的拧紧方向一致;缠绕的圈数要适量,并露出一个牙螺纹,以防生料带堵住气口
3
手阀
三联件
活络扳手
连接固定手阀与三联件,紧固时用力要适中,避免损坏手阀
4
生料带
直角接头
直角接头螺纹上缠绕生料带,缠绕的圈数要适量,方向要正确并露出一个牙螺纹
5
三联件
直角接头
连接固定直角接头与三联件,紧固时用力要适中,避免损坏直角接头
6
三联件
安装平台
根据设备布局图将三联件固定在安装平台上
2)安装固定气控换向阀。
根据表1-9安装两位五通单气控换向阀。
表1-9安装固定气控换向阀
操作
步骤
操作图示
操作说明
1
两位五通
单气控换向阀
消声器
直通接头
准备好两位五通单气控换向阀、消声器和直通接头,并有序放置
2
直通接头
生料带
在直通接头螺纹上缠绕生料带,缠绕的圈数要适量,方向要正确并露出一个牙螺纹
3
两位五通单气控换向阀
直通接头
连接固定直通接头与气控换向阀,紧固时用力要适中,避免损坏接头
4
消声器
生料带
在消声器螺纹上缠绕生料带,缠绕要正确且气口处露出一个牙螺纹
5
活络扳手
消声器
连接固定消声器与气控换向阀,紧固时用力要适中,避免损坏消声器
6
气控换向阀
安装底座
在安装底座上固定气控换向阀,且牢固、可靠
7
气控换向阀
根据设备布局图将气控换向阀固定在安装平台上
3)安装固定手动换向阀。
根据表1-10安装两位三通手动换向阀。
表1-10安装固定手动换向阀
操作
步骤
操作图示
操作说明
1
直通接头
按钮式
蘑菇头
两位三通
手动换向阀
准备好两位三通手动换向阀和直通接头,并有序放置
2
直通接头
生料带
在直通接头螺纹上缠绕生料带,缠绕要正确并露出一个牙螺纹
3
直通接头
两位三通
手动换向阀
连接固定直通接头与手动换向阀,紧固时用力要适中,避免损坏接头
4
手动换向阀
安装底座
在安装底座上固定手动换向阀,安装要牢固、可靠
5
手动换向阀
根据设备布局图将手动换向阀固定在安装平台上
(3)气路检查
对照气动回路图检查气动回路的正确性、可靠性,绝不允许调试过程中有气管脱落现象。
3.设备调试
清扫设备上的杂物,保证无设备之外的金属物。
在确认人身和设备安全的前提下,接通空气压缩机电源,按表1-14调试。
调试时要求施工人员认真观察设备的动作情况,若出现问题,应立即解决或切断电源、气源,避免扩大故障范围。
若调试中有与正确结果不符的情况,施工人员首先应根据现场情况,判断是否需要切断电源、气源,在分析、判断故障形成的原因的基础上,进行调整、检修、解决,然后重新调试,直至设备完全实现功能。
表1-14设备调试
操作
步骤
操作图示
操作说明
1
空气压缩机
电源开关向上拔出
打开空气压缩机电源开关,起动空压机压缩空气,等待气源充足
2
手滑阀
向外滑动
滑动空气压缩机的手滑阀,打开阀门,提供气源气压
逆时针旋转手阀,接通气路
3
观察气路系统有无泄露现象
三联件
逆时针旋转手阀手柄,将气压引到三联件,此时应观察气路系统有无泄露现象,若有之,应立即解决,以确保调试工作在无气体泄露条件下进行
4
先下拉
逆时针旋转,增加气压
气压调整到0.4~0.5MP
先下拉三联件调压手柄,,再旋转,将气压调整到0.4~0.5MPa,给系统供气
12
电源开关向下压回
电源开关向下压回,压缩机停止工作
4.现场清理
设备调试完毕,要求操作者清点工量具、归类整理资料,并清扫现场卫生。
1)清点工量具。
对照工量具清单清点工具,并按要求装入工具箱。
2)资料整理。
整理归类技术说明书、元器件明细表、气路图、设备布局图等资料。
3)清扫设备周围卫生,保持环境整洁。
4)填写设备安装登记表,记载设备调试过程中出现的问题及解决的办法。
【质量记录】
设备质量记录见表1-15。
表1-15设备质量记录表
验收项目及要求
配
分
配分标准
扣
分
得
分
备
注
设备组装
1.设备部件安装可靠,正确
35
1.部件安装位置错误,
 升级会员
升级会员 