第四章金属扭转试验.docx
《第四章金属扭转试验.docx》由会员分享,可在线阅读,更多相关《第四章金属扭转试验.docx(13页珍藏版)》请在冰豆网上搜索。
第四章金属扭转试验
第四章 金属扭转试验
在机械、石油、冶金等工程中有许多机械零部件承受扭转载荷作用的实例,如各种轴类零件(电机主轴、机床主轴、汽车传动轴)、石油钻杆等。
因此,必须测定其相关材料的扭转性能指标,为设计提供依据。
扭转试验是对圆柱形试样施加扭矩T(使试样两端承受大小相等、方向相反、作用面垂直于试样轴线的力偶),测量扭矩T及相应的扭角φ,绘制T-φ扭转曲线图,一般扭至断裂,以便测定金属材料的各项扭转力学性能指标。
圆柱形试样的扭转试验具有以下的特点:
(1)用圆柱形试样进行扭转时,从试验开始直至破断,在试样的整个工作长度上塑性变形都是均匀的,试样仍保持圆柱形,横截面的大小、形状及试样工作长度几乎保持不变,没有缩颈现象。
因此,可以用扭转试验精确地测定高塑性金属材料的应力-应变关系。
(2)剪切试验只能测定材料的抗剪强度,对于高塑性材料,由于常伴随着弯曲变形而不能得到正确的结果,扭转试验则能较全面地了解材料在切应力作用下的行为。
(3)扭转应力状态较拉伸软(α=0.8),可以使低塑性材料处于韧性状态测定它们的强度和塑性。
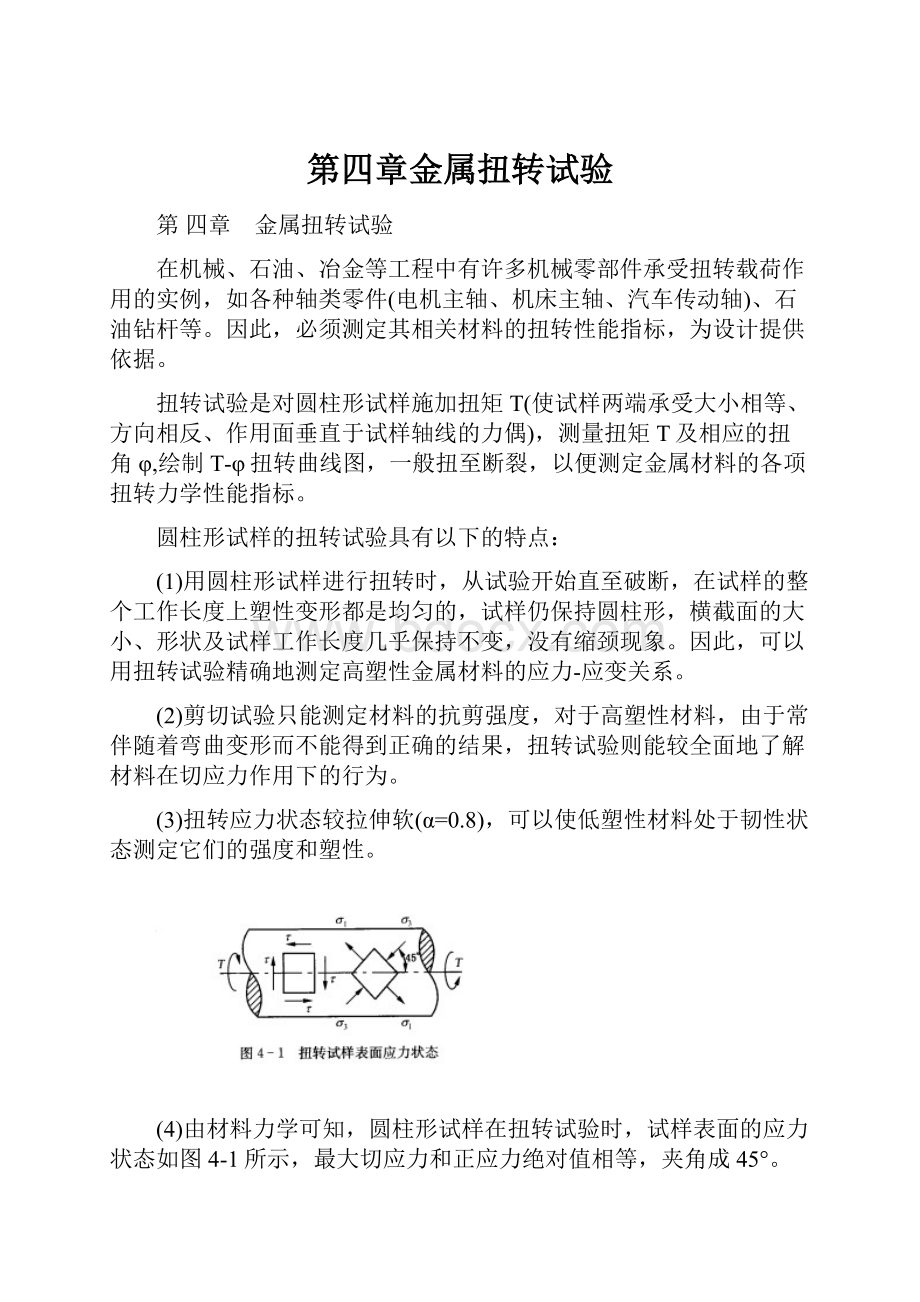
(4)由材料力学可知,圆柱形试样在扭转试验时,试样表面的应力状态如图4-1所示,最大切应力和正应力绝对值相等,夹角成45°。
因此,扭转试验可以明显地区别材料的断裂方式:
正断或切断。
这一点其他试验不能与之相比。
(5)扭转试验时,试样横截面上沿直径方向切应力和切应变的分布是不均匀的,试样表面的切应力和切应变最大。
因此,扭转试验可以灵敏地反映材料的表面缺陷。
第一节 金属材料扭转时的力学性质
一、扭转时切应变
材料力学假设扭转时圆柱体的变形:
(1)所有纵向素线都倾斜了同一角度α,圆柱体上所有矩形格子扭歪成相似平行四边形;
(2)所有圆周线都围绕轴线转了一定的角度φ,而圆周线形状、长短及两圆周线间距离都未改变。
由材料力学可知:
半径为r(mm)的圆柱体,在距离圆柱体轴线为ρ的一层薄壁圆筒上任一点处的切应变:
即:
圆柱体横截面上任一点扭转时的切应变
与该点到轴线的距离ρ成正比,圆柱体表面的切应变最大。
当直径为d(mm),长度为Lc(mm)的圆柱体两端的相对扭角为φ时,圆柱体表面的切应变:
(4-1)
二、扭转时切应力
1.在弹性范围内,由剪切虎克定律,切应力和切应变成正比
(4-2)
式中 G一剪切弹性模量,MPa。
在试样表面,ρ=r,切应力τρ为:
(4-3)
即:
圆柱体横截面上任一点扭转时的切应力τρ与外加扭矩T以及该点到轴线的距离ρ成正比,与极惯性矩Ip成反比,圆柱体表面的切应力最大。
如图4-3所示。
令
,也是仅与横截面的形状和尺寸有关的几何量,称为扭转试样截面系数。
则:
(4-4)
扭转试样的极惯性矩Ip、截面系数Wp:
实心圆截面:
(4-6)
(4-7)
空心圆截面:
(4-8)
式中d——空心圆试样外径;
d1——空心圆截面内径;
(4-9)
2.当切应力使试样表面发生塑性变形时,圆柱体横截面上的切应力τρ与该点到轴线的距离ρ失去比例关系,如图4-4所示。
3.薄壁管扭转时的切应力 当薄壁管的壁厚ao远小于其平均半径rm时(
),
),可以认为试样横截面上沿壁厚方向切应力近似相等,它们对试样轴线的力矩与外加扭矩T平衡,因此平衡方程为:
所以薄壁管扭转时的切应力:
(4-11)
在薄壁管扭转时的切应力公式推导中没有应用虎克定律,此公式可应用于整个扭转试验过程,即:
公式
不仅可用于薄壁管扭转弹性变形阶段,也可用于薄壁管扭转塑性变形阶段。
第二节 扭转试样及试验设备
一、扭转试样
圆柱形扭转试样的形状和尺寸如图4-5所示。
试样的头部形状和尺寸应适合试验机夹头夹持。
推荐采用直径为lOmm,标距分别为5Omm和lOOmm,平行长度分别为7Omm和12Omm的试样。
如采用其他直径的试样,其平行长度应为标距加上两倍直径。
由于扭转试验时试样外表面切应力最大,对于试样表面的细微缺陷此较敏感,因此,对试样表面的粗糙度要求较拉伸试样高。
管形试样的平行长度应为标距加上两倍直径。
其直径和壁厚的尺寸公差及内外表面粗 糙度应符合有关标准或协议要求。
试样应平直。
试样两端应间隙配合塞头,塞头不应伸进其平行长度内。
塞头的形状可参照GB/T228-2002的附录D。
二、试验设备
(一)扭转试验机
(1)允许使用不同类型的机械式或电子式扭转试验机。
试验机扭矩示值相对误差应不大于士1%,应由计量部门定期进行检定。
(2)试验时,试验机两夹头中之一应能沿轴向自由移动,对试样无附加轴向力,两夹头保持同轴。
(3)试验机应能在规定的速度范围内控制试验速度,对试样连续施加扭矩,加卸力应平稳、无振动、无冲击。
(4)应具有良好的读数稳定性,在30s内保持扭矩恒定。
(二)扭转计
(1)允许使用不同类型的扭转计测量扭角,如镜式扭转计、表式扭转计、电子型扭转计等,推荐使用电子型扭转计。
(2)扭转计标距偏差应不大于±0.5%,并能牢固地装卡在试样上,试验过程中不发生滑移;扭转计示值线性误差应不大于士1%。
(3)扭转计应定期进行标定。
第三节 金属扭转力学性能指标的测定
一、试验条件
试验应在室温10~35℃下进行。
扭转试验速度:
屈服前控制应在6°~30°/min范围内某个尽量恒定的值,屈服后不大于360°/min。
速度的改变应无冲击。
二、规定非比例扭转应力币的测定
由塑性理论可知,在扭转试验的塑性变形阶段,对大部分材料来说,试样表面的最大切应变为最大正应变的1.5倍,所以为了能与拉伸试验时的规定非比例延伸强度相互比较,扭转试验的非比例切应变通常取与拉伸试验的非比例正应变εp0.01、εp0.2、相对应的γp0.015、γp0.3。
(一)图解法
试验时,安装试样并装卡扭转计,按规定的试验速度对试样连续施加扭矩,同时记录扭矩-扭角曲线,见图4-6。
应选择适当的扭转轴比例,便所要测定的应力对应的扭矩处于扭转轴量程的1/2以上。
选择扭角轴的放大倍数n应使图4-7中的OC段长度太于5mm。
在记录的扭矩-扭角曲线图上,自弹性直线段与扭角轴的交点0起,截取OC段(OC段长度为
)。
过C点作弹性直线段的平行线CA交曲线于A点,A点所对应的扭矩即为规定非比例扭矩Tp。
按公式(4-12)计算规定非比例扭转应力
(4-12)
注:
可以使用计算机等装置自动测定扭转力学性能而无需给出扭矩-扭角的曲线。
(二)逐级加载法
试验时,首先对试样施加预扭矩,预扭矩一般不超过预期规定非比例扭转应力τp0.015的10%。
装上扭转计并调整零点。
在相当于规定非比例扭转应力τp0.015的70%~80%以前,施加大等级扭矩,以后施加小等级扭矩,小等级扭矩应相当于不大于lOMPa的切应力增量。
读取各级扭矩和相应的扭角。
读取每对数据对的时间以不超过10s为宜。
从各级扭矩下的扭角读数中减去计算得到的弹性部分扭角,即得非比例部分扭角。
施加扭矩直至得到非比例扭角等于或稍大于所规定的数值为止。
用内插法求出精确的扭矩,按公式(4-12)计算规定非比例扭转应力τp。
三、屈服点τs、上屈服点τsu、下屈服点τsl的测定
采用图解法或指针法进行测定(仲裁试验采用图解法)。
试验时,对试样连续施加扭矩,同时记录扭矩-扭角曲线或直接观测试验机扭矩度盘指针的指示或数显器读数。
当首次扭角增加而扭矩不增加(保持恒定)时的扭矩为屈服扭矩人;首次下降前的最大扭矩为上屈服扭矩Tsu;屈服阶段中最小扭矩为下屈服扭矩Tsl。
屈服点τs、上屈服点τsu和下屈服点τsl的计算公式如下:
(4-13)
(4-14)
(4-15)
四、抗扭强度τb与最大非比例切应变γmax的测定
试验时,对试样连续施加扭矩,同时记录扭矩-扭角曲线,直至试样扭断。
从记录的扭矩-扭角曲线(见图4-7)或试验机扭矩度盘上读取试样扭断前所承受的最大扭矩Tb。
过试样断裂点K作曲线的弹性直线段的平行线KJ交扭角轴于J点,J点对应的扭角为最大非比例扭角
。
抗扭强度与最大非比例切应变
的计算如下:
(4-16)
(4-17)
五、切变模量G的测定
(一)图解法
安装试样并装卡扭转计,按规定的试验速度对试样连续施加扭矩,同时记录扭矩-扭角曲线。
记录时扭矩轴比例的选择应使扭矩-扭角曲线的弹性直线段的高度超过扭矩轴量程的1/2以上。
扭角轴放大倍数的选择应使扭矩-扭角曲线弹性直线段与扭矩轴的夹角不小40°为宜。
在记录的曲线图上,借助于直尺的直边确定最佳弹性直线段。
读取该直线段的扭矩增量ΔT和相应的扭角增量Δφ。
按公式(4-15)计算切变模量G:
(4-18)
(二)逐级加载法
试验时,首先对试样施加预扭矩,预扭矩一般不超过预期规定非比例扭转应力
的10%。
装上扭转计并调整零点。
在弹性直线段范围内,用不少于5级等扭矩对试样加载。
记录每级扭矩和相应的扭角。
读取每对数据对的时间以不超过10s为宜。
计算出每级扭角增量。
按公式(4-18)计算切变模量G。
六、真实规定非比例扭转应力与真实抗扭强度的测定
由于试样表面发生塑性变形时,圆柱体横截面上的切应力
与该点到轴线的距离ρ失去比例关系,在试样表面(ρ=d/2处):
GB/T1O128-1988的附录A给出了金属材料圆形横截面试样真实规定非比例扭转应力和真实抗扭强度的测定方法,并指出仅当有关标准或协议提出要求时才执行。
试验时,用与前面相同的方法进行试验,记录扭矩-扭角曲线。
的确定方法如图4-8所示。
过规定非比例应变点作弹性直线段的平行线与曲线交于A点,以A点为切点,过A点作曲线的切线ATl交扭角轴于图T1。
读取A点扭矩TA和扭矩T1。
按公式(4-19)计算真实规定非比例扭转应力:
(4-19)
以曲线上断裂点K为切点,过K点作曲线的切线KTB交扭角轴于矩TB。
读取K点扭矩TK和扭矩TB。
按公式(4-20)计算真实抗扭强度:
(4-20)
七、测试结果数值的修约
测试结果数值按表4-1的规定修约,修约方法按GB/T8170《数值修约规则》执行。
第四节 扭转试样的断裂分析
扭转试样断裂后,从断裂面的破断情况可判断金属的性能和产生破断的原因(是韧性断裂还是脆性断裂,是正应力引起的破断还是切应力产生的破断)。
扭转试验时,圆柱形试样表面的应力状态如图4-1所示,最大切应力和正应力绝对值相等,夹角成45°。
因此圆柱形试样扭转时,最大切应力发生在靠近试样表面的横截面和径向截面上,而最大正应力则发生在试样表面处与试样轴线成45°倾角的斜截面上。
由于低碳钢等塑性材料的抗剪强度低于它们的抗拉(压)强度,所以破断发生在切应力最大处,即沿与轴线垂直的横截面发生剪切破断,这种断口平整,有塑性滑移痕迹,如图4-9(a)所示。
对于铸铁等脆性材料,由于它们的抗拉强度比剪切强度低,所以破断在受拉应力最大的部位发生,即沿着与试样轴线成45°倾角的螺旋面上发生正断破坏,见图4-9(b)。
木材圆柱形试样在扭转时,则沿纵向纤维发生错动破坏,如图4-9(c)所示。
破断的特点是顺着试样的轴线形成纵向剥层或裂纹。
这是因为在径向截面上的切应力值与横截面上的相等,然而木材沿木纹方向的剪切强度远比与木纹垂直方向的剪切强度低。
金属材料圆柱形试样在扭转时除了上前两种破断形式外,也可能得到图4-9(c)所示的第三种破断形式。
原因是试样内存在着非金属夹杂物、偏析或金属锻造、拉拔的方向与试样轴线一致时,使试样轴线方向上金属材料的抗剪能力降低,结果试样在受扭后沿纵向破断。
第五节 全尺寸零部件实体扭转试验简介
传动轴(汽车传动轴、行车传动轴等)通常是由法兰盘、十字头、管体组合成一体的传递动力的工作部件,为确保安全,其破坏扭矩应远大于额定最大工作扭矩。
石油钻杆在钻进时需承受转动钻具所需的扭矩与钻头破碎岩石所需的扭矩。
当发生卡钻时,为解除卡钻采用强转硬提操作时,钻杆将承受更大的扭矩,钻杆此时在大扭矩作用下被扭转多圈而呈麻花状。
为防止钻杆损坏,钻杆扭转圈数应控制在允许的范围内。
允许扭转圈数N=扭转系数α(圈/m)×井深H(m)。
扭转系数α可查表得到。
例:
φ139.7mmE级钻杆在300Om深处发生卡钻,查表得扭转系数α为0·00502,则允许扭转圈数N=O.00502×3000=15圈。
解除卡钻的操作应控制扭转圈数在15圈内进行。
在开发新钢级或新品种石油钻杆时需要通过钻杆实体扭转试验确认钻杆的实际扭转屈服扭矩大于规定的最小屈服扭矩、制定或扩展扭转系数表。
实体扭转试验举例:
扭转试验用钻杆外径φ127.Omm,长度12OOmm。
在钻杆的两端焊接16Omm×l6Omm方形夹头形成钻杆实体扭转试样,试验机为2OOkN·m扭转试验机。
扭转试验时X-Y记录仪记录扭矩M-N扭转角度θ曲线,得到钻杆的实际扭转屈服扭矩,由钻杆允许承受的扭矩值可从试验曲线上查得相应的扭转角度θ,换算成扭转系数。
扭转系数α(圈/m)=扭转角度θ(度)×360/试验钻杆长度L(m)
全尺寸试样实体试验可反映试件的实际受力状况与实际承载能力、安全质量,检验实际构件的选材、设计、加工处理的合理性,为实际零部件使用过程中的合理操作提供可靠的试验数据。
 升级会员
升级会员 