Auto Loader操作说明.docx
《Auto Loader操作说明.docx》由会员分享,可在线阅读,更多相关《Auto Loader操作说明.docx(14页珍藏版)》请在冰豆网上搜索。
AutoLoader操作说明
AutoLoder操作说明
自动上料机在人工放料后,根据程序控制,可以自动实现把料片连续单片送进吹砂机。
上料时流经各站为:
装填区,料片分离区,气缸推出站,无杆气缸横移站,马达皮带传送站,最后进入吹砂机。
一、工作模式介绍
该机器可以分为“手动”/“自动”两种控制模式。
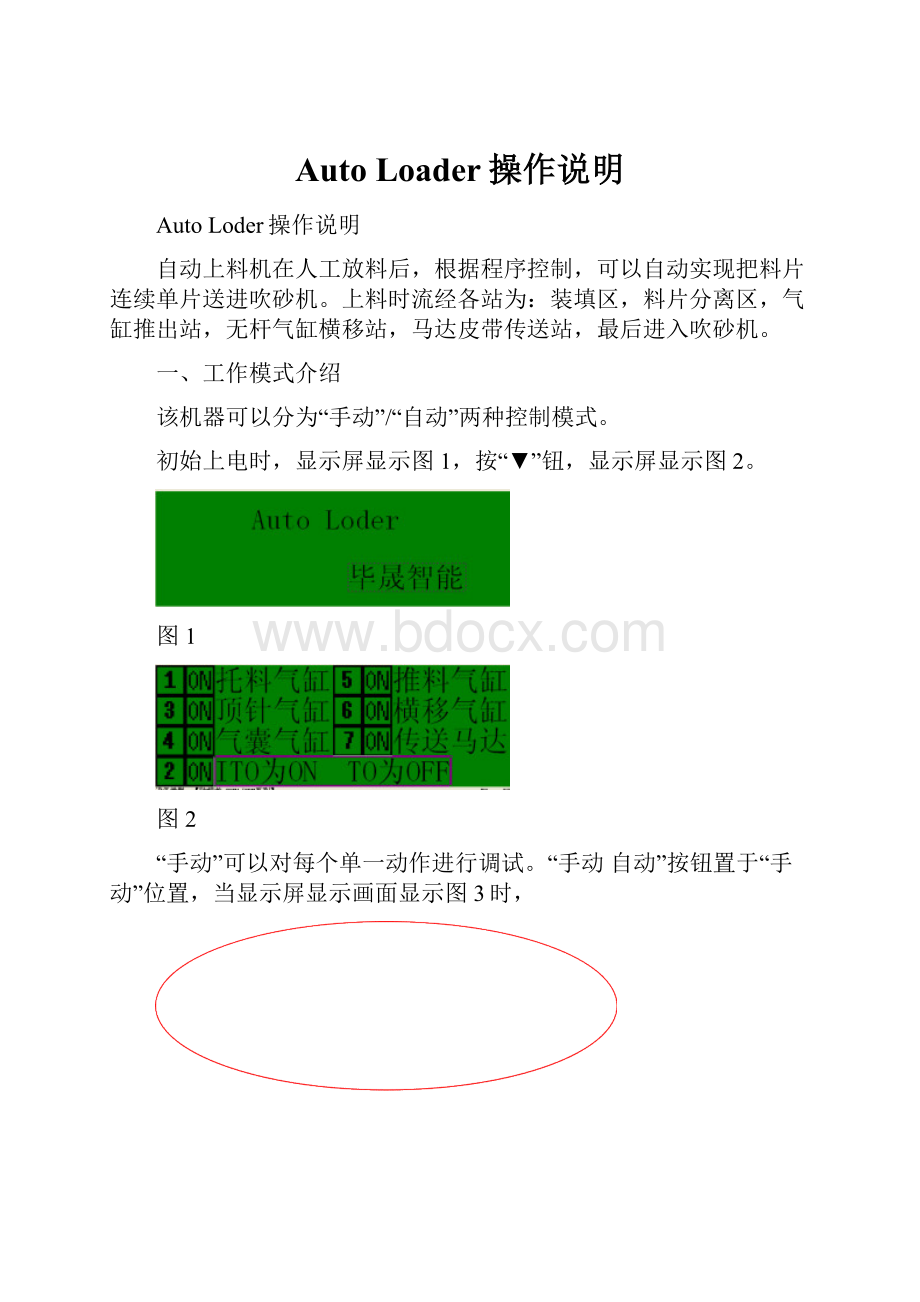
初始上电时,显示屏显示图1,按“▼”钮,显示屏显示图2。
图1
图2
“手动”可以对每个单一动作进行调试。
“手动自动”按钮置于“手动”位置,当显示屏显示画面显示图3时,
只有在这种状态,相应的数字键才能起作用
图3
按数字键“1”,托料气缸上升,并显示“ON”,再按一次,托料气缸下降,并显示“OFF”;数字键“3-7”动作情况与“1”相同,可以单动执行元件。
“自动”可以实现整机自动工作。
“手动自动”按钮置于“自动”位置,按“自动启动”按钮,系统自动工作,此时三色灯绿灯亮,按“自动停止”,系统工作停止,各气缸回到初始位。
气缸A
气缸A
气缸B
图4
注意:
数字键“2”为料型转换键,ITO料片时,按一下“2”,显示“ON”,此时图4中的气缸A和气缸B都参与动作;TO料片时,按一下“2”,显示“OFF”,只有气缸B动作!
二、报警说明
当系统工作异常时,几种报警情况如下:
1.“缺料”:
当料片低于光电开关时,声光报警,三色黄灯亮。
该光电开关如图5所示。
缺料检测光电
图5
2.“料片未落下”:
当托料气缸落下而料片没有落下时,停机,声光报警,三色红灯闪烁。
该光电开关如图6所示。
料片落下检测光电
图6
3.“推料故障”:
当推料气缸动作,在一定时间内料片未到达指定位置时,停机,声光报警,三色红灯闪烁。
该光电开关如图7所示。
推料到位检测光电
图7
4.“吹砂机未许可”:
当吹砂机不允许进料时,推料气缸暂停推料,声光报警,三色红灯闪烁。
指示灯如图8所示。
吹砂机许可时该灯亮
图8
5.“横移故障”:
当横移气缸动作,在一定间内料片未到达指定位置时,停机,声光报警,三色灯红灯闪烁。
该光电开关如图9所示。
横移到位检测光电
图9
声光报警时,蜂鸣器响2秒,显示屏有相应提示。
扳动旁边的小开关,可以解除报警。
报警解除后方可再启动该机器。
三、运行维护说明
1.自动工作时,手尽量不要伸进填料区底部,以免气缸伸缩夹手!
若需要调整料片或气缸动作时,一定要停止自动工作!
2.工作气压为4kgf/cm2。
3.检查各气缸、接头是否有漏气情况,有漏气现象及时处理。
4.检查各气缸连接固定部分是否松动,保证机械部分牢固可靠。
5.检查各气缸磁性开关是否松动,调整磁性开关到合适位置。
6.检查清理光电开关表面的污物,保证信号正常。
7.定期对气缸杆、直线导轨、无杆气缸进行清理、润滑。
8.自动工作时,传送马达一直运转。
若要停止,把“手动自动”开关打到“手动”位置。
9.每班清理上料机台面,保证设备清洁。
四、几种特殊情况说明
1.人工续料时,尽量把料片扳直,否则经常有“料片未落下”、“推料故障”等故障,且吹砂机也易卡料。
2.安装时,首先把传送马达电机板与吹砂机入口固定板连接好,如图10。
注意调整传送马达轨道与吹砂机入口的位置,如图11所示。
电机板与吹砂机入口固定板及固定螺丝
图10
调整电机板与吹砂机入口位置
该螺丝可以调节位置
图11
3.把铝型材上的固定块穿进型材内,图12,推进上料机,手动跑几颗料,找准上料机轨道与传送马达轨道相互位置之后,拧紧固定螺丝。
铝型材与固定螺丝
图12
铝型材与固定螺丝
图13
拆卸过程与此相反:
拧松图13所示的固定螺丝,把上料机拉出。
再拧下图10所示的电机板与吹砂机入口固定螺丝,拿走电机板及可。
4.上料机安装时注意上料机轨道与传送马达轨道的相互位置,如图14示:
注意此位置
图14
5.料片推出时,偶尔会有检测光电正好检测到料片缝隙的时候,如图15示。
此时会报“推料故障”并停机。
需人工把料片推走,解除故障,才可继续启动工作。
光电正好透过
图15
6.传送马达送料不正常时,调整马达皮带与轨道的位置,如图16示。
图16
调整这两个皮带轮的高度
7.经常清洁光电开关,以免被杂物盖住,影响正常检测,如图17示。
图17
注意光电开关处清洁干净
8.推料到位光电开关信号控制器在上料机柜内,图18。
可以调节信号强度来控制灵敏度。
推料到位光电控制器
图18
9.料片落下光电控制器如图19所示。
可以调节信号强度来控制灵敏度。
料片落下检测光电控制器
图19
10.传送马达调速电位器在柜内下层上方,图20所示。
可以调节该旋钮,使传送马达与吹砂机速度基本匹配。
传送马达速度调节电位器
 升级会员
升级会员 