第10章典型数控机床.docx
《第10章典型数控机床.docx》由会员分享,可在线阅读,更多相关《第10章典型数控机床.docx(22页珍藏版)》请在冰豆网上搜索。
第10章典型数控机床
第10章典型数控机床
因为各院校的数控机床型号不一,系统不同,故应根据实际应用的数控机床进行教案。
这里只对西门子802D系统进行简单的介绍。
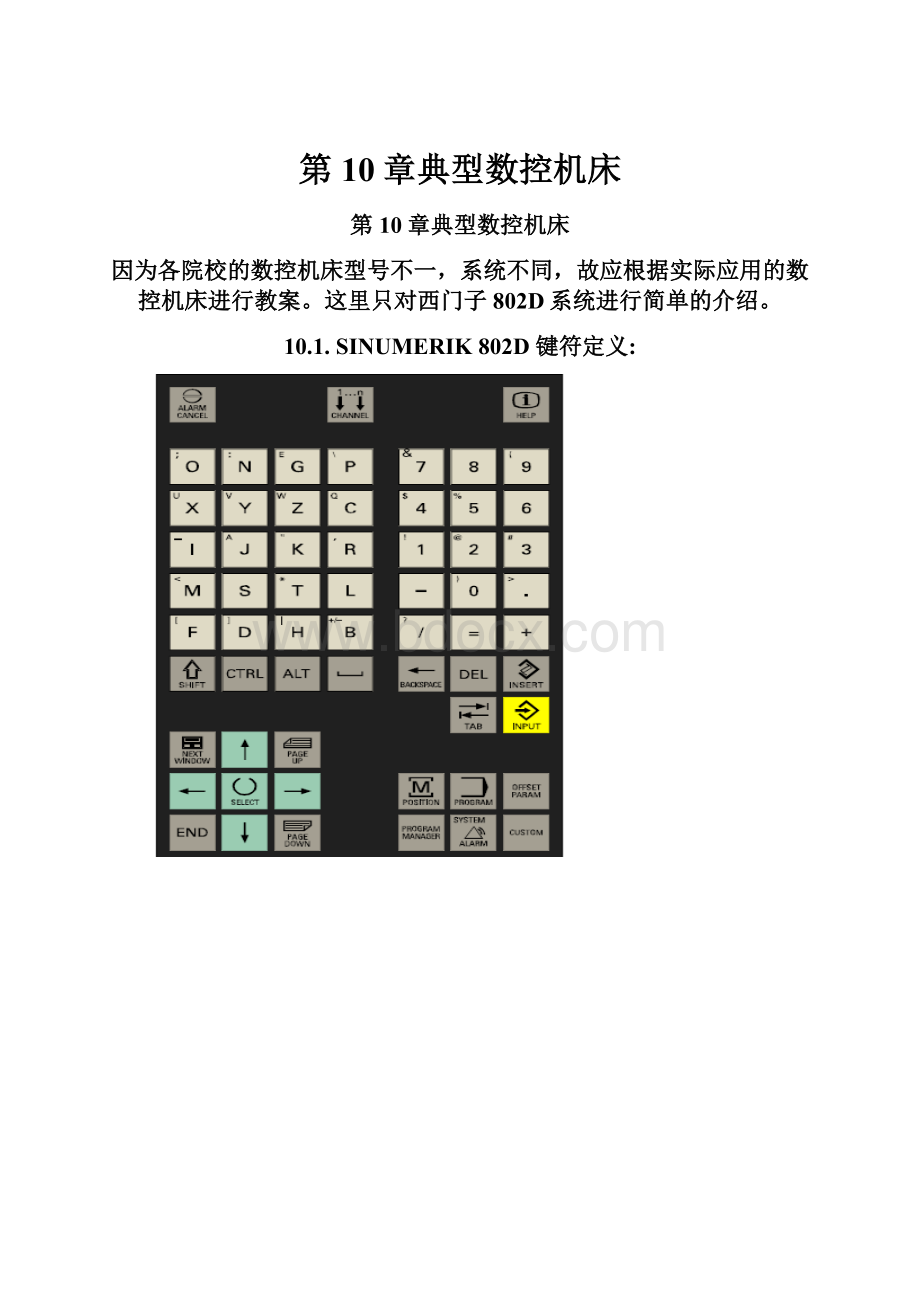
10.1.SINUMERIK802D键符定义:
10.2.外部机床控制面板
10.3SINUMERIK802D系统简介
1.屏幕划分
如图10-1所示,系统屏幕可以划分为以下三个区域:
(1>状态区
(2>应用区
(3>说明及软键区
图10-1SINUMERIK802D系统界面
状态区显示:
说明及软键区:
操作区域:
10.4直角坐标系
坐标系:
机床中使用顺时针方向的直角坐标系。
机床中的运动是指刀具和工件之间的相对运动。
图10-2直角坐标系中坐标方向的规定
机床坐标系(MCS>:
机床中坐标系如何建立取决于机床的类型,它可以旋转到不同的位置。
图10-3铣床中机床坐标系/坐标轴
工件坐标系(WCS>:
用于工件编程时对工件的几何位置进行描述。
工件零点可以由编程人员自由选取,编程员无需了解机床上的实际运行,也就是说不管是工件运动还是刀具运动,方向始终以工件不动而刀具运动来定义。
图10-4工件坐标系
相对坐标系:
除了机床坐标系和工件坐标系之外,该系统还提供一套相对坐标系。
使用此坐标系可以自由设定参考点,并且对工件坐标系没有影响。
屏幕上所显示的轴运动均相对于这些参考点而言。
工件装夹:
加工工件时工件必须夹紧在机床上。
固定工件,保证工件坐标系坐标轴平行于机床坐标系坐标轴,由此在坐标轴上产生机床零点与工件零点的坐标值偏移量,该值作为可设定的零点偏移量输入到给定的数据区。
当NC程序运行时,此值就可以用一个编程的指令<比如G54)来选择。
图10-5工件在机床上
当前工件坐标系:
编程时编程员可以通过TRANS指令设定一个相对于工件坐标系的零点偏置,由此产生所谓的“当前工件坐标系”。
图10-6工件坐标系与当前工件坐标系
10.5开机和回参考点
说明:
在给系统和机床通电以后,必须参照机床的操作说明,因为“开机和回参考点”这一功能与机床的关系很大。
机床控制面板不同,则操作有可能不完全一样。
标准机床控制面板802DMCP的操作步骤:
第一步:
接通CNC和机床电源。
系统启动以后进入“加工”操作区JOG运行方式。
出现“回参考点”窗口如图10-7所示。
图10-7JOG方式回参考点状态图
第二步:
按机床控制面板上的回参考点键
,启动“回参考点”功能。
在“回参考点”窗口中(图10-7>显示了该坐标轴是否必须进行回参考点操作。
显示该坐标轴未回参考点,故必须进行回参考点操作。
显示该坐标轴已经到达参考点。
第三步:
按机床控制面板上的坐标轴方向键给每个坐标轴逐一回参考点。
各轴回参考点完成后,可通过选择另一种运行方式<如MDA、AUTO或JOG)结束该功能。
注意:
<1)“回参考点”只有在JOG方式下才可以进行。
<2)如果选择了错误的回参考点方向,则不会产生运动。
10.6手动控制运行
手动控制运行指JOG方式和MDA方式。
1.JOG运行方式
JOG<点动)方式包括三种:
JOG<点动)运行方式、增量运行方式和手轮运行方式三种。
1)JOG<点动)运行方式
操作步骤:
①按机床控制面板上的JOG<点动)键,选择JOG运行方式;
②按机床控制面板上的键,移动相应的坐标轴。
只要相应的方向键一直按着,坐标轴就一直连续不断地以“设定数据”<在界面中)中规定的速度运行,如果“设定数据”中此值为“零”,则按照机床数据中存储的值运行。
需要时可以使用修调开关来调节运行速度。
若同时按住相应的坐标轴键和“快进”键,则坐标轴以快进速度运行。
<2)增量运行方式
操作步骤:
①按机床控制面板上的“增量选择”键,选择增量运行方式;
②每按一次键,则相应的坐标轴以步进增量运行。
<3)手轮运行方式
操作步骤:
①按机床控制面板上的JOG<点动)键,进入JOG运行方式;
②按软键
,显示如图10-8所示,移动光标选择要移动的手轮轴,然后按动相应的坐标轴软键来移动坐标轴。
图10-8“手轮”窗口
10.7参数设定(对刀>
在CNC进行工作之前,必须在NC上通过参数的输入和修改对机床、刀具等进行调整:
*输入刀具参数及刀具补偿参数
*输入/修改零点偏置
*输入设定数据
1.输入刀具参数及刀具补偿参数
刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量,每个刀具有一个刀具号(T--号>。
操作步骤:
按此键,打开刀具补偿参数窗口,显示所使用的刀具清单如图10-9所示。
可以通过光标键和“上一页”、“下一页”键选出所要求的刀具。
图10-9刀具参数设定
可通过以下步骤输入补偿参数:
<1)移动光标定位于输入区;
<2)输入数值;
<3)按输入键
。
注意:
最多可以建立48个刀具。
2.建立新刀具
操作步骤:
(1>按键,如图10-9所示;
(2>按键,如图10-10所示;
(3>选择刀具类型,按键<或键),如图10-11所示;
图10-10新刀具窗口
图10-11新刀具号输入
(4>填入相应的刀具号。
(5>按键
确认输入,在刀具清单中自动生成数据组--零。
3.确定刀具补偿值<对刀)
功能:
利用此功能可以计算刀具TXX未知的几何长度。
前提条件:
换入该刀具。
在JOG方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是工件上的一个已知位置<比如工件零点)。
过程:
输入参考点坐标X0,Y0或者Z0。
注意:
铣刀要计算长度l和半径,车刀则仅须计算长度l。
利用F点的实际位置(机床坐标>和刀尖所在的参考点(已知坐标值>,系统可以在所预选的坐标轴方向计算出刀具补偿值长度l或刀具半径如图10-12所示。
说明:
可以使用一个已经计算出的零点偏置(比如G54值>作为已知的机床坐标。
在这种情况下,可以使刀沿运行到工件零点。
如果刀沿直接位于工件零点,则偏移值Offset为零。
图10-12计算钻头的长度补偿:
长度l(Z轴>
对刀操作步骤:
<1)换入该刀具。
在JOG方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是工件上的一个已知位置<比如工件零点)。
<2)按键
,如图10-9所示;
<3)移动光标到该刀具号所在行;
<4)按软键
,打开刀具补偿值窗口,自动进入位置操作区,如图10-13所示;
图10-13选择手动或半自动测量
<5)按
软键,打开补偿值窗口,如图10-14所示
长度测量
刀具直径测量
图10-14“对刀”窗口
<6)在X0,Y0或者Z0处登记一个刀具当前所在位置的数值,该值可以是当前的机床坐标值,也可以是一个零点偏置值。
如果使用了其它数值,则补偿值以此位置为准。
<7)按软键“设置长度”或者“设置直径”,系统根据所选择的坐标轴计算出它们相应的几何长度l或直径。
所计算出的补偿值被存储。
如果在刀具和工件之间装有间隔物,可以在“清除”区定义它的厚度。
思考题
1.数控机床的控制面板?
2.数控机床的开机过程?
3.数控机床的手动操作?
4.数控机床的刀具设置与对刀过程?
 升级会员
升级会员 