固体制剂包装设备的种类及其工作原理.docx
《固体制剂包装设备的种类及其工作原理.docx》由会员分享,可在线阅读,更多相关《固体制剂包装设备的种类及其工作原理.docx(17页珍藏版)》请在冰豆网上搜索。
固体制剂包装设备的种类及其工作原理
固体制剂包装设备的种类及其工作原理
药用铝塑泡罩包装机
药用铝塑泡罩包装机又热塑成型泡罩包装机,是将塑料硬片加热、成型、药品填充、与铝箔热封合、打字(批号)、压断裂线、冲裁和输送等多种功能在同一台机器上完成的高效率包装机械。
可用来包装各种几何形状的口服固体药品,如素片、糖衣片、胶囊、滴丸等。
目前常用的药用泡罩包装机有滚筒式泡罩包装机、平板式泡罩包装机和滚板式泡罩包装机。
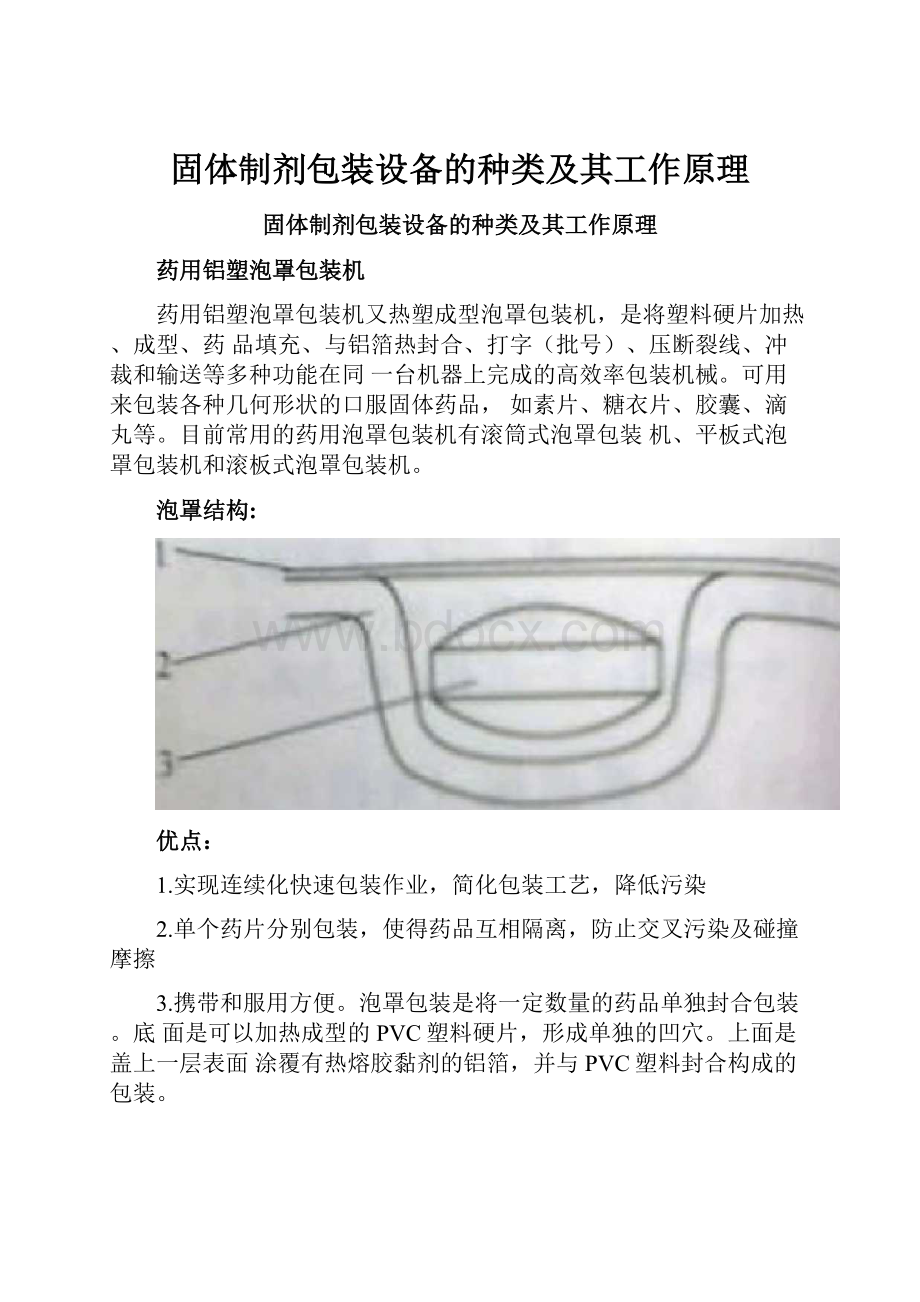
泡罩结构:
优点:
1.实现连续化快速包装作业,简化包装工艺,降低污染
2.单个药片分别包装,使得药品互相隔离,防止交叉污染及碰撞摩擦
3.携带和服用方便。
泡罩包装是将一定数量的药品单独封合包装。
底面是可以加热成型的PVC塑料硬片,形成单独的凹穴。
上面是盖上一层表面涂覆有热熔胶黏剂的铝箔,并与PVC塑料封合构成的包装。
(1)滚筒式泡罩包装机
工作流程:
卷筒上的PVC片穿过导向辊,利用辊筒式成型模具的转动将PVC片均匀放卷,半圆弧加热器对紧贴于成型模具上的加热到软化程度,成型模具的泡窝孔型转动到适当的位置与机器的真空系统想通,将已软化的PVC片瞬时吸塑成型。
已成型的PVC片通过料斗或上料机时,药片填充入炮窝。
连续转动的热合装置中的主动辊表面上只有与成型模具相似的孔型,主动辊拖动充有药片的PVC泡窝片向前移动,外表面带有网纹的热压辊压在主动辊上面,利用温度和压力将盖材(铝箔)与PVC片封合,封合后的PVC泡窝片利用一系列的导向辊,间歇运动通过打字装置时在设定的位置打出批号,通过冲裁装置冲裁出成品板块,由输送机传到下道工序,完成泡罩包装作业。
总结流程:
PVC片匀速放卷-PVC片加热软化-真空吸泡-药片入泡窝—线接触式与铝箔热封合—打字印号—冲裁成块
滚筒式泡罩包装机示意:
滚筒式泡罩包装机的特点:
1.真空吸塑成型、连续包装、生产效率高,适合大批包装作业
2.瞬间封合、线接触、消耗动力小、传导到药片上热量少,封合效果好
3.真空吸塑成型难以控制壁厚,泡罩壁厚不匀,不适合深泡窝成型
4.适合片剂、胶囊剂、胶丸等剂型的包装
5.具有结构简单、操作维修方便等特点
DPP-80,120滚板式泡罩包装机
(2)平板式泡罩包装机
PVC片通过预热装置预热软化至120C左右,在成型装置中吹入高压空气或先以冲头头顶成型再加高压空气成型泡窝,pvcrn窝片通过上料时自动填充药品与泡窝内;在驱动装置作用下进入热风装置,使得PVC片与铝箔在一定温度和压力下密封,最后由冲裁装置冲剪成规定尺寸的版块。
即:
成型塑胶硬片放卷一预热-吹塑成型-物料充填-封合覆盖铝箔-打批号-压折断线-步进—冲切—收废料。
平板式泡罩包装机结构示意图:
平板式泡罩包装机工艺流程:
・AI«蓦0*«
平板式泡罩包装机的特点:
1.热封时,上下模具平面接触,为了保证封合质量,要有足够的温度和压力以及封合时间,否则不易实现高速运转。
2.热圭寸合消耗功率较大,圭寸合牢固程度不如滚筒式圭寸合效果好,适合于中小批量药品包装和特殊形状物品包装
3.泡窝拉伸比大,泡窝深度可达35mm满足大蜜丸、医疗器械行业的需要。
DPP150□平板式泡罩包装机
(3)滚板式泡罩包装机
特点:
1.结合了滚筒失和平板式包装机的优点,克服了两种机型的不足。
2.采用平板式成型模具,压缩空气成型,泡罩的壁厚均匀、坚固,适合各种药品包装。
3.滚筒式连续封合,PVC片与铝箔在封合处为线接触,封合效果好。
4.高速打字、打孔(断线型),无横边废料冲裁,高效率,包装材料省,泡罩质量好。
5.上、下模具通冷却水,下模具通压缩空气。
DPP-80,120滚板式泡罩包装机
(4)PVC片材热成型方法
主要有两种,真空负压成型和有辅助冲头或无辅助冲头的压缩空气正压成
型。
这两种方法都是使受热的塑料片在模具中成型。
1.真空负压成型
成型力来自真空模腔与大气压力之间的压力差,故成型压力较小;大多数采
用滚筒式模具,用于包装较小的药瓶;远红外加热器加热。
2.压缩空气正压成型
成型压力一般为0.58~0.78MPa,预热温度为110~120C;成型泡罩的壁厚比真空负压成型要均匀。
对被包装物品厚度大而形状复杂的泡罩,要安装机械辅助冲头进行预拉伸,单独依靠压缩空气是不能完全成型的;多采用平板式模具,上下模具需通冷却水。
压缩空气正压成型在成型工作台上完成。
成型工作台是利用压缩空气将已被加热的PVC片在模具中(吹塑)形成泡罩。
成型工作台由上模、下模、模具支座、传动摆杆组成。
在上下模具中通入冷却水,下模具通有高压空气。
成型台的气路:
(5)热封合方法
包括双辊滚动热圭寸合和平板式热圭寸合
1.双辊滚动热封合
主动辊利用表面制成的模孔拖动充满药片的PVC泡窝片一起转动。
表面制有网纹的热压辊同步转动,将PVC片与铝箔封合在一起。
封合是两个辊的线接触。
封合比较牢固,效率高。
2.平板式热封合
下热封板上下间歇运动,固定不动的上热封板内装有电加热器,当下热封板上升到上止点时,上下板将PVC与铝箔热封合到一起。
为了提高封合牢度和美化板块外观,在上热封板上制有网纹。
有的机型在热封系统装有气液增压装置,能够提供很大的热封压力,其热封压力可以通过增加装置的调压阀来调节。
I*H*i4«*>1曲ah
双铝箔包装机
双铝箔包装机的全称双铝箔自动充填热封包装机,其所采用的包装材料是涂覆铝箔,热封的方式近似带状包装机,产品的形式为板式包装。
由于涂覆铝箔具有优良的气密性、防湿性和遮光性,因此双铝箔包装对要求密封、避光的片剂、丸剂等的包装具有优越性,效果优于黄玻璃瓶包装。
除可以包装圆形片外,还可以包装异形片、胶囊、颗粒、粉剂等。
双铝箔包装也可以纸袋形式的包装。
双铝箔包装机一般采用变频调速,裁切尺寸大小可任意设定,能在两片铝箔外侧同时对版打印,可实现填充、热封、压痕、打批号、裁切等工序的连续完成。
铝箔通过印刷机,经一系列导向轮、预热辊,在两个封口模轮间进行填充并热封,在切割机构进行纵切及纵向压痕,在压痕切线器处横向压痕、打批号,最后在裁切机构处按所设定的排数进行裁切。
压合铝箔时,温度在130~140C之间封口模轮表面有纵横精密棋盘纹,可确保封合严密。
slb-320型双铝箔包装机
三、瓶装设备
瓶装设备能够完成理瓶、计数、装瓶、塞纸、理盖、旋盖、贴标签、印批号等工作。
许多固体成型药物,如片剂、胶囊剂、丸剂等常以瓶装形式供应于时常。
瓶装机一般包括理瓶机构、输瓶轨道、数片头、塞纸机构、理盖机构、旋盖机构、贴签机构、打批号机构、电器控制部分等。
(1)计数机构
目前广泛使用的数粒(片、丸)计数机构主要有圆盘计数机构、光电计数机构。
1)圆盘计数机构
一个与水平面成30°倾角的带孔转盘,盘上有几组小孔,每组的孔数依据每瓶的装量数决定。
在装盘下面装有一个固定不动的托板,托板不是一个完整的圆盘,而具有一个扇形缺口,其扇面面积只容纳转盘上的一组小孔。
缺口下方紧接着一个落片斗,落片都下直抵装药瓶口。
转盘上小孔的形状应与待药粒形状相同,且尺寸略大,转盘的厚度要满足小孔内只能容纳一粒药的要求。
转速不能过高。
圆盘计数机构图
1-输瓶带;2-药瓶;3-落片斗;4-托板;5-带孔转盘;6-蜗杆;7-直齿轮;
8-手柄;9-槽轮;10-拨销;
11-小直齿轮;12-蜗轮13-摆动杆;14-凸轮;
15-大蜗轮;16-电机;17-定瓶器
2)光电计数机构
利用一个旋转平盘,将药粒抛向转盘周边,在周边围墙开缺口处,药粒将被抛出转盘。
光电计数机构图
1—控制器面板;2—围墙;3—旋转平盘;4—回形拨杆;
5—药瓶;6—药粒溜道;7—光电传感器;8—下料溜板;
9—料桶;10—翻板;11—磁铁
在药粒由转盘滑入药粒溜道6时,溜道设有光电传感器7,通过光电系统将信号放大并转换成脉冲电信号,输入到具有“预先设定”及“比较”功能的控制器内。
当输入的脉冲个数等于人为预选的数目时,控制器的磁铁11发生脉冲电
压信号,磁铁动作,将通道上的翻板10翻转,药粒通过并引导入瓶。
(2)输瓶机构
多采用直线、匀速、常走的输送带的走速可调,由理瓶机送到输瓶带山道年感的瓶子,各具有句够的间隔,因此送到计数器前的落料口前的瓶子不该有堆积的现象。
在落料口处多设有挡瓶定位装置,间歇挡住待装的空瓶和放走装完药物的满瓶。
多采用梅花盘间歇旋转输送机构。
间歇转位、挺为准确
ma
(3)塞纸机构
常见塞纸机构有两种:
一是利用真空吸头,从裁好的纸中吸起一张纸,然后转移到瓶口处,由塞纸冲头将纸折塞入瓶;另一种是利用钢钎扎起一张之后塞入瓶中。
示例:
卷盘纸塞纸
卷盘纸拉开后,成条状由送纸轮向前输送,并有切刀切成条状,然后由塞杆塞入瓶内。
塞杆有两个,一个是主塞杆,一个是复塞杆。
主塞杆塞完纸,瓶子到达下一工位,复塞杆重塞一次,以保证塞纸的可靠性。
1—条状纸;2—送纸轮;
—切刀;
4—塞杆;5—瓶子
(4)封蜡机构与封口机构
封蜡机构是将药瓶加盖软木塞后,为防止吸潮,用石蜡将瓶口封固的机械。
应包括熔蜡罐及蘸蜡机构。
熔蜡罐是利用电加热使石蜡熔化并保温的容器;蘸蜡机构利用机械手将输瓶轨道上的药瓶(已加木塞的)提起并翻转,使瓶口朝下浸入石蜡液面一定深度,然后再翻转到输瓶轨道前,将药瓶放在轨道上。
用塑料瓶装药物时,由于塑料瓶尺寸规范,可以采用浸树脂纸封口,利用模具将胶模纸冲裁后,经加热使封纸上的胶软熔。
届时,输送轨道将待封药瓶送至压辊下,当封纸带通过时,封口纸粘于瓶口上,废纸带自行卷绕收拢。
(5)拧盖机
无论玻璃瓶还是塑料瓶,均以螺旋扣和瓶盖连接,人工拧盖不仅劳动强度大,而且松紧程度不一致。
拧盖机是在输瓶轨道旁,设置机械手将到位的药瓶抓紧,由上部自动落下扭力扳手先衔住对面机械手送来的瓶盖,再快速将瓶盖拧在瓶口
上,当旋拧到到一定松紧时,扭力扳手自动松开,并回升到上停位。
四、多功能填充包装机
1、包装材料
对于颗粒、粉末药物等以质量(容量)计量的包装,现多采用袋装。
其包装材料是复合材料,由纸、玻璃纸、聚酯膜镀铝及聚乙烯膜复合而成,利用聚乙烯受热后的黏结性能完成包装袋的封固功能。
多功能填充包装机根据包装计量范围不同可有不同的用带尺寸规格:
长度为
40~150mm不等,宽度为30~115mr不等,这种包装材料防潮、耐腐蚀、强度高,既可包装药物、食品,也可包装小五金、小工业品件,用途广泛。
所谓“多功能”的含义之一是待包装物的种类多,可包装的尺寸范围宽。
2、工作原理及过程
成卷的可热圭寸的复合包装带通过两个带密齿的挤压辊将其拉伸,当挤压辊相
对旋转时,包装带往下拉送。
挤压辊间歇转动的持续时间,可依不同的袋长尺寸
调节。
平展的包装带经过折带夹时,于幅宽方向对折而形成袋状。
折带夹后部与落料溜道紧连。
每当一段新的包装带折成袋后,落料溜道里落下计量的药物。
挤压辊可同时作为纵缝热压辊,此时热合器中只有一个水平的热压板,当挤压辊旋转时,热压板后退一个微小距离。
当挤压辊停歇时,热压板的水平前移,将袋顶封固,又称横缝封固。
1—料筒;2—计量加料器;3—落料渠道;4—折带夹;5—挤压器;6—热压板;7—冲裁器;8—成品药袋;9—控制箱;10—包装带;11—张紧辊;12—包装带辊
多功能充填包装机
3、计量装置
由于这种机器应用范围广泛,可配置不同形式的计量装置。
当装颗粒药物及食品时,可以容积代替质量,如量杯、旋转隔板等容积计量装置。
当装片剂、胶囊剂时,可选用旋转模板式计数装置,如装填膏状药物或液体药物及食物。
调料时可用注射筒计量装置,还可用电子秤计量、电子计数器计量装置。
 升级会员
升级会员 