塑料模具方案设计书排版模板.docx
《塑料模具方案设计书排版模板.docx》由会员分享,可在线阅读,更多相关《塑料模具方案设计书排版模板.docx(36页珍藏版)》请在冰豆网上搜索。
塑料模具方案设计书排版模板
基于UG软件的键盘空格键塑模设计与制造
系别机械工程系
专业模具设计与制造
学生姓名XXX
指导教师XXX
提交日期2009年4月12日
XXXXXXXXXXXX职业技术学院
第一章塑件结构及工艺性分析
1.1塑件结构分析
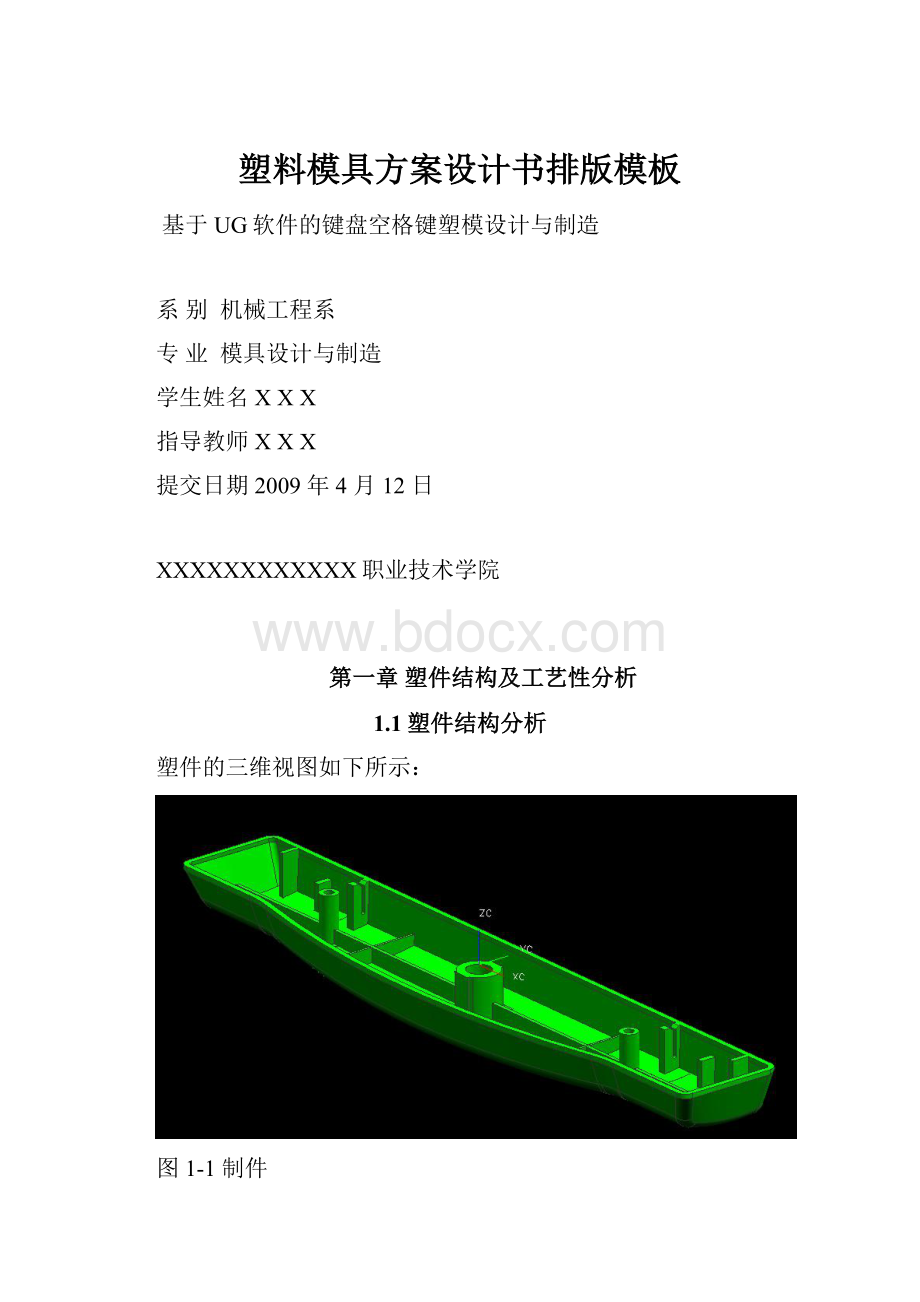
塑件的三维视图如下所示:
图1-1制件
1.2.塑件工艺性分析
本设计制件为电脑键盘的空格键,形状较为简单,但带内有较多的加强筋。
制件壁厚为1㎜。
制件的外表面,因要求美观,因此具有一定的表面质感要求,而且要承受一定的冲击载荷。
该塑件材料为ABS,它具有特殊的坚韧和硬度,它的抗蠕变性能十分优异,因此它的尺寸稳定性很好,成型塑件表面有较好的光泽。
化学稳定性较高,介电性能良好,此材料可满足条件。
取ABS的平均成形收缩率0.6%,塑件的尺寸精度参照公差标准GB/T14486-1993。
未注公差为MT5。
制件特征:
颜色
重量
体积
投影面积
灰白
34.44g
4.4cm3
23.95cm2
第二章PC塑料的性能特点、成型特点、用途及工艺参数
2.1.ABS塑料的性能特点
ABS是一种综合性能十分良好的树脂,无毒,微黄色,在比较宽广的温度范围内具有较高的冲击强度,热变形温度比PA、PVC高,尺寸稳定性好,收缩率在0.4%-0.8%范围内,若经玻纤增强后可以减少到0.2%-0.4%,而且绝少出现塑后收缩。
ABS具有良好的成型加工性,制品表面光洁度高,且具有良好的涂装性和染色性,可电镀成多种色泽。
ABS尚具有良好的配混性,可与多种树脂配混成合金(共混物),如PC/ABS、ABS/PC、ABS/PVC、PA/ABS、PBT/ABS等,使之具有新的性能和新的应用领域,ABS若与MMA掺混可制成透明ABS,透光率可达80%。
较好的综合物理力学性能,因此是比较理想的工程塑料,用于汽车(仪表板、工具船门、车轮盖、反光镜盒等),电冰箱,大强度工具(头发烘干机、搅拌机、食品加工机、割草机等),电话机壳体,打字机键盘,娱乐用车辆(如高尔夫球手推车、及喷气式雪橇车等)。
2.2成型加工工艺性
①无定型塑料,其品种很多,各品种的机电性能及成型特性也各有差异,应按品种确定成型方法及成型条件。
②吸湿性强,含水量应小于0.3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
③流动性中等,溢边料0.04mm左右(流动性比聚苯乙烯、AS差,但比聚碳酸酯、聚氯乙烯好)。
④比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高)。
料温对物性影响较大、料温过高易分解(分解温度为250°C左右比聚苯乙烯易分解),对要求精度较高的塑件,模温宜取50——60°C,要求光泽及耐热型料宜取60——80°C。
注射压力应比加工聚苯乙烯稍高,一般用柱塞式注塑机时料温为180——230°C,注射压力为100——140MPa,螺杆式注塑机则取160——220°C,70——100MPa为宜。
⑤易产生熔接痕,模具设计时应注意尽量减小浇注系统对斜流的阻力,模具设计时要注意浇注系统,选择好进料口位置、形式。
摧出力过大或机械加工时塑件表面呈“白色”痕迹(但在热水中加热可消失)。
⑥ABS在升温时粘度增高,塑料上的脱模斜度宜稍大,宜取1°以上。
⑦在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。
2.3ABS的注射成型工艺及部分性能参数
(1)注射机:
螺杆式
(2)螺杆转速(r/min):
30——60(选30)
(3)预热和干燥:
温度(°C)80——85
时间(h)2——3
(4)密度(g/cm³):
1.02——1.05
(5)材料收缩率(℅):
0.3——0.8
(6)料筒温度(°C):
后段150——157
中段165——180
前段180——200
(7)喷嘴温度(°C):
170——180
(8)模具温度(°C):
50——80
(9)注射压力(MPa):
70——100
(10)成形时间(S):
注射时间20——90
高压时间0——5
冷却时间20——120
总周期50——220
(11)适应注射机类型:
螺杆、柱塞均可
(12)后处理:
方法红外线灯、烘箱
温度(°C)70
时间(h)2——4
表2-1热物理性能
密度(g/cm³)
1.02—1.05
比热容(J·kg-1K-1)
1255—1674
导热系数
(W·m-1·K-1×10-2)
13.8—31.2
线膨胀系数
(10-5K-1)
5.8—8.6
滞流温度(°C)
130
表2-2力学性能
屈服强度(MPa)
50
抗拉强度(MPa)
38
断裂伸长率(﹪)
35
拉伸弹性模量(GPa)
1.8
抗弯强度(MPa)
80
弯曲弹性模量(GPa)
1.4
抗压强度(MPa)
53
抗剪强度(MPa)
24
冲击韧度
(简支梁式)
无缺口
261
布氏硬度
9.7R121
缺口
11
第三章模具结构的初步确定
3.1.对塑件设计的原则和要求
塑料制件主要是根据使用要求进行设计,由于塑件有特殊的机械性能,因此设计塑件时必须充分发挥其性能上的优点,补偿其缺点,在满足使用要求的前提下,塑件的形状尽可能地做到简化模具结构,符合成型工艺特点,在设计时必须考虑:
(1)塑件的物理机械性能,如强度、刚性、韧性、弹性、吸水性等;
(2)塑料的成型工艺性,如流动性;
(3)塑料形状应有利于充模流动、排气、补缩,同时能适应高效冷却硬化(热塑性塑料)或快速受热固化(热固性塑料);
(4)塑件在成型后收缩情况及各向收缩率差异;
(5)模具总体结构,特别是抽芯与脱出塑件的复杂程度;
(6)模具零件的形状及制造工艺。
除此之外,还应考虑以下塑件设计原则:
(1)在满足性能和使用条件下,尽可能使结构简单、壁厚均匀、连接可靠、安装使用方便。
(2)结构合理,用简单的加工方法就能完成模具的制作。
(3)尽可能减小成型加工后的辅助加工。
3.2.模具结构的初步确定
3.2.1.确定模具型腔数量
模具的型腔数量关系到劳动和生产效率,因此正确的确定模具型腔数量是设计一个模具的关键起点。
确定型腔数量所需考虑因素有几点:
塑件产量、形状、进料口位置及塑件精度和模具制造难易程度等。
由于制件外形结构并不复杂,并终于考虑塑件的形状结构特点和流道平以及提高生产率等方面,定为采用一模两腔。
如图3.2.1所示
图3.2.1
3.2.2依据型腔的设计选择标准模架
模具为一模两腔的结构。
该模仁的总体长宽尺寸为140×180mm,定模仁的厚度为35mm,动模仁的厚度为35mm。
为了便于走水道A、B板的厚度均为60mm。
采用的是龙记大水口模架的CI型规格为2530,模具的总体高度为250mm,模具的推出行程为45mm。
图3.3.2CI型的大水口模架
第四章注射机的选择
4.1.选定注射机
设计模具时,应详细地了解注射机的技术规范,才能设计出合乎要求的模具,应了解的技术规范有:
注射机的最大注射量、最大注射压力、最大锁模力、最大成型面积、模具最大厚度和最小厚度、最大开模行程以及机床模板安装模具的螺钉孔的位置和尺寸。
由于塑件已经在UG里建好了三维模型,并且由UG自带的软件功能可直接分析出塑件的体积,质量等物理参数,所以选择由塑件体积来选择注射机的方法。
4.1.1.体积计算
以下是制件的体积计算,制件的质量来选择注射机的型号,并列出所选注射机各种技术参数:
据经验统计每个制件所需浇注系统的体积是制件的0.2-1倍。
有UG测量分析出的塑件的有关参数(见上表格)可知:
制件体积V1=4.4cm3
浇注系统体积V2=0.3×4.4=1.32cm3
总体积V=2(V1+V2)=11.44cm3
ABS密度ρ=1.05g/cm3
总质量M=Vρ=12.01g
4.1.2.选择成型设备
并根据初选的模架尺寸大小(LKM_SGCI2530-A60-B60-C80),可选用注射机型号为XS-ZY-30型的注射机。
4.1.3.型号为XS-ZY-30型的注射机的主要技术参数规格:
工艺参数
取值范围
工艺参数
取值范围
螺杆直径(mm)
28
模具厚度
最大厚度H(mm)
180
最大理论注射容量(
)
30
最小厚度H
(mm)
60
最大注射面积(cm2)
90
模板参数
最大距离L0(mm)
160
注射压力(Mpa)
119
行程L
(mm)
160
锁模力(KN)
250
尺寸(mm×mm)
250×280
注射时间(s)
2
喷嘴参数
喷嘴圆弧半径R(mm)
18
定位孔直径(mm)
Φ100+0.
喷嘴孔径d(mm)
5
拉杆空间(mm×mm)
235
喷嘴移动距离(mm)
150
顶出中心孔(mm)
Φ60
锁模方式
液压-机械式
第五章注塑模设计
5.1.分型面的选择
分型面为定模与动模的分界面,合理的选择分型面是使塑件能完好得成型的先决件。
选择分型面时,应从以下几个方面考虑:
(1)塑件在开模后留在动模上。
(2)分型面上的痕迹不影响塑件的外观。
(3)浇注系统,特别是浇口能合理的安排。
(4)使推杆痕迹不留在塑件外观表面上。
(5)使塑件易于脱模。
(6)分型面的位置必须开设在制件断面轮廓最大的地方,才能使制件顺利地从型腔中脱出。
图5.1分型面
5.2.排气槽的设计
当塑料熔体注入型腔时,如果型腔内原有气体,使蒸汽不能顺利地排出,将在制品上形成气孔、接缝,表面轮廓不清,不能完全充满型腔,同时还会因气体被压缩而产生的高温灼伤制件,使之产生痕迹,而且型腔内气体被压缩产生的反压力会降低充模速度,影响注塑周期和产品质量,(特别在高速注射时)。
因此设计型腔时必须考虑排气问题。
本模具采用分型面排气可满足要求,这样设计可以减少加工成本,减少一些不必要的工时,提高了工作效率。
5.3.浇注系统的设计
5.3.1.对浇注系统的要求
浇注系统是塑料熔体由注射机喷嘴流向模具型腔的流动通道,因此它应能够顺利引导熔体迅速有序的充满型腔,获得外观清晰,质量优良的塑件,这就使得浇注系统必须具备以下要求:
1)对型腔迅速有序的填充;
2)能同时充满整个型腔;
3)应尽可能的消耗较少的原料;
4)对热量和压力的损失少;
5)能够使型腔顺利的排气;
6)浇道凝料容易与塑件分离或切除;
7)浇口痕迹对塑件的外观的影响较小;
8)冷料不会进入型腔。
5.3.2.确定浇口形式及浇口位置
由制件的结构以及性能使用要求,可以确定浇口形式为侧浇口。
浇口的位置必须保证型腔内塑料的流动状况最佳,以获得恰当的充模和最大的制品强度,并且要迎合制件在表面光洁度以及配合精度等方面的要求。
出于以上的考虑,结合制件的本身特点,可确定制件的浇口位置在制件侧边,如下图所示:
图5.3.2
5.4推出机构类型的选择
5.4.1脱模机构设计的总体原则
要求在开模过程中塑件留在动模一侧,以便推出机构尽量设在动模一侧,从而简化模具结构。
正确分析塑件对模具包紧力与粘附力的大小及分布,有针对性地选择合理的推出装置和推出位置,使脱模力的大小及分布与脱模阻力一致;推出力作用点应靠近塑件对凸模包紧力最大的位置,同时也应是塑件刚度与强度最大的位置;力的作用面尽可能大一些,以防止塑件在被推出过程中变形或损坏。
推出位置应尽可能设在塑件内部或对塑件外观影响不大的部位,以力求良好的塑件外观。
推出机构应结构简单,动作可靠(即:
推出到位、能正确复位且不与其他零件相干涉,有足够的强度与刚度),远动灵活,制造及维修方便。
塑件壁厚与其内孔直径比t/D=1/4>1/20,可知该塑件为厚壳体形塑件,该模具属于一次推出机构,而推杆推出机构是整个推出机构最简单、最常见的一种形式。
由于设置推杆的自由度较大,而且推杆截面大部分为圆形,容易达到推杆与模板或型芯上推杆的配合精度,推杆推出时运动阻力小,推出动作灵活可靠,损坏后也便于更换,因此在生产中广泛使用。
所以本模具如下图所示采用推杆推出
图5.4.1
5.4.2顶出机构推出零件的设计
图5.4.2推出零件的结构
由于塑件的内部都是曲面,因此设计顶针时采用的是有止转装置的3号型防止顶针的转动。
每个塑件用16个直径为3mm的顶针顶针均匀的布局。
第六章冷却系统的设计
该塑件是采用侧浇口进料一般深度的壳形塑件,可在型腔底部采用与型腔表面等距离钻孔的形式设置冷却水道。
水道直径为7mm。
如下图所示
图6.1
6.2水道俯视图
第七章数控加工
基于UG软件的加工
7.1型芯加工
选择CAVITY_MILL加工方法粗加工。
选择ZLEVEL_PROFILE加工方法粗加工
选择FIXED_CONTOUR加工方法精加工
选择BREAKCHIP_DRILLING加工顶杆孔
生产加工程序单
序号
程序名
刀具
加工方法
加工余量
备注
直径
圆角半径
装夹长度
类型
1
DCH-1
16
0.4
25
圆鼻刀
粗加工
0.2
2
DCH-2
8
0
25
端铣刀
半精加工
0
3
DCH-3
6
3
25
球头刀
精加工
0
4
DCH-4
3
0
12
钻头
精加工
0
操作员
机床编号
加工开始时间
加工完成时间
7.2型腔加工
选择CAVITY_MILL加工方法粗加工。
选择ZLEVEL_PROFILE加工方法半精加工
选择FIXED_CONTOUR加工方法精加工
选择FLOWCUT_MULTIPLE加工方法精加工流道
选择FACE_MILLING_AREA加工方法精加工浇口
生产加工程序单
序号
程序名
刀具
加工方法
加工余量
备注
直径
圆角半径
装夹长度
类型
1
DBH-1
16
0.4
25
圆鼻刀
粗加工
0.3
2
DBH-2
6
0
25
端铣刀
半精加工
0.1
3
DBH-3
2
1
25
球头刀
精加工
0
4
DBH-4
6
3
25
球头刀
精加工
0
5
DBH-5
3
0
25
端铣刀
精加工
0
操作员
机床编号
加工开始时间
加工完成时间
7.3A板开腔加工
选择PLANAR_MILL加工方法粗加工
选择ZLEVEL_PROFILE加工方法精加工
选择BREAKCHIP_DRILLING加工4角
选择BREAKCHIP_DRILLING加工螺丝孔
选择BREAKCHIP_DRILLING加工浇口套孔
生产加工程序单
序号
程序名
刀具
加工方法
加工余量
备注
直径
圆角半径
装夹长度
类型
1
DDH-1
16
0.4
25
圆鼻刀
粗加工
0.3
2
DDH-2
10
0
25
端铣刀
精加工
0
3
DDH-3
10
0
25
钻头
精加工
0
4
DDH-4
9
0
25
钻头
精加工
0
5
DDH-5
12
0
25
钻头
精加工
0
操作员
机床编号
加工开始时间
加工完成时间
7.4B板开腔加工
选择PLANAR_MILL加工方法粗加工
选择ZLEVEL_PROFILE加工方法精加工
选择BREAKCHIP_DRILLING精加工4角
选择BREAKCHIP_DRILLING加工浇口套
选择BREAKCHIP_DRILLING加工螺丝孔
选择BREAKCHIP_DRILLING精加工顶针孔
生产加工程序单
序号
程序名
刀具
加工方法
加工余量
备注
直径
圆角半径
装夹长度
类型
1
DPH-1
16
0.4
25
圆鼻刀
粗加工
0.3
2
DPH-2
10
0
25
端铣刀
精加工
0
3
DPH-3
10
0
25
钻头
精加工
0
4
DPH-4
8
0
25
钻头
精加工
0
5
DPH-5
9
0
25
钻头
精加工
0
6
DPH-6
4
0
25
钻头
精加工
0
操作员
机床编号
加工开始时间
加工完成时间
附录
模具图
塑件图纸
上模板图纸
下模板图纸
顶针板图纸
BOM
NO
QTY
DESCRIPTION
CATALOG_SIZE
MATERIAL
SUPPLIER
STOCK_SIZE
CALLOUT
DESCRIPTION
CATALOG
MATERIAL
SUPPLIER
MW_STOCK_SIZE
1
1
CORE
180*140*35
P20
2
32
EJECTORPIN
E3-160
NITRIDED
DME
Length=127.120
3
2
EJECTORPIN
E7-125
NITRIDED
DME
Length=120.000
4
4
SPRING
M-FSB20x45
STD
FUTABA
5
2
SHCS
M8x16
STD
DME
6
1
LOCATINGRING
DMER101/100x12
St37-2
DME
7
1
DOWELPIN
4x10
STD
DME
8
1
SPRUEBUSHING
AGK69-2.5-R15.5
STD
DME
9
5
M8PIPE_PLUG
MPT08
BRASS
DMS
10
4
1.5X10O-RING
?
?
?
?
BUNA
PARKER
11
6
M8CONNECTORPLUG
Z81/9/8x0.75
BRASS
HASCO
12
5
M8PIPE_PLUG
Z94/8x0
2.0401
HASCO
13
12
DOWELPIN
10x50
14
4
GUIDEBUSH
GBA25x59
STD
FUTABA
15
4
M14x30
16
1
CAVITY
180*140*35
P20
17
4
M10x30
18
4
M14x115
19
4
M8x25
20
4
RETURNPIN
RPN15x120
STD
FUTABA
21
4
GUIDEPIN
GPA25x92x59
STD
FUTABA
22
1
MOLDBASE
2530-CI-60-60
LKM
23
8
SHCS
8x30
STD
DME
主要参考文献
《塑料成型工艺与模具设计》新世纪高职高专教材编审委员会组编大连理工大学出版社
《模具制造工艺学》甄瑞麟清华大学出版社
《UGNX4数控编程实例详解》骏毅科技人民邮电出版社
《UGNX4模具设计实用教程》腾龙工作室清华大学出版社
《塑料制品与模具设计提案》刘际泽中国轻工业出版社
致谢
我能够顺利完成这次毕业设计,顺利完成大学学业。
★我衷心的感谢生我养我和一直默默支持我的父母!
★感谢教育和教我知识的各位老师!
………………………………………………………………………………………………………………………………………………
 升级会员
升级会员 