定量给料机说明书DOC.docx
《定量给料机说明书DOC.docx》由会员分享,可在线阅读,更多相关《定量给料机说明书DOC.docx(52页珍藏版)》请在冰豆网上搜索。
定量给料机说明书DOC
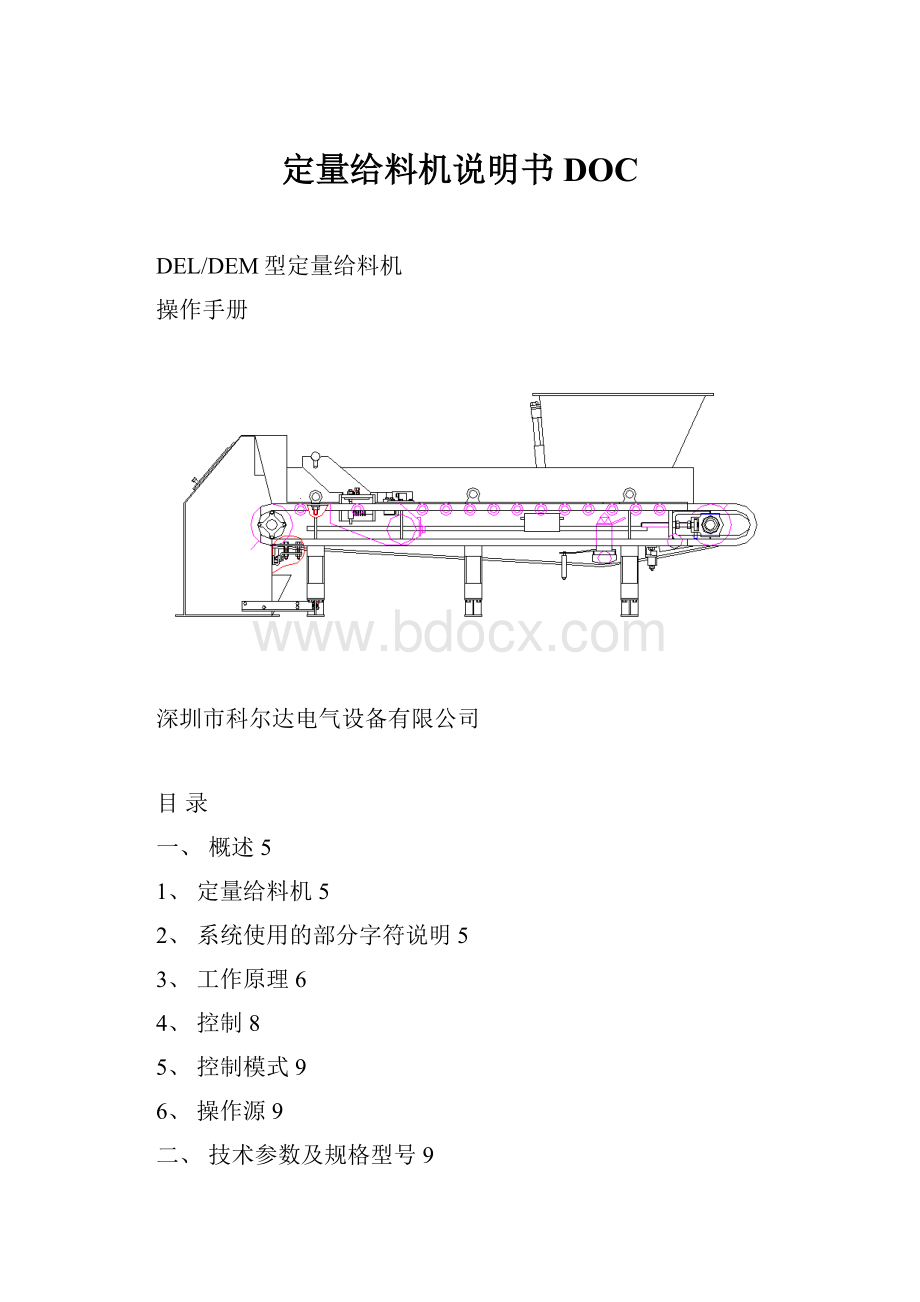
DEL/DEM型定量给料机
操作手册
深圳市科尔达电气设备有限公司
目录
一、概述5
1、定量给料机5
2、系统使用的部分字符说明5
3、工作原理6
4、控制8
5、控制模式9
6、操作源9
二、技术参数及规格型号9
1、技术参数9
2、DEL/DEM型定量给料机型号14
三、定量给料机基本结构16
1、机械秤体16
2、控制柜17
四、使用与操作18
1、控制仪表18
2、控制柜操作19
3、系统操作20
五、校验与标定22
1、校验前准备工作22
2、脉冲数/皮带周期校验(LB)22
3、自重(皮重)校验(TW)23
4、零点校验23
5、称量校验(标定:
CW)23
6、实物标定24
六、系统参数24
1、读参数24
2、输入和修改参数25
3、装入缺省值26
4、参数表26
七、系统服务值39
八、事件信息40
1、系统信息S40
2、批量B41
3、电气E41
4、校验C41
5、极大值H42
6、极小值L42
7、信号灯43
九、安装与调整43
1、机械秤体的安装43
2、电控柜的安装与系统接线44
3、调整45
十、维护45
一、概述
1、定量给料机
DEL/DEM型定量给料机是一种对散粒状和块状物料实施连续输送、动态称量和给料控制的设备,它适用于建材、冶金、矿山、化工等行业。
DEL/DEM型定量给料机在控制方面,能够按照设定的给料率,通过调节皮带速度,自动调节物料流量,保证以设定的给料率连续不断地输送物料,并且能自动累积输送的物料总量;在操作上,可以通过仪表键盘实施操作,也可以通过上位机或过程管理系统DCS,完成系统的自动控制。
DEL/DEM型定量给料机经过精湛的制造技术和严格的质量控制体系,保证了产品的质量。
高精度和高稳定性的DEL/DEM型定量给料机,已成为工业上散粒状物料配料与计量的理想设备。
2、系统使用的部分字符说明
P定义:
设定的给料率
单位:
kg/h;t/h
I定义:
实际给料率
单位:
kg/h;t/h
Z定义:
给料量的累计值
单位:
kg;t
V定义:
皮带速度
单位:
m/s
Q定义:
皮带负荷
单位:
kg/m
QB定义:
测量平台载荷
单位:
kg
Y定义:
控制量
单位:
mA
3、工作原理
a)工作原理图
b)测量原理
(1)皮带载荷
如图所示,定量给料机在工作过程中,料仓的物料经过料斗均布于机架的皮带上,在皮带称量段L上,物料载荷由机架上的称量框架传递给称量传感器,由上图可知,皮带有效称量段为L/2,因此,皮带负荷为:
Q=QB/(L/2)
式中:
QB-皮带称量段上物料的重量单位:
kg
Q-皮带负荷值单位:
kg/m
L-称量段长度单位:
m
L/2-有效称量段单位:
m
(2)带速信号
皮带速度信号一般是用变频器中输出的脉冲频率信号代替,或者将速度编码器装在从动滚筒轴端,用间接测得的滚筒转速信号来代替。
皮带速度脉冲频率信号送入控制仪表,进行变换,即可得到带速信号V(m/s)。
(3)给料速率
在控制仪表内对皮带载荷信号和带速信号作乘法运算,即得到瞬时流量I(kg/s),I也称作给料率。
即:
2QB
I=Q×V=───×V
L
(4)总累积量
总累积量Z=∫Idt,也就是给料率的积分。
从以上分析可知,给料率是由称量框架的载荷和皮带速度决定的。
定量给料机在运行过程中,不断将流量的设定值P与I值比较,其偏差经控制仪表运算,输出偏差控制量,由变频器调节电机转速,即调整皮带速度,使给料速率P值接近给料速率的设定值,且保持不变。
4、控制
c)直接给料控制
直接由料仓通过料斗给料。
测量实际给料率,并将其与设定给料率进行比较,用其差值控制定量给料机的电机旋转速度,从而达到给料控制。
d)带预给料机的控制
预给料机的速度跟随设定值,皮带以恒定转速工作。
5、控制模式
e)重力模式
控制模式,如以上所述。
f)体积模式
非控制模式,定量给料机或预给料机速度比例与设定值。
6、操作源
g)设定值
键盘或外部模拟量。
h)启动/停止
键盘或外部开关量。
二、技术参数及规格型号
1、技术参数
a)控制精度
称量精度:
<±1%
给料控制精度:
<±0.5%
b)控制柜
完成系统控制的所有功能。
(1)控制柜规格
外型(宽×高×深):
700×2200×500mm
安装尺寸(宽×深):
600×400mm
4×φ12mm
(2)电源供应
仪表:
220VAC50Hz
秤体:
380VAV50Hz
(3)需求功率
<2KW(含传动装置)
(4)工作环境
秤体:
-20~70℃
仪表:
0~50℃
相对湿度:
30~85%RH,无结露
(5)开关量输入
数量:
2个继电器输入接点
状态:
远程启动/停止闭合/断开
故障确认常开
要求:
外部无源触点
(6)开关量输出
数量:
6个继电器输出接点
状态:
运行常开
备妥常开
故障常开
预给料机启动常开
极大值常开
极小值常开
负载:
触点容量AC220V3A或DC35V5A
(7)模拟量输入
数量:
1个
名称:
给料率
标准:
4~20mA
(8)模拟量输出
数量:
1个
名称:
实际给料率
标准:
4~20mA
(9)脉冲量输出
数量:
1个
名称:
物料累计量
频率:
<10Hz
脉冲宽度:
50~1000ms
(10)速度输入
数量:
1个
名称:
编码器
输入频率:
0.05~2500Hz
系统监控:
编码器电缆开路、短路
电缆长度:
≤500m
(11)重力传感器
数量:
1个
电源供应:
5VDC
测量循环:
80ms
电缆长度:
≤500m
测量范围:
0~30mV
(12)外部接线图
c)现场控制盒
外型(宽×高×深):
130×200×105mm
安装尺寸:
如图所示
2、DEL/DEM型定量给料机型号
d)型号
e)型号说明
(1)秤体型号
L为轻型机,滚筒直径为190mm
M为重型机,滚筒直径为320mm
(2)皮带宽度(用两位数字表示)
06───650mm08───800mm
10───1000mm12───1200mm
14───1400mm18───1800mm
(3)滚筒中心距(用两位数字表示)
13───1300mm15───1500mm
20───2000mm27───2700mm
35───3500mm40───4000mm
45───4500mm
(4)料斗型号
T4/T6T20
V2V5
S1S2
(5)减速电机位置
左传动右传动
注:
左传动与右传动的区分方法:
人的视线与物料输送方向一致时,若减速电机安装在秤体左侧即为左传动,若减速电机安装在秤体右侧即为右传动。
f)选型示例
DEL-08-20-T4-左表示:
轻型定量给料机;滚筒直径为190mm;皮带宽度为800mm;滚筒中心距为2000mm;
料斗为T4;传动为左传动。
三、定量给料机基本结构
DEL/DEM型定量给料机由机械秤体和电气控制两大部分组成。
1、机械秤体
机械秤体主要包括:
机架、料斗(或预给料机)、传动装置、称量传感器、卸料罩、自动张紧器等。
1-卸料罩2-标定棒3-称量框架4-挡料板5-秤体6-料斗
7-张紧装置8-称重传感器9-环型皮带10-纠偏装置
11-清扫装置12-传动装置
●秤体是给料机的基础部件,它采用折弯成型的箱型结构,刚度大,稳定性好。
●传动装置包括交流电机和减速机。
减速机采用SA型斜齿轮蜗轮蜗杆减速机,体积小,速比大,通过空心轴与主动滚筒直接联接;交流电机采用交流变频调速控制。
●称量装置由称量框架与称量托辊组成。
称量框架由两组十字簧片支撑,皮带上的物料重量通过称量托辊作用到称量传感器上,框架上还设置有标定棒支架,整个装置已平衡好,无水平和侧向位移,无磨擦影响,不需维修。
●称量传感器采用双连孔型金属波纹管密封传感器,由钢珠与传感器受力柱连接,具有抗侧向力,抗冲击,精度高,变形小等特点。
●多压辊结构的皮带自动张紧和防跑偏装置能保持皮带张力恒定,稳定计量精度。
●皮带内外清扫装置可防止皮带沾料,防止物料颗粒落入皮带里层。
●装有皮带跑偏限位开关,当皮带运行跑偏超过允许值时,能自动报警或停机,防止生产和设备事故发生。
●料斗有多种结构,可根据物料形状的不同特点,选配普通T型料斗;或用于物料流动不顺畅,带有振动器的V型振动料斗;或用于倾泻性物料的S型料斗。
2、控制柜
定量给料机的控制部分均装在IRC型控制柜中,它包括FP403仪表,连锁接口板和交流变频器等。
●FP403仪表内有三块基本功能卡,基本功能卡包括CPU与电源卡、A/D与I/O卡,键盘显示卡;面板上有荧光显示屏、22个触摸键和5个状态指示灯。
●连锁接口板的作用主要有两个,一是输入信号的逻辑组合以及与其它设备实现信号连锁;二是将输入信号和输出信号实行隔离。
●变频调速控制器是定量给料机传动装置的控制设备。
●电控柜可与上位机或其它控制设备联机控制。
●控制系统具有报警、故障编号显示、称量自动标定系统、自动去皮、动态零点调整、停电停机信息数据保护等功能。
四、使用与操作
1、控制仪表
a)信号灯
电源正常(绿色)
CPU正常(绿色)
报警灯(红色)
MIN灯(红色)
MAX灯(红色)
b)按键
停止/起动
计数器复位
调用功能分配器或事件信息
选择功能,选择上页或下页的显示内容
确认事件信息或删除输入值
中断功能,中止输入,退出功能分配器
准备输入或变更设定值
确认输入或确认显示的功能
~
数字键,输入参数值
负号与小数点
c)显示窗口
5×7点阵规格,字符高6mm
窗口上部左侧:
运行信息
右侧:
设定的给料速率
窗口下部左侧:
事件信息
右侧:
选择显示参数
2、控制柜操作
(1)接通电控柜内电源总开关和每路控制仪表的分路开关。
控制仪表左上部两盏绿灯亮,表示给料机就绪待运行。
(2)秤体传动电机由变频器控制,在自动状态下运行时,变频器应设置为“外部输入”(详见变频器使用说明)。
(3)现场控制盒是安装在秤体旁,现场控制盒上选择开关为“手动”时,按一下“起动”按钮,才能通过控制盒上的电位器,调节皮带速度。
在自动状态下运行时,现场控制盒上的选择开关应置于“自动”位置。
急停按钮开关有安全隔离作用,现场有异常情况,可以按下按钮,开关断开,皮带秤体停止工作。
正常工作时,按起按钮,开关闭合。
(4)电控柜内的运行、停止和事件三个按钮是给料机运行时总控制按钮,事件按钮用于确认电控柜内仪表显示的事件信息。
若分路单独操作,应按一下运行按钮之后,才可以在仪表面板上按停止/启动。
控制仪表处于运行状态时,显示窗口上部左侧区域出现旋转的点。
(5)当控制仪表受外部驱动信号启动后,电控柜停止按钮失效,仪表面板上的停止/启动键仍然有效。
(6)给料率设定
给料率的设定可在控制仪表上由键盘输入,也可由外部输入:
●当参数B07选择键盘方式:
按准备输入键,窗口下部显示P=---kg/h或t/h;输入所需数值,按确认键确认输入值;若删除某一数字,按删除输入键;中止输入按中止输入键。
●当参数B07选择串行或模拟方式时,参数B08选择外部输入有效(Yes),给料率的设定值是由外部(例如上位机、DCS系统)信号输入,仪表即时接收,由外部信号控制。
(7)运行状态显示
键可以选择系统运行时的状态显示:
●Z1:
计数器1kg(t)
●I:
给料速率(流量)kg/h或t/h
●Ir:
给料速度(%)
●Q:
皮带负载(kg/m)
●Qr:
皮带负载(%)
●V:
皮带速度m/s
(8)清除累积值,按
;确认事件信息按
。
3、系统操作
系统操作主要实在控制仪表上,通过调用功能分配器来完成。
d)功能分配器
仪表的参数整定、校验等功能都是通过调用功能分配器来选择,功能分配器如下:
┌───────────┐
│DisplayEvents│
│DisplayCheck│
│Stop/StartPrefeeder│
│ServiceValues│
│Stop/StartVolum,Mode│
│Stop/StartKeyb,Mode│
│>0:
ZeroSet│
│SelectBatch│
┌───┤Programming│
││CalibraFunctions├───┐
││PrintFMZ││
│└───────────┘│
│┌───────────┐│
││ReadParameters││
││EnterParameters││
└──>┤LandDefaultPar││
│PrintParamelers││
│PrintStatRep││
└───────────┘│
│
┌───────────┐│
│Start/StopSimulation││
│Tare││
│WeightCheck├<──┘
│Imp/Belt│
│SetTime│
└───────────┘
e)调用方法
调用功能分配器
功能分配器中目录在显示区内滚动
确认调用的功能
退出恢复正常显示
五、校验与标定
定量给料机安装后,必须经过校验与标定才能投入正常使用。
校验与标定要分别通过调用功能分配器中的校验及调零功能来完成。
1、校验前准备工作
1)定量给料机与电控柜必须安装就绪,并且已做好必要的调整工作,确保皮带张力恒定,皮带无跑偏,称重传感器置于正常工作状态。
2)控制仪表选择体积模式(Valume,Mode),校验时,皮带处于运转状态。
3)检查皮带速度,确定B04参数值,校正皮带速度显示。
其方法:
适当选择皮带运转周期C02参数值,准确测量并计算皮带运转速度的平均值与称重器速度显示的值比较,若不相符,修改B04参数值:
B04(新值)=B04(原先值)·(Vg/Va)
式中:
Va:
测量的速度值
Vg:
称重器显示的速度值
4)根据随机提供的技术参数表内容,输入B组和C组参数值。
其中,C03参数为皮带周期时间,应尽量准确测量皮带运转一周的时间(s),用实测值输入。
5)功能性检查:
起动称重器,显示区的左上部有一旋转点出现,若显示区左下部出现任一事件信息,应排除故障。
2、脉冲数/皮带周期校验(LB)
1)调用功能分配器,选择校验(CalibraFunction)
2)根据显示提示,输入口令07734
3)选择“LB:
IMP/Belt”
4)起动LB程序,程序运行后,窗口上部显示皮带速度平均值;下部显示皮带周期内总脉冲数。
5)确认运行结果(自动作为D06参数值)或中断运行不取结果数值。
注:
在下列条件下,应调用LB程序
●初始校准
●更换皮带
●参数B04,B05改变
3、自重(皮重)校验(TW)
1)调用功能分配器,选择校验(CalibraFunction)
2)输入口令07734
3)选择"TW:
Tare"
4)起动TW程序,程序运行后,窗口上部显示自重值与上次自重值的偏差,以标称皮带负载的%表示,下部显示总自重平均值为标称皮带负载的%数。
5)确认运行结果(自动作D04参数值)或中断运行不取结果数值。
注:
测自重时,皮带上必须没有任何负载,如果偏差大于20%,应检查给料机是否有机械故障。
4、零点校验
TW程序仅取得基本自重数值,而零点校验可取得皮带在运转过程中产生的自重与基本自重之间的偏差,用以校正当前测量结果。
1)调用功能分配器
2)选择零校验功能(>0:
ZeroSet)
3)起动ZeroSet程序,程序运行结果,窗口上部显示本次与上一次零校验的偏差,下部显示与基本自重零点偏差。
4)确认结果,称重器零点被校正。
5)或中止运行,不认其结果。
5、称量校验(标定:
CW)
调用称量校验程序CW,其目的是:
将一已知的模拟检测重量置于称量框架(亦称称量平台)上,在一次或多次的完整地皮带循环运转中,仪表所检测的称量结果与设定值比较,以评价其称量的准确度。
1)将已知重量的标定棒置于称量框架的标定架上,并换算(标定棒重量×2)成检测重量设定值作为C09参数输入。
(参见参数及技术参数表)
2)调用功能分配器,选择校验(CalibraFunction)
3)输入口令07734
4)选择重量校验(CW)
5)起动CW程序,程序运行结果,窗口上部显示在运行时间内的设定给料量,下部显示设定量与测量量之比值KOR
6)中止退出程序。
注:
●误差<1%:
KOR=0.99...1.01称重器正常。
●误差<5%:
KOR=0.95...1.05将KOR值为D02参数输入。
●误差>5%:
KOR<0.95或KOR>1.05,C参数及D参数输入不准确或秤体未调整好。
6、实物标定
用称量校验(CW)的方法无法达到符合实际的完美效果,要得到高精度的称量结果,只能用实际输送的物料来进行测定,并进行相应的校正,即修正D02参数值。
其方法:
用斗或车收集定量给料机在一段时间内输送的物料,并准确称量,将称量的实际值与称重器显示的读数值比较,若不相符,则修改D02参数值。
D02(新值)=D02(原先值)·(Za/Zg)
式中:
Za:
称量的物料实际值
Zg:
称量器显示的物料值
注:
校验前D02参数值一般系统设置为1.0。
六、系统参数
参数是具有可变特性的数据,利用这些数据可以使系统运行时更适合现场工况要求,所有参数出厂时设有预定值,这些都是有用的建议值。
参数被划分为A...Q功能组,字母后的数字是参数的序号,参数分为数值和选择项两种类型。
1、读参数
调分配功能
选程序功能(Programming)进入下显示区。
确认
选读参数功能(ReadParameters)
确认
选择参数功能块
确认
选组内参数并确认
按一次此键,返回到选参数组;再按一次,回到工作状态显示。
2、输入和修改参数
调分配功能
选程序功能进入下显示区
确认
选输入参数进入下显示区(EnterParameters)
确认
输入密码7734
显示参数组A和S5信息(口令有效)
选择参数组
确认
选参数序号
确认
准备输入和修改参数
选参数的选择项并输入参数值
确认输入值
删除单个数值
中断输入
3、装入缺省值
调用此功能后,仪表内参数恢复到出厂值初始状态。
4、参数表
A组对话状况
A01语言英语
A02单位SI
B组额定数据
B01流量单位
出厂值:
------kg/h
可选参数:
------kg/h;----.-kg/h;---.--kg/h;--.---kg/h
------t/h;----.-t/h;---.--t/h;--.---t/h
B02额定流量
出厂值:
10.0000t/h
最小值:
0.0020t/h;最大值:
99999.9t/h
用于极限值和服务数值的标准。
B03转速测量有效
出厂值:
YES
可选参数:
YES;NO
B04速度传感器特征值
出厂值:
10000I/m
最小值:
10.00I/m;最大值:
100,000I/m
皮带每运行一米时速度传感器在所输出的脉冲数。
B05额定速度
出厂值:
0.10m/s
最小值:
0.0100m/s;最大值:
10.000m/s
用于极限值的参考值。
B06启动源
出厂值:
KEYB
可选参数:
KEYB;SER
可选键盘或串行接口
B07设定值源
出厂值:
键盘
可选参数:
键盘;模拟
B08外部设定值有效
出厂值:
NO
可选参数:
YES;NO
B09负载传感器工作
出厂值:
NO
可选参数:
YES;NO
B10FMZ1单位
出厂值:
------t
可选参数:
----.-t;---.--t;-.---t
B11FMZ1脉冲宽度
出厂值:
0ms
最小值:
50ms;最大值:
1000ms
给外部计数器的输出脉冲宽度。
B12FMZ2单位
出厂值:
------t
可选参数:
----.-t;---.--t;-.---t
C组校验和计算数据
C01电源频率
出厂值:
50Hz
可选参数:
50Hz;60Hz
C02皮带周期数
出厂值:
1
最小值:
1;最大值:
100
确定调零、自重和称重校验的运行时间。
但不用于自动调零。
C03皮带周期时间
出厂值:
30.0s
最小值:
1.0s;最大值:
9999.0s
确定“Imp/皮带循环周期”程序的运行时间,一般选皮带运行三圈的时间。
C04L/C灵敏度
出厂值:
2.0mV/V
最小值:
0.5mV/V;最大值:
9.9999mV/V
L/C:
称重传感器,按L/C技术参数输入。
C05L/C额定负荷
出厂值:
50.0kg
最小值:
0.5kg;最大值:
22000.0kg
称重传感器的额定负荷。
C06有效平台长度
出厂值:
50.000m
最小值:
0.1000m;最大值:
50.000m
C07杠杆比
出厂值:
1.000
最小值:
0.0100;最大值:
2.0000
称重传感器与称重托辊负荷之比。
F=C07·QQ:
平台负荷,F:
称重传感器负荷。
C08角度a
出厂值:
0.0degr
最小值:
0.0degr;最大值:
25.00degr
给料机安装后的倾角,此角即为给料机纵向中心线的倾角。
C09检测重量
出厂值:
10.0kg
最小值:
1.000kg;最大值:
22000.0kg
用砝码或标定棒替代物料压在平台上的负荷。
D组校验结果
D0
 升级会员
升级会员 