端子压接方面知识简介.doc
《端子压接方面知识简介.doc》由会员分享,可在线阅读,更多相关《端子压接方面知识简介.doc(50页珍藏版)》请在冰豆网上搜索。
第一章基础知识介绍
1.conductor/insulator(导体与绝缘体)
导体-------可导电的物体,常见的导体:
A.单一或独立的电线
B.同轴电缆
C.带状的排线
D.PCB
E.光纤
F.大部分金属
绝缘体-------难于导电或不可导电的物体,常见的绝缘体:
橡胶,塑料,泡沫,木制品等等
2.connector(连接点)
两个或两个以上的物体接连粘合的地方称为连接点(connector)
所以连接点通常由两个及两个以上的物体组成:
类似插头,pin针突出的部分称为雄性接口
类似插座,凹槽等接收部分称之为雌性接口
通常由以下金属充当连接点
黄铜
青磷铜
铍铜
还有一种连接点采用镀层金属以增加导电性和抗腐蚀性,镀层金属通常采用锡,镍,金,选择性的镀层可以做成本考量。
连接方式:
A.通过光束等印压连接
B.用螺钉连接
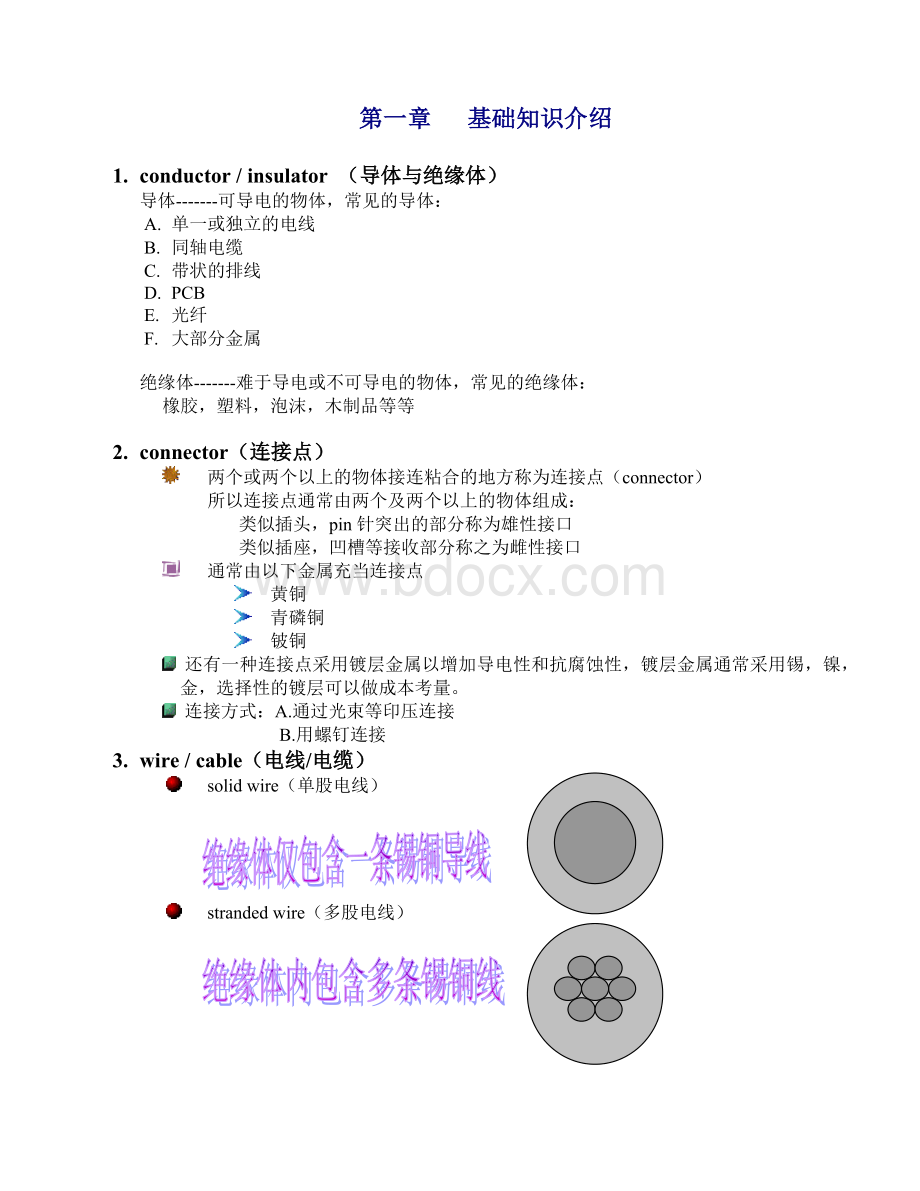
3.wire/cable(电线/电缆)
solidwire(单股电线)
strandedwire(多股电线)
shield(防护片)
圈置于电线或电缆表面,用于抗辐射或其他干扰的金属片,一般由铜,铝或其他导体材质制成。
4.terminal(接线终端)
terminal是一小金属片,安装于电线的末端,在部件之间起到连接,接合,导通电性的作用。
举个例子,两条电线要连接起来,我们要做的,首先是去掉两条电线端口小段的绝缘表皮,使里面的导线暴露出来,然后再用铜丝或金属卡环把两导线的端口接合起来。
那么这个铜丝和金属卡环就相当于我们现在说的terminal,不过在电缆组件的组装过程中,为了让两部件的导电金属不暴露在外面,为了不同端口模型的连接需要,我们采用一种绝缘的部件,让接口隐藏在里面,而这个部件就是我们下面马上要讲的housing。
terminal的结构
图示:
Lance
(lockingtab)
Insulationbarrel
Conductorbarrel
A.conductorbarrel
-----导线扣环,用于压接导线,使导线与terminal紧密接合.
B.insulationbarrel
-----绝缘体扣环,用于压接导线绝缘部分,使导线绝缘部分与terminal紧密结合。
C.lance(lockingtab)
------锁扣,用于terminal与housins的连接。
D.contactarea
-----两个部件的连接区域
E.serration
-------齿轮,位于conductorbattle的内表面,利于连接电线导体与conductorbarrel,使之定位良好。
F.pilothole
-------导向孔,用于引导电线插入terminal,起定位引导作用。
5.housing(遮蔽端口)
保证导线通过两极分化口后仍然连接良好
防止连接点(connector)因受外力牵拉而脱落或导电不良
防尘,防水(湿气),保护连接点
6.电线的国际标准
主要有UL和CSA。
AWG-----美国电缆量测刻度单位,AWG越大,国标刻度越小。
7.
第二章电缆组件的组装工艺流程
供应商
1.流程图
包装
NG
NG
NG
出货
组装
FQA
QC判定
IQA判定
入库
CUT/CRIMP
报废
重工/修补
仓库接收
2.crimping(压接)介绍
定义
crimping是电缆组装过程中对terminal进行的一种压接方式,通过施加一定的机械外力,使两种材料(conductor与conductorbarrel;insulation与insulationbarrel)紧密的接合,从而达到电性导通或牢固接合的目的。
crimping的特性,特征
应线路改动需要,可拆卸的接触点,生产上有一定的技术难度,需进行品质监控。
精密的的压接工具,才能保证良好反复的压接品质。
需要对压接后的terminal进行检验。
压接的工具有手工工具,半自动压接设备,全自动压接设备。
什么是高品质的crimping呢
较低的接触阻抗
牢固的紧密性(经过拉力测试时不至于被拉松或断开)
满足使用要求
crimping前对电线的要求
电线进行crimping前,必须要进行wirestripping,即必须拨去电线端口的绝缘皮,露出里面的导体,以便于电性导通。
wirestripping可用机器进行,也可用雷射方式。
stripping提供良好的电线对crimping的品质起到关键性的作用,拨皮的长度和电线上出现绝缘皮缺口都会导致crimping的性赖性能的问题。
有的电缆(ribboncable),必须在每条电线间进行切割。
对一些shieldedwire,crimping前必须对电线里面的线心进行切割,旋扭等动作,当然不同的产品有不同的要求。
terminal与电线的连接方式
crimping就是上面我们谈到的方式
IDT方式
从成本方面考量,比较适用于大量产
相对crimping,IDT前不需要进行wirestripping,导线与terminal的连接,主要在housing和terminal的设计上已经作好考量,所以IDT必须使用特定的wiretape。
由于IDT是进行直接的压接,所以相对crimping,受外力或受震动后易损坏。
焊接的方式
第三章电缆组件的外观检验标准
WIRECUTTING检验规范
一.
缺点名称:
导线削掉/破损(shaveoff)
缺点等级:
主要缺点
定义:
电线内导体部分被切除致使导体原尺寸减少
可能原因:
1.切割挡板安装不良
2.电线内的导体中心尺寸超出标准
控制标准:
1.SOLIDCONDUCTOR的导线削掉/破损不允收
2.对于STRANDEDCONDUCTOR,每股导线削掉小于单一导线直径的50%,允收.
超出单一导线直径则不允收.
基本原理:
1.SHAVEOFF导致导体直径减小,可能导致终端口断裂.
2.导体直径的减小将导致电阻值变大,因而影响电气性能.
二.
缺点名称:
SLITTING过程中导体暴露
缺点等级:
主要缺点
定义:
在处理平电缆(FLATCABLE)的切割分离的工艺中,切割不当导致绝缘替破损,导体露出来.
可能原因:
1.切割挡板安装不良
2.电缆材质缺陷:
电缆尺寸间隔超出标准.
控制标准:
不允收
基本原理:
暴露的导体易导致电性短路.
三.
缺点名称:
股线断裂(BROKENSTRANDS)
缺点等级:
主要缺点
定义:
切割过度导致导线部分股蹦断.
可能原因:
1.切割挡板安装不良
2.导体中心偏移.
控制标准:
不允收
基本原理:
1.影响电气导电性能.
2.影响CRIMPING的压接紧密效果.
四.
缺点名称:
毛头/切割边缘磨损(FRAYCUT----O/SWIRE)
缺点等级:
主要缺点
定义:
毛头指电线剥离过程中产生的金属屑或粗糙的切割边缘
切割边缘磨损专指O/S类型的电线切割边缘的平整度,形成斧头式的形状.
可能原因:
1.切割工具或刀片钝掉
控制标准:
1.只要绝缘体剥离后的导体终端口可容易插进PCB接口或电缆接口则允收
基本原理:
1.影响插件工艺.
五.
缺点名称:
绝缘体切割不良(POORINSULATIONCUT)
缺点等级:
主要缺点
定义:
.绝缘体切割边缘磨损,破损.
可能原因:
1.切割挡板安装不良
2.切割刀片钝掉
控制标准:
如果绝缘体剥离长度超出标准则拒收.
基本原理:
绝缘体切割不良导致CRIMPING时,压接在绝缘体上面,导致开路..
六.
缺点名称:
绝缘体松弛(LOOSEINSULATION)
缺点等级:
主要缺点
定义:
电线绝缘体与导体接触相互滑动,接触不紧密.
可能原因:
1.电线材质不良
控制标准:
1.电线必须满足供应商的束紧程度标准.
基本原理:
1.绝缘体松弛将影响绝缘体剥离长度的品质.
2.在焊锡过程中容易晃动.
七.
缺点名称:
导线缺口(CONDUCTORNICKING)
缺点等级:
主要缺点
定义:
切割或压制绝缘体或裸导体时在其上面产生的缺损,缺口.
导线的绝缘体缺口:
不允收
绝缘体
导体暴露
导线的导体缺口;不允收
导体
导体上的缺口
可能原因:
切割档板安装不良
控制标准:
产生在绝缘体上面的缺口:
1.绝缘体上面的缺口不允许导体暴露出来,否则不允收.
2.有缺口的电线经过”弯曲测试”,导体未暴露出来则允收.
产生在裸导体上的缺口:
1.不允收
基本原理:
1.绝缘体上的缺口可能产生短路.
2.裸导体上的缺口易导致导线中途断裂.
CRIMPING检验规范
一.
缺点名称:
压接变形(DISTORTEDCRIMP)
缺点等级:
主要缺点
定义:
压接时特别在CONDUCTORBARREL处产生异常.
可能原因:
1.冲压机/钻床安装不良
控制标准:
1.压接高度必须满足压接规范.
2.CONDUCTORBARREL不能过于水平,间隔太大或重叠.
基本原理:
1.影响导线与TERMINAL的紧密程度.
二.
缺点名称:
LOCKINGTAB太低
缺点等级:
严重缺点
定义:
LOCKINGTAB水平过低.
可能原因:
1.使用的工具不当.
控制标准:
1.满足工程蓝图中的高度误差标准则允收.
基本原理:
1.易导致HOUSING与TERMINAL连接失效
 升级会员
升级会员 