塑料注塑机调机基础知识.docx
《塑料注塑机调机基础知识.docx》由会员分享,可在线阅读,更多相关《塑料注塑机调机基础知识.docx(98页珍藏版)》请在冰豆网上搜索。
塑料注塑机调机基础知识
塑料注塑机调机
基础知识
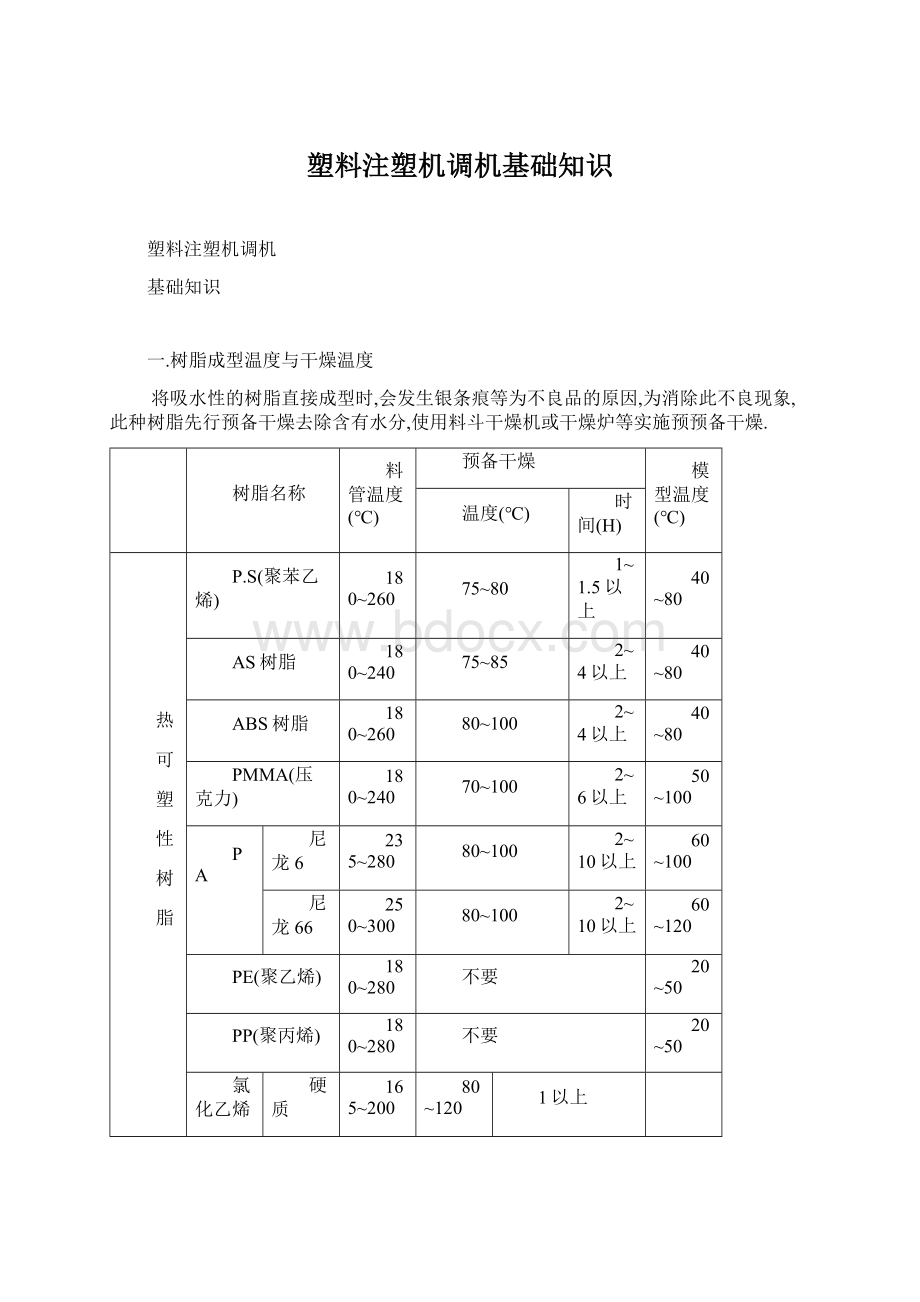
一.树脂成型温度与干燥温度
将吸水性的树脂直接成型时,会发生银条痕等为不良品的原因,为消除此不良现象,此种树脂先行预备干燥去除含有水分,使用料斗干燥机或干燥炉等实施预预备干燥.
树脂名称
料管温度(℃)
预备干燥
模型温度(℃)
温度(℃)
时间(H)
热
可
塑
性
树
脂
P.S(聚苯乙烯)
180~260
75~80
1~1.5以上
40~80
AS树脂
180~240
75~85
2~4以上
40~80
ABS树脂
180~260
80~100
2~4以上
40~80
PMMA(压克力)
180~240
70~100
2~6以上
50~100
PA
尼龙6
235~280
80~100
2~10以上
60~100
尼龙66
250~300
80~100
2~10以上
60~120
PE(聚乙烯)
180~280
不要
20~50
PP(聚丙烯)
180~280
不要
20~50
氯化乙烯
硬质
165~200
80~120
1以上
软质
150~200
50~80
1以上
PC(聚碳酸酯)
250~320
120
4~10
70~120
POM(聚乙缩酯)
175~210
80~90
2~4以上
60~100
PPONORY1
240~315
85~120
2~4以上
80~120
热
硬
性
树
脂
PF(酚酯)
80~110
不要
175~220
MF(密胺)
80~100
不要
135~155
UF(尿素)
80~100
不要
135~155
聚酯,预混
(premix)
80~110
不要
150~200
二.塑料的简单辨别方法
塑料的种类繁多,制造同一零件时也有时使用不同树脂,辩别不同树脂可以化学分析来处理,但费时费事无法便捷,普通用手拿起或靠目视,从使专门行家也不容易确实辨别,下表列举各种塑料的简单辨别方法,供为参考,有机会不妨一试.
塑料厂的简单辨别方法
方法
种类
燃烧难易
清焰后是否继续燃烧
火焰颜色
塑料状态
有无臭味
成型品特征
压克力
树脂
易燃
燃烧
黄色
两端青色
软化
丙烯聚合物
不如玻璃冰冷可弄弯
PS树脂
易燃
燃烧
橙黄色
黑烟
软化
苯乙烯
聚合物
臭味
敲击时有金属声音,多为透明品
尼龙树脂
徐徐燃烧
不燃烧
顶端黄色
熔融掉下
独特臭味
有弹性
PVC树脂
难燃
不燃烧
黄色下端绿色
软化
氯的臭味
硬质为橡胶状,其它可为各种硬度
PP树脂
易燃
燃烧
黄色
迅速完全燃烧
独特臭味
乳白色
PE树脂
易燃
燃烧
顶端黄色下端青色
熔融掉下
石油臭味
柔软,乳白色,有色者多为中间色
电木树脂
易燃
燃烧
黄色
澎起裂缝
酚醛臭味
颜色多为黑褐色
尿素树脂
徐徐燃烧
不燃烧
黄色两端青绿色
澎起裂缝白化
尿素福尔马林臭味
颜色多为鲜艳美丽
美耐米树脂
难燃
不燃烧
淡黄色
澎起裂缝白化
尿素福尔马林臭味
表面甚为坚硬,光泽比尿素树脂好
不饱和聚酯树
易燃
燃烧
黄色黑烟
稍微澎起白化
苯乙烯聚合物臭味
多利用玻璃织维补强
短
缺
射
出
(对策)
不良试样例
成型机成型条件
模型材料
未填充部
(SHOPSHOT)
增加机械的射出容量
增加材料供给量
增加射出压力
提高树脂温度,增加流动性
加快射出速度
减低喷嘴部阻抗,减少压力,加大射嘴
改良浇口平衡
改善排气不足
扩大浇口、流道、主流道断面积
提高模型温度
消除冷碴(ColdSlag)
增加制品厚度
改用本身流动性硬佳的树脂
溢
出
树脂从模型的结合面(Parting)流出,附者在制品一部分的现象,特别在古旧模型容易发生.
树脂的流动性大
模型繁束力不足
树脂的供给量过大
模型不良,分型面面压不足
不良试样例
成型机成型条件
模型材料
溢出
(FLASH)
降低射出压力
减低射出速度
降低树脂温度
缩短射出压力保持时间
增加模型紧束力
减少材料供给量
对准模型型心
允分保留分型面接触面
缩小模腔的投影面积
提高成型时的树脂黏度
凹
痕
在成型品表面产生的洼坑,称为凹痕(Indentation)
因为冷却时的体积收缩,在成型品加厚部容易产生凹痕
因成型品加厚部的中心徐缓冷却,体积收缩提早发生,树脂往外侧方向被拉拽全体积的收缩提高集中于中心部,结果产生空隙,此现象在不容易冷却处表面发生时变成洼坑,此称为凹痕,收缩关系于材料温度及被压缩性,一般压力降低,收缩率增大.
凹
痕
树脂的流动性不足,供给量不足,保压时间不足,树脂温度过高.
树脂的流动阻力大
模型的冷却不均匀
制品有加厚部
树脂的收缩率大
不良试样例
成型机成型条件
模型材料
凹痕
(SINXMARK)
(SHRINXMARK)
提高射出压力
延长射出压力保持时间提高保压时间,或保压压力
加快射出速度
增加材料供给量
降低树脂温度
原料在料管内密度(背压.转速)
降低模型温度或使为均匀
扩大浇口
加大流道、主流道、减少压力
设法消除模腔的加厚部分
减少树脂的收缩率
气
泡
在成型品内侧加厚部产生的空隙,称为气泡(Vold),成型品表面快速冷却固化时,加厚处中心部分的冷却最慢,树干被早已冷却引起收缩的表面拉去,因而中心部分无树脂
变成气泡(空隙)
因压缩不足所致
凹痕及气泡均为材料不足时出现的缺陷,材料流进模腔内,以保压状态开始浇口密封,此时在模腔残留内压,浇口密封完成后,因冷却促进材料收缩,熔融部分的内压降低,在全体固化时,如内压不为负,则不发生凹痕或气泡,由于表面硬度与负内压的平衡,发生凹痕或气泡,对策重点,为保持内压不为负,提高射出压力延长保压时间(倒流防止)在浇口对时提高内压轴(扩大浇口,改变浇口位置,提高保持压力)降低成型温度.
因空气或瓦斯混入(排气不良)
因水分(烘干)
制品表面的气泡为干燥不充分引起的泡状气泡.
制品不设加厚部分
气
泡
不良试样例
成型机成型条件
模型材料
气泡
(VOID)
提高射出压力
稍为提高射出保持压力
适当调节射出速度,使不卷进空气
延长保压时间
改善排气
更改模腔设计
(加厚部或厚度的急激变化)
改浇口位置
扩大浇口、流道、主流道断面积
缩小材料的收缩率
银
条
痕
闪
花
有时会顺沿材料的流动方向发生银白色条纹,其出现方式多样,且其原因也繁多,在成型品表面发生极薄且织细的空气层或瓦斯层,光学上非常显眼.
材料中的水分,挥发分.
模型不良(设计、排气、浇口、流道形状)
模型面或离型剂有水分时
使用含有气泡的颗粒时,使用再生材料(微粉)时
不良试样例
成型机成型条件
模型材料
喷流线
(SILVERSTEAK)
消除可塑化不良
不使树脂过热分解
减低射出速度
降低射出压力,减低射出速度
防止螺栓卷进空气
(提高背压,压缩比)
温度不能太高,在料管内时间短一些
提高模型温度
改善排气
更改浇口位置
改变模腔设计
树脂加以干燥
扩大冷碴储蓄处
注意颗粒内气泡,再生材料
熔
线
在树脂流动分歧后再合流处发生的细线痕,如以低温度合流,更容易明显出现
树脂分流
树脂的流动性不足
空气,挥发分
不良试样例
成型机成型条件
模型材料
结合线
(F0OORWELDLINES)
提高树脂温度
提高射出压力
加快射出速度
不冷却喷嘴
缩短浇口至熔接触部的流程
提高模型温度
适当调整浇口位置及数量
树脂加以十分干燥
改善树脂流通
改善排气
流
标
溶融树脂在模腔内流动时,在成型表面发生环状或波浪状流动花纹的现象
树脂黏度大
射出速度慢
喷嘴过小
成型品的厚度变化大
模型温度低
不良试样例
成型机成型条件
模型材料
流痕
(FLOWMARK)
提高树脂温度,提升流动性
加快射出速度
加大喷嘴
提高射出保持压力
提高模型温度
适当冷却模型
改善树脂流动性
缩小成型品的厚度变化
裂纹破裂
在成型品表面发生细小裂缝或裂纹的现象,内部应力残留在成型品内,日后应力过树脂的弹力界限以上时,裂纹更进一步成为破裂,又勉强离模(型)会使为破裂.
过分填充
离型不良
表
面
不
亮
成型品表面有无光泽的发白部分或不同光泽的部分
树脂的熔融温度不均匀
树脂的过热分解
润滑剂或挥发分过多
与模型贴紧不足
模型表面不光滑
不良试样例
成型机成型条件
模型材料
不亮,光泽不良
(CLOUDY
APPEARANCE)
(LUSTERLESS)
使树脂熔融均匀
不使喷嘴冷却
不使射出速度太快或太慢
 升级会员
升级会员 