调试车间工艺流程.docx
《调试车间工艺流程.docx》由会员分享,可在线阅读,更多相关《调试车间工艺流程.docx(11页珍藏版)》请在冰豆网上搜索。
调试车间工艺流程
调试车间工艺流程
(1)设备:
活塞式压力计,直流稳压电源,五位半台式数字万用表。
(2)工具:
25W电烙铁,计算器,十字螺丝刀,一字螺丝刀,钟表螺丝刀,兆欧表,尖头镊子,剪刀,斜口钳,尖嘴钳,直尺。
(3)辅佐资料:
酒精,脱脂棉,锰铜丝,电位器,直插电阻。
(4)环境:
室温:
20±5℃,湿度:
≤80%,大气压力:
86-106KPa.
(5)人员卫生要求:
穿一致任务服,任务鞋,戴任务帽,口罩,任务证。
注:
任务服,任务鞋,任务帽,口罩一星期至少清洗一次,确保洁净清洁。
〔6〕测零位
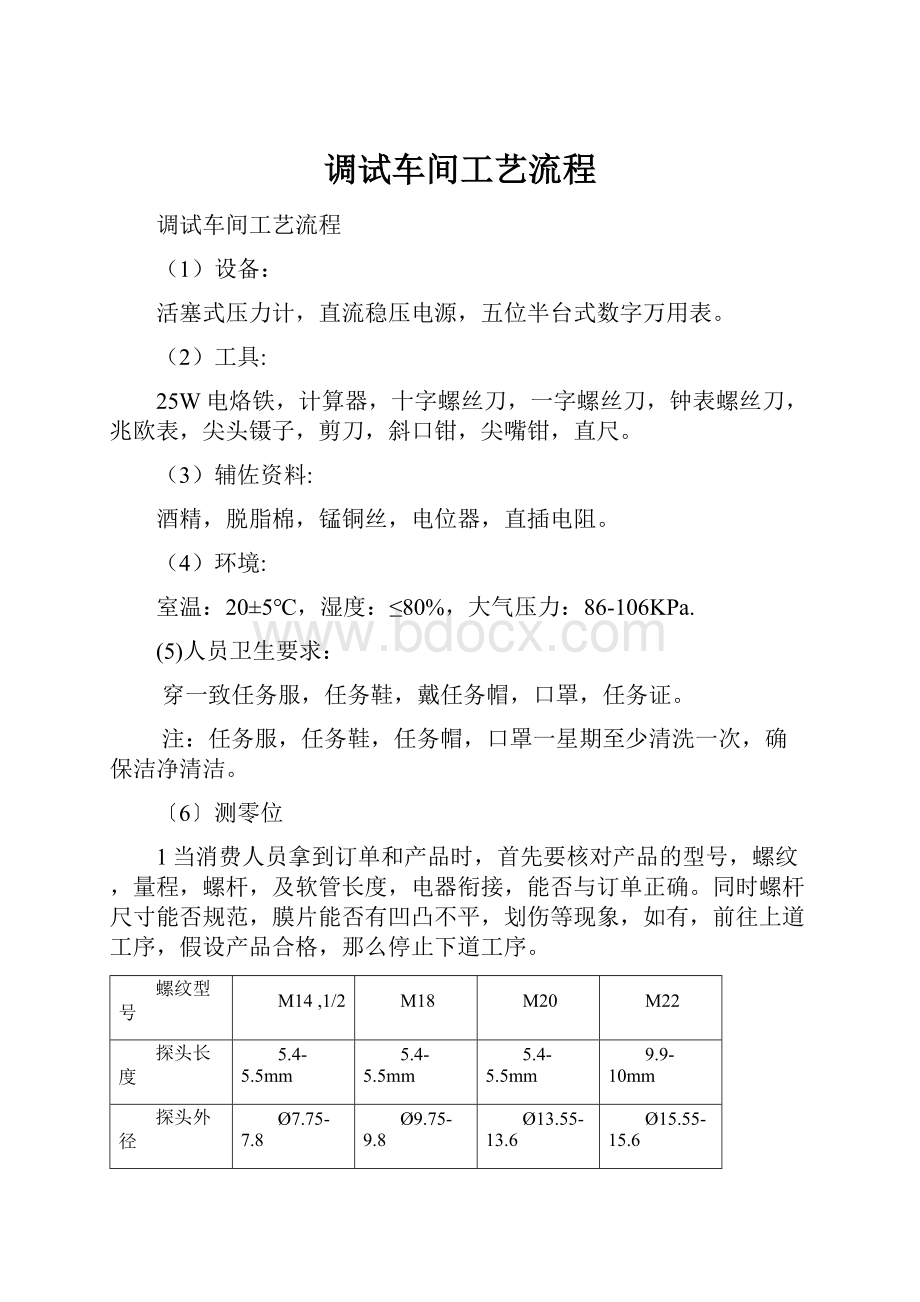
1当消费人员拿到订单和产品时,首先要核对产品的型号,螺纹,量程,螺杆,及软管长度,电器衔接,能否与订单正确。
同时螺杆尺寸能否规范,膜片能否有凹凸不平,划伤等现象,如有,前往上道工序,假设产品合格,那么停止下道工序。
螺纹型号
M14,1/2
M18
M20
M22
探头长度
5.4-5.5mm
5.4-5.5mm
5.4-5.5mm
9.9-10mm
探头外径
Ø7.75-7.8
Ø9.75-9.8
Ø13.55-13.6
Ø15.55-15.6
注:
订单特殊要求的除外
2测试产品零位,首先预备1台直流稳压电源,调到10±0.010V,然后,预备1台五位半数字万用表,调到Mv档,应有3位小数点〔注:
表笔插孔选用正确〕,同时,预备1个与产品螺纹相反的工装,通电10分钟,看零位能否飘,零位能否偏大,假设零位在9Mv,属不合格产品退回贴片车间,假设零位不飘,不大,那么流入下到工序。
〔7〕初次预压〔超压〕
1将产品装载到与产品量程相比配的压力计上,把一组五色线,线色区分为兰S+,红E+,白S-,黄E-,黑〔校准〕,常温产品对应补偿版上B,R,W,Y焊接,高温产品的补偿版从左到右依次为兰,红,白,黄,黑焊接,一切传感器在预压时不准一次性压到满量程,必需一个点一个点的加压,假设出现掉数,立刻卸压,反省产品能否有走漏,如有,退回装配车间返修,假设没有掉数,加压到满量程,同时超压。
2一切3.33mV/V的产品首先加压到产品的满量程,测出产品的真实输入,然后按真实输入的1.5倍停止超载,例如:
产品的真实输入为34mV那么产品的超载输入为34X1.5=51mV。
2mV的产品超压输入范围是产品真实输入的2倍,例如:
产品的真实输入为21mV那么产品的超载输入为21X2=42mV,卸压看回零能否接近为零,重复超压,卸压,回零合格后流入下到工序。
(8)初测线性:
1超压回零合格后,停止初测线性,仪表需求清零,测线性普通按5个点计算,特殊量程除外。
2PT123,PT133,PT112系列产品线性在0.5%以内,温度测试280-300度,PT131,PT124,PT111系列产品线性在1%以内,温度测试在200度,同时,高温产品在温度测试时,要留意产品膜片能否平,假设膜片太凸,那么产品为不合格,线性不合格的产品退回装配车间返修。
上海皓鹰公司消费部
2020年7月15日
调试车间预压规程
1〕半成品初测线性合格后,半成品停止超压〔预压〕,超压〔预压〕时间为12小时。
2〕将产品装载到预压设备上,用小塑料袋产品产品工艺管和感压头包起来,防止介质走漏掉在任务台上。
2一切3.33mV/V的产品首先加压到产品的满量程,测出产品的真实输入,然后按真实输入的1.5倍停止超载,例如:
产品的真实输入为34mV那么产品的超载输入为34X1.5=51mV。
2mV的产品超压输入范围是产品真实输入的2倍,例如:
产品的真实输入为21mV那么产品的超载输入为21X2=42mV,卸压看回零能否接近为零,重复超压,卸压,回零合格后流入下到工序。
上海皓鹰公司消费部
2020年7月15日
调试车间打磨规程
〔一〕抛光,打磨:
1将线性合格的产品送到装配车间停止软管,软管接套焊接,然后停止打磨,抛光。
2打磨,抛光时,力道要平衡,用0#纱布打磨,抛光。
同时,在打磨,抛光前,先用砂布或软布包住打磨零件,并且固定在虎台钳上。
打磨,抛光后,螺杆,螺纹,六方不能有划痕,碰伤,产品光亮度必需良好,膜片不能有损伤,同时,螺纹杆和探头外表不能有砂眼,同心度要到达规范,HY系列产品不准在抛光机上抛光,只能用0#砂布打磨。
3一体式螺杆制止采用砂纸或手工打磨和车床抛光,〔只需求用砂纸打磨焊接处的氧化面〕,产品在返工进程中,必需留意夹具对产品外观零件的损伤。
4严厉检验外购,外协零件的尺寸,如有偏向必需在组装前处置,制止装配好的半成品或成品停止返工,以免形成对产品外观或质量影响。
上海皓鹰公司消费部
2020年7月15日
调试车间调试岗位规程
(1)设备:
活塞式压力计,直流稳压电源,五位半台式数字万用表。
(2)工具:
25W电烙铁,计算器,十字螺丝刀,一字螺丝刀,钟表螺丝刀,兆欧表,尖头镊子,剪刀,斜口钳,尖嘴钳,直尺。
(3)辅佐资料:
酒精,脱脂棉,锰铜丝,电位器,直插电阻。
(4)环境:
室温:
20±5℃,湿度:
≤80%,大气压力:
86-106KPa.
(5)人员卫生要求:
穿一致任务服,任务鞋,戴任务帽,口罩,任务证。
注:
任务服,任务鞋,任务帽,口罩一星期至少清洗一次,确保洁净清洁。
〔一〕降输入:
1翻开直流稳压电源,调到10±0.010V。
2把五位半数字仪表调到毫伏档〔mV〕,应有3位小数点〔留意:
表笔插孔选用正确〕。
3将产品装载到与产品量程相婚配的压力计上,把兰S+,红E+,白S-,黄E-线焊接在补偿版上,清零压到产品的满量程,依据产品信号输入停止补偿,例如:
3.33Mv/v的传感器,假设产品的满量程输入超越33.3mV,将输入补偿到33.3mV±0.600mV,假设产品的满量程输入不够33.3mV,只能升级或配表运用,同理,20mV的产品,假设,产品的满量程输入超越20mV,补偿到20Mv±0.050mV,假设,产品的满量程输入不够20mV,只能配表或做变送器运用,假设变送器产品满度调不小,那么对半成品停止补偿输入〔工艺同上〕或改换满度电阻〔依据电子技术部的电路原理图〕。
4降输入在电源正上补偿〔红线〕。
运用直插欧姆电阻。
520mV的产品1欧姆电阻补偿57个字,33.3mV的产品1欧姆电阻补偿94个字。
6一切20Mv,33.3mV的高温或常温产品,输入补偿后重复压到满量程看输入能否到达产品的要求,产品合格后流入下到工序。
〔二〕补校准:
1翻开直流稳压电源,调到10±0.010V。
2把五位半数字仪表调到毫伏档〔mV〕,应有3位小数点〔留意:
表笔插孔选用正确〕。
3把兰S+,红E+,白S-,黄E-,黑〔校准线〕及电位器〔502〕,校准电阻〔33.3mV的产品运用47K欧,20mV的产品运用27K电阻〕焊接在补偿版固定位置上,黄黑线相接就能得出校准,假设,校准调不小,添加校准电阻,校准调不大,减小校准电阻。
〔留意:
调校准时,仪表要清零,才干得出真实的校准值〕,校准偏向±0.050mV,20mV产品的校准值为16.000mV±0.050mV,33.3mV的产品校准值为26.666mV,变送器4-20mA产品的校准值为12.800mA±0.050mA,0-10V产品的校准值为8.000V±0.050V,0-5V产品的校准值为4.000V±0.050V,校准的公式如下:
校准值=传感器的真实输入X80%
例如:
20.000mV产品的校准值=20.000×80%=16.000mV
33.333mV产品的校准值=33.333×80%=26.666mV
4-20mA产品的校准值=16.000mA×80%=12.800mA
0-10V产品的校准值=10.000V×80%=8.000V
(三)补零位:
1翻开直流稳压电源,调到10±0.010V.
2把五位半数字仪表调到毫伏档〔mV〕,应有3位小数点〔留意:
表笔插孔选用正确〕。
3把兰S+,红E+,白S-,黄E-线焊接在补偿版上,假设零位为负,断开白线,仪表显示负〔或零位为正,断开白线,仪表显示正〕,那么互换2根白线〔1,2〕假设断开白线,零位由负变正或由正变负,不用互换白线,直接在零位线上补零位。
4补偿零位,运用锰铜丝补偿。
贴350欧应变计的传感器2mV/V的产品1cm锰铜丝能补偿1.5mV左右。
5常温产品或高温产品零位补偿到正负100个字以内,常温变送器或高温变送器零位补偿到正负500个字以内〔在蓝线上补〕。
6零位补偿好后,用酒精棉球把补偿版上清洗洁净,不能有松香,棉絮,油污在补偿版上,同时零位丝,电位器调理旋扭用704胶或703胶掩盖,〔起维护作用〕,高温产品的衔接座与感压头衔接处涂704或703胶〔起密封作用〕
7按规则焊接好导线,在补偿版上从左至右依次为兰S+,红E+,白S-,黄E-,黑校准焊接,同时导线外表不能破皮,铜丝不能露在外面。
合格后,产品流入下到工序。
8假设变送器零位调不小,那么对半成品停止零位补偿,工艺同上。
9变送器产品必需接地,0-10V,4-20mA〔高温产品〕接地依照电子技术部的电路原理图中接地焊接处停止,常温产品的接地采用103电容,一边接在红线上,一边接在外壳。
10我公司所消费的焊接外壳产品,在第一次调试好后,先用焊机焊接外壳与接收嘴〔或衔接座〕局部,然后停止第二次焊接上盖局部,焊接合格后,停止最后调试,液位产品在装置前,必需先接好电源和仪表,每装置一个零部件,都要测试好产品能否合格,装置时不准采用密封胶,防止焊接时焊接火焰与密封胶构成水泡,损坏产品,同时,装置时不准用扳手或管钳直接夹住产品外壳,以免损坏产品外壳,只准用毛巾包住产品外壳,夹在虎台钳上装置。
分散硅产品在消费时,先要清洗分散硅接收嘴,然后用凡士林涂在芯体边缘,放在接收嘴外面,同时用压紧帽压紧,留意在调试前后,不准用尖硬的物件碰到芯体上,以免损坏芯体。
〔四〕装置外壳,总调:
1按订单要求装备好外壳,接插件,上盖,同时外壳必需洁净,不能有划痕,油渍,螺丝必需装置紧,不能有松动现象出现,变送器上盖必需刻S〔满度〕Z〔零位〕,以作为调满,调零标识。
2同时常温产品在压外壳前,要对产品停止复检,确认产品的各项功用合格后,方能压外壳,外壳压好后,不能出现有外壳分裂,毛刺,翻边的现象。
总调时,各项功用必需到达产品要求。
接插件的接线方法〔2Mv/v,3.33Mv/v,0/10V,0/5V〕
S+输入
E+电源
S-
E-
校准
五芯插件
1兰
2红
3白
4黄
5黑
六芯插件
A红
C白
B黑
D绿
E兰
F橙
DE短接
八芯插件
B红
A白
D黑
C绿
E兰
F橙
CE短接
4/20mA的接线方法:
线色
E+
E-
校准
5芯插件
1红
2兰
4,5
6芯插件
A红
B黑
E,F兰,橙
8芯插件
A,红
B黑
E,F兰,橙
〔五〕测绝缘:
翻开绝缘电阻仪,一根表笔接到输入线,一根表笔接到外壳,传感器的绝缘电阻应高于目的要求〔100V,500兆欧〕,低于目的的产品,属于不合格的产品,传感器不绝缘送贴片车间维修,电路板不绝缘送电子技术部维修。
〔15〕总调:
1翻开直流稳压电源,传感器调到10±0.010V.变送器产品调到12-24V。
2把五位半数字仪表传感器调到毫伏档〔mV〕,变送器调到mA档,应有3位小数点〔留意:
表笔插孔选用正确〕。
3将产品装入压力计,接好工装线,加压到满量程,恒压预热半小时后,末尾总调。
4测量范围普通分为六个点〔包括零点〕,首先,从测量下限〔零点〕末尾,按选定的测量点,一点一点平衡加压〔或抽空〕至产品的测量下限〔或测量下限〕,依次记载各测量点正行程的数据,待测量下限值动摇记载数值后,再从下限一点一点平衡卸压〔或升压〕至测量下限〔零点〕,并依次记载各测量点的反行程数值,加压,卸压一次为一个循环,普通要停止3个循环。
〔留意:
检定进程中如出现超调,回调现象,或出现重新调整零点值或输入值等现象,必需重新检定〕。
5用记载的数值计算出产品的线性误差,重复性误差,滞后。
计算公式如下:
线性误差=实际输入值与实践平均值的最大差值÷满量程×100%F.S
重复性误差=3次循环的最大差值÷满量程×100%F.S
滞后误差=正反行程的最大差值÷满量程×100%F.S
〔六〕清洗,写合格证,打标,贴标牌,送检:
1产品的螺杆,螺纹,外壳用酒精棉球清洗洁净,不能有油渍或其它赃物。
2一切产品合格证上的数据都必需依据检定记载上去的数据填写,字迹要工整,清楚,不能有赃物。
3一切产品的标牌都必需依照订单的型号,量程,技术参数,规格〔特殊要求的除外〕来打,标牌字迹要清楚,陈列要划一,大小字母要规范。
2贴标牌时,不能有贴歪,气泡的现象出现,合格后用网丝带将产品套好送检。
上海皓鹰公司消费部
2020年7月15日
 升级会员
升级会员 