西门子840D数控系统双通道功能.docx
《西门子840D数控系统双通道功能.docx》由会员分享,可在线阅读,更多相关《西门子840D数控系统双通道功能.docx(17页珍藏版)》请在冰豆网上搜索。
西门子840D数控系统双通道功能
西门子840D数控系统双通道功能在数控磨床上的应用
某公司新试制一台数控磨床,机床具有有先进的自动上下料功能,其数控轴达11个之多:
砂轮主轴;工件主轴;砂轮径向进给轴;砂轮切向位移轴;砂轮上下位移轴;安装角调整轴;冷却喷嘴位移轴;尾架上下位移轴;对刀测头上下位移轴;机械手上下位移轴;机械手转位轴。
鉴于单方式组、单通道普通控制方式下,不能够让同一通道的轴组去同时执行两套不同的零件程序,采用数控系统的双通道控制功能,将有关自动上下料功能的轴单独分离出来,放入另一个通道。
这样,两个通道可以同时分别执行不同的零件程序,使工件加工和上下料等动作,互不干涉的同时执行。
鉴于西门子840D系统能够完成多通道控制的同时还具有以下主要特点:
在NC编程上运用用户变量,系统变量,间接编程,算术三角函数,比较或逻辑运算,程序跳转,程序调用,宏调用等,给机床的设计带来了极大的自由度;使用配置工具或利用Windows技术改变人机界面使操作界面适合于不同的控制任务。
系统选用西门子840D系统。
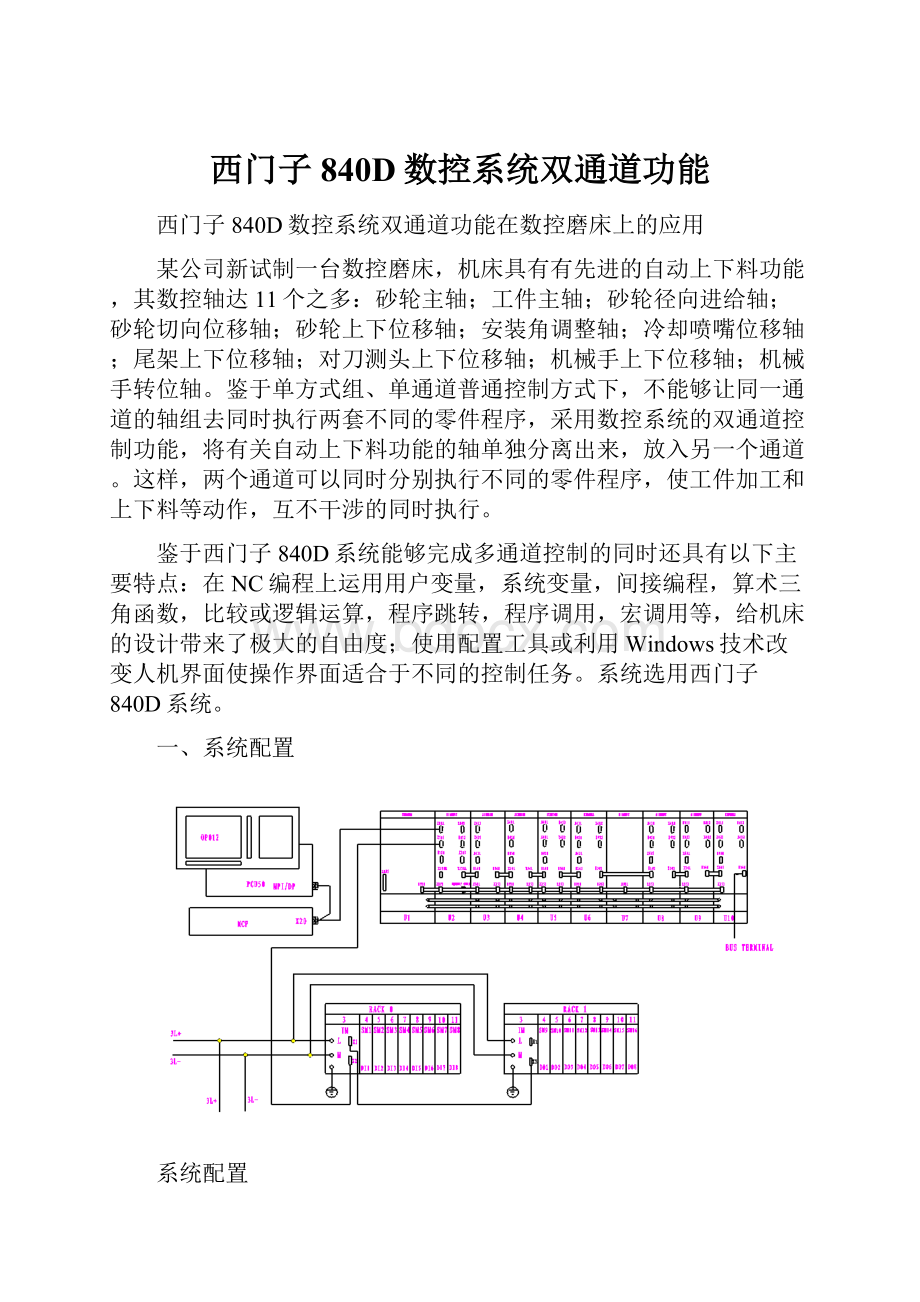
一、系统配置
系统配置
二、系统设置
1、双通道的设置
注意:
双通道是选件功能,若需开通此功能,需要和西门子公司相关部门联系。
通道:
简单的理解就是两个插补器,双通道意味着系统可以同时执行两个程序,互不影响(当然也可以协调同步运行)。
例如,对于双刀架车床就需要使用双通道。
方式组:
方式组中的“方式”指的是操作方式,即JOG,MDA,AUTO等方式,所以方式组就是以操作方式划分的小组。
如果是一个双方式组的系统意味着在这个系统上可以同时出现两种操作方式。
一个系统可以有若干个方式组,每个方式组可以有若干个通道,在一个方式组中的通道必然处于同一种操作方式下。
1.1双通道功能的设置
840D是多方式组多通道的系统,但它缺省为一个通道,需要参数设置成两个通道,一个方式组:
MD10010ASSING_CHAN_TO_MODE_GROUP[0]=1;通道1分配给方式组1
MD10010ASSING_CHAN_TO_MODE_GROUP[1]=1;通道2分配给方式组1
1.2基本参数设定:
设置机床轴名,机床上所有用到的轴应该在此给出各轴轴名。
此例共11个轴。
MD10000AXCONF_MACHAX_NAME_TAB[0]=X1
MD10000AXCONF_MACHAX_NAME_TAB[1]=Y1
MD10000AXCONF_MACHAX_NAME_TAB[2]=Z1
MD10000AXCONF_MACHAX_NAME_TAB[3]=A1
MD10000AXCONF_MACHAX_NAME_TAB[4]=B1
MD10000AXCONF_MACHAX_NAME_TAB[5]=C1
MD10000AXCONF_MACHAX_NAME_TAB[6]=W11
MD10000AXCONF_MACHAX_NAME_TAB[7]=W12
MD10000AXCONF_MACHAX_NAME_TAB[8]=U1
MD10000AXCONF_MACHAX_NAME_TAB[9]=W2
MD10000AXCONF_MACHAX_NAME_TAB[10]=C2
1.3通道参数设置:
本例中有X1、Y1、Z1、A1、B1、C1、W11、W12、U1等9个伺服轴用于第一通道的工件加工;W2、C2两个轴用于第二通道的自动上下料功能。
通道1参数设置:
MD20050:
AXCONF_GEOAX_ASSIGN_TAB[0]=1
AXCONF_GEOAX_ASSIGN_TAB[1]=2
AXCONF_GEOAX_ASSIGN_TAB[2]=3
MD20060:
AXCONF_GEOAX_NAME_TAB[0]=X
AXCONF_GEOAX_NAME_TAB[1]=Y
AXCONF_GEOAX_NAME_TAB[2]=Z
MD20070:
AXCONF_MACHAX_USED[0]=1
AXCONF_MACHAX_USED[1]=2
AXCONF_MACHAX_USED[2]=3
AXCONF_MACHAX_USED[3]=4
AXCONF_MACHAX_USED[4]=5
AXCONF_MACHAX_USED[5]=6
AXCONF_MACHAX_USED[6]=7
AXCONF_MACHAX_USED[7]=8
AXCONF_MACHAX_USED[8]=9
MD20080:
AXCONF_CHANAX_NAME_TAB[0]=X
AXCONF_CHANAX_NAME_TAB[1]=Y
AXCONF_CHANAX_NAME_TAB[2]=Z
AXCONF_CHANAX_NAME_TAB[3]=A
AXCONF_CHANAX_NAME_TAB[4]=B
AXCONF_CHANAX_NAME_TAB[5]=C
AXCONF_CHANAX_NAME_TAB[6]=W11
AXCONF_CHANAX_NAME_TAB[7]=W12
AXCONF_CHANAX_NAME_TAB[8]=U
通道2参数设置:
MD20050:
AXCONF_GEOAX_ASSIGN_TAB[0]=0
AXCONF_GEOAX_ASSIGN_TAB[1]=0
AXCONF_GEOAX_ASSIGN_TAB[2]=0
MD20060:
AXCONF_GEOAX_NAME_TAB[0]=X
AXCONF_GEOAX_NAME_TAB[1]=Y
AXCONF_GEOAX_NAME_TAB[2]=Z
MD20070:
AXCONF_MACHAX_USED[0]=1
AXCONF_MACHAX_USED[1]=2
MD20080:
AXCONF_CHANAX_NAME_TAB[0]=W2
AXCONF_CHANAX_NAME_TAB[1]=C2
显示参数设置:
MD9034:
MA_NUM_DISPLAYED_CHANNELS=2;
双通道显示,即在加工画面同时显示两个通道的状态。
2、双通道控制方案
针对双通道的控制PLC程序要做些处理。
根据机床的实际要求,我们采用:
一个面板+一个OP(显示操作单元)的方案。
我们可以通过选择机床面板控制通道1还是控制通道2。
而机床面板的控制要调用标准功能块FC19或FC25。
通常单通道的调用如下:
CALLFC19
BAGNo:
=B#16#1;操作面板控制方式组一
ChanNo:
=B#16#1;操作面板控制通道一
SpindleIFNo:
=B#16#5;主轴信号传送到轴五,即配置中第五轴为主轴
FeedHold:
=M1.0;当面板上按FeedStop键后此位输出1
SpindleHold:
=M1.1;当面板上按SpindleStop键后此位输出1
现在我们要求双通道切换,有两种做法。
方法1:
编写两个FC19,一个填写控制通道一的参数,另一个填写控制通道二的参数,然后用面板上的某个键进行切换。
方法2:
CALLFC19
BAGNo:
=B#16#1
ChanNo:
=DB19.DBB22;DB19.DBB22是NC给PLC的信号,通知当前操作者选择的是哪个通道
SpindleIFNo:
=B#16#5
FeedHold:
=M1.0
SpindleHold:
=M1.1
此时可能会出现一个问题,就是显示的切换和机床面板的切换不是同时的。
机床操作面板可以切换了,但仍然需要操作者按OP上的通道切换键来切换显示屏幕显示的内容(显示通道1还是显示通道2)这对于机床操作者来说很不方便。
怎么办呢?
我们可以用系统提供的通过PLC程序选择通道的方法便可解决问题,接口信号是:
DB19.DBB32和DB19.DBB33。
三、相关知识
(一)西门子840D系统的组成
SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
1、人机界面
人机交换界面负责NC数据的输入和显示,它由MMC和OP组成。
MMC(ManMachineCommunication)包括:
OP(Operationpanel)单元,MMC,MCP(MachineControlPanel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
2、数控及驱动单元
(1)NCU数控单元
SINUMERIK840D的数控单元被称为NCU(NumenricalControl
Unit)单元:
中央控制单元,负责NC所有的功能,机床的逻辑控制,还有和MMC的通讯。
它由一个COMCPU卡、一个PLCCPU卡和一个DRIVE板组成。
根据选用硬件如CPU芯片等和功能配置的不同,NCU分为NCU561.2,NCU571.2,NCU572.2,NCU573.2(12轴),NCU573.2(31轴)等若干种,同样,NCU单元中也集成SINUMERIK840D数控CPU和SIMATICPLCCPU芯片,包括相应的数控软件和PLC控制软件,并且带有MPI或Profibus接口,RS232接口,手轮及测量接口,PCMCIA卡插槽等,所有的驱动模块均排列在其右侧。
(2)数字驱动
数字伺服:
运动控制的执行部分,由611D伺服驱动和1FT6(1FK6)电机组成。
SINUMERIK840D配置的驱动一般都采用SIMODRIVE611D。
它包括两部分:
电源模块和驱动模块(功率模块)。
电源模块:
主要为NC和给驱动装置提供控制和动力电源,产生母线电压,同时监测电源和模块状态。
611D数字驱动:
是新一代数字控制总线驱动的交流驱动,它分为双轴模块和单轴模块两种,相应的进给伺服电机可采用1FT6或者1FK6系列,编码器信号为1Vpp正弦波,可实现全闭环控制。
主轴伺服电机为1PH7系列。
(3)PLC模块
SINUMERIK810D/840D系统的PLC部分使用的是西门子SIMATICS7-300的软件及模块,在同一条导轨上从左到右依次为电源模块(PowerSupply),接口模块(InterfaceModule)和信号模块(SignalModule)。
PLC的CPU与NC的CPU是集成在CCU或NCU中的。
(二)系统的连接与调试
1、硬件的连接
(1)SINUMERIK810D/840D系统的硬件连接从两方面入手:
其一,根据各自的接口要求,先将数控与驱动单元,MMC,PLC三部分分别连接正确:
——电源模块X161种9,112,48的连接;驱动总线和设备总线;最右边模块的终端电阻(数控与驱动单元)。
——MMC及MCP的+24V电源千万注意极性(MMC)。
——PLC模块注意电源线的连接;同时注意SM的连接。
其二,将硬件的三大部分互相连接,连接时应注意:
PI和OPI总线接线一定要正确。
CU或NCU与S7的IM模块连线。
(2)检查
在正确完成所有机械的和电气的安装工作后即可进行通电,调试工作;而首先要做的就是开机准备工作,它可确保控制系统及其组件启动正常。
·屏蔽:
——确保所使用的电缆符合西门子提供的接线图中的要求;
——确保信号点栏屏蔽两端都与机架或机壳连通。
(三)调试
1.NC和PLC总清
由于是第一次通电,启动,所以有必要对系统做一次总清或总复位。
(1)NC总清
NC总清操作步骤如下:
——将NC启动开关S3―→“1”;
——启动NC,如NC已启动,可按一下复位按钮S1;
——待NC启动成功,七端显示器显示“6”,将S3―→“0”;NC总清执行完成。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据(MachineData)被预置为缺省值。
(2)PLC总清
PLC总清操作步骤如下:
——将PLC启动开关S4―→“2”;=〉PS灯会亮;
——S4―→“3”并保持3秒等到PS等再次亮;=〉PS灯灭了又再亮;
——在3秒之内,快速地执行下述操作S4:
“2”―→“3”―→“2”;=>PS灯先闪,后又亮,PF灯亮(有时PF等不亮);
——等PS和PF等亮了,S4―→“0”;=>PS和PF灯灭,而PR灯亮。
PLC总清执行完成,PLC总清后,PLC程序可通过STEP7软件传至系统,如PLC总清后屏幕上有报警可作一次NCK复位(热启动)。
(四)开机与启动
第一次启动后,NCU状态显示(一个七段显示器及一个复位按钮S1两列状态显示灯及两个启动开关S3和S4。
(如下图)
在确定S3和S4均设定位“0”,则此时就可以开机启动了,经过大约几十秒钟,当七段显示器显示“6”时,表明NCK上电正常;此时,“+5V”和“SF”灯亮,表明系统正常;但驱动尚未使能,而PLC状态泽“PR”灯亮,表明PLC运行正常。
·MMC:
MMC的启动时通过OP显示来确认的,如果是MMC100.2,在启动的最后,在屏幕的下面会显示一行信息“WaitForNCUConnection:
××Seconds”如MMC与NCU通讯成功,则SINUMERIK810D/840D的基本显示会出现在屏幕上,一般是“机床”操作区,而MMC103,由于它是可以带硬盘的,所以在它的背后也有一个七段显示器,如MMC103启动成功后它会显示一个“8”字。
·MCP:
在PLC启动过程中,MCP上的所有灯饰不停闪烁的,一旦PLC成功启动,且基本程序状如则只有在OB1种调用FC19或FC25,那么MCP上的灯不再闪烁,此时MCP即可以使用。
·DRIVESYSTEM:
只有NC,PLC和MMC都正常启动后,最后考虑驱动系统。
首先必须完成驱动的配置,对于MMC100.2,需借助于“SIMODRIVE611D”Start-upTool软件,而MMC103可直接在OP031上做,然后用PLC处理相应信号即可。
这样,系统再启动后,SF灯应灭掉。
元素
类型
含义
复位S1
按钮
出发一个硬件复位;控制和驱动复位后完整重起。
NMIS2
按钮
对处理器发出触发和NMI请求,NMI—非屏蔽中段
S3
旋转开关
NCK启动开关
位置0:
正常操作模式
位置1:
NCK复位(缺省值启动)
值为2…7:
预留
S4
旋转开关
PLC模式选择开关
位置0:
PLC运行/编程模式
位置1:
PLC运行模式
位置2:
PLC停机模式
位置3:
清PLC内存
H1(左列)显示灯
显示灯
+5V:
电源电压在允许范围内时亮
NF:
NCK启动过程中,其监控器被触发时,此灯亮
CF:
当COM监控器输出一个报警时,此灯亮
CB:
通过OPI接口进行数据传输,此灯亮
CP:
通过PC的MPI接口进行数据传输时,此灯亮
绿灯
红灯
红灯
黄灯
黄灯
H2(右列)显示灯
显示灯
PR:
PLC运行状态
PS:
PLC停机状态
PF:
当PLC监控器输出一个报警时:
此灯亮;当PLC监控器输出一个报警时:
所有4个灯都亮
FFO:
PLC强制状态
·灯灭:
没有PROFIBUSDP配置或无故障
·灯闪:
DP配置了,但一个或一个以上的从站丢失
·灯亮:
故障(例如:
无令牌循环)
绿灯
红灯
红灯
黄灯
黄灯
H3
七段数码管
显示“6”,表示启动完成
(五)数据备份
在进行调试时,为了提高效率不做重复性工作,需对所调试数据适时地做备份。
在机床出厂前,为该机床所有数据留档,也需对数据进行备份。
完整的840D系统数据分为三种:
NCK数据、PLC数据、MMC数据。
有两种数据备份的方法:
1.系列备份(SeriesStart-up):
特点:
(1)用于回装和启动同SW版本的系统
(2)包括数据全面,文件个数少(*.arc)
(3)数据不允许修改,文件都用二进制各式(或称作PC格式)
2.Ghost备份
特点:
(1)用于回装不同SW版本的系统
(2)文件个数多(一类数据,一个文件)
(3)可以修改,大多数文件用“纸带格式:
即文本格式
做数据备份需以下辅助工具:
——PCIN软件
——V24电缆(6FX2002-1AA01-0BF0)
——PG740(或更高型号)或PC
※由于MMC103可带软驱,硬盘,NC卡等;它的数据备份更加灵活,可选择不同的存储目标,以其为例介绍具体操作步骤:
·数据备份
(1)在主菜单中选择“Service”操作区;
(2)按扩展件“}”―→“SeriesStart-up”选择存档内容NC,PLC,MMC并定义存档文件名;
(3)从垂直菜单中,选择一个作为存储目标:
V.24―→指通过V.24电缆船只外部计算机(PC);
PG―→编程器(PG);
Disk―→MMC所带的软驱中的软盘;
Archive―→硬盘;
NCCard―→NC卡。
选择其中V.24和PG时,应按“Interface”软件键,设定接口V.24参数;
(4)若选择备份数据到硬盘,则:
“Archive”(垂直菜单)―→“Start”.
·数据恢复
MMC103的操作步骤(从硬盘上恢复数据):
a:
“Service”;
b:
扩展键“}”;
c:
“SeriesStart-up”;
d:
“ReadStart-upArchive”(垂直菜单);
e:
找到存档文件,并选中“OK”;
f:
“Start”(垂直菜单);
无论是数据备份还是数据恢复,都是在进行数据的传送,传送的原则是:
——永远是准备接收数据的一方先准备好,处于接受状态;
——两端参数设定一致。
(六)西门子840D数控系统常用维修方法
日常维修SIN840D数控系统常用维修方法如下:
1.使用ghost软件修复MMC102板的硬盘逻辑坏道
一台装有SIN840D数控系统的加工中心,其系统配置为NCU572.0软件版本为V03.06.05、MMC102软件版本为V03.06.10。
开机启动时显示:
ApplicationError
ABNORMALPROGRAMTERMINATION
CLOSE
按回车键确认后显示:
Regie
WARNING:
Application‘mbdde’didn’tpost
Initcomplete!
Pressandcontinue…
按回车键确认后,能进入加工区界面,但在通道状态栏中显示6个“?
”,报警和信息行无任何显示,进入诊断界面后无任何显示、死机。
经过分析上述故障现象,MMC102板的硬盘上有逻辑坏道,造成报警文本文件丢失。
一般可更换备份硬盘排除此故障,现介绍一种若没有备份硬盘,使用ghost系统备份软件修复此硬盘逻辑坏道的方法(ghost软件具有修复硬盘逻辑坏道的功能)。
(1)机床关机断电,将笔记本电脑硬盘从机床MMC102板上拆下。
(2)关闭一台安装有Windows98第二版操作系统的台式计算机。
切断电源,打开机箱,将机床上硬盘通过插接式转换电路板连接到第二主硬盘位置。
(3)使用Ghost7.5软件进行硬盘分区数据备份
计算机开机以后,运行Ghost7.5软件,进入Ghost7.5软件后,在Local中选择“Partition”磁盘分区选项中的“ToImage”进行机床硬盘的C盘分区复制备份,按照屏幕提示依次选择源盘即机床硬盘,要备份的硬盘分区,再选择备份文件存放的路径与文件名(起名创建),保存后台式计算机的硬盘中。
回车确定后,出现提示框点击“Fast”少量压缩,确认选择“Yes”,即开始执行复制。
在复制时又出现提示“有坏语句是否继续”,必须选择“Yes”,又出现提示“忽视后面的坏语句”,必须选择“No”,然后计算机自动完成硬盘分区数据复制,在计算机硬盘中生成一个扩展名为gho的镜像文件。
(4)使用Ghost7.5软件进行硬盘分区数据恢复。
计算机中运行Ghost7.5软件后,在Local中选择“Partition”磁盘分区选项中的“FormImage”进行机床硬盘的C盘分区恢复还原,按照屏幕提示依次选择扩展名为gho的镜像恢复还原文件,要恢复还原文件的机床硬盘及C盘分区,选择“Yes”执行完成机床硬盘的C盘分区恢复还原工作。
(5)退出Ghost7.5软件,关闭计算机,将机床硬盘从台式计算机上拆下。
(6)将刚修复的硬盘装到机床MMC102板上,加电试机,机床能正常引导启动,进入机床工作界面,试运行若干个加工程序,一切正常,证明硬盘修复成功。
2.轴的屏蔽处理
数控系统在启动时,要对硬件进行检测,若电机或电缆损坏,将不能通过硬件检测,有报警机床不能正常工作。
为不停止生产,此时可将该轴进行屏蔽处理,转换为虚拟轴,使机床可以继续工作。
例如屏蔽卧式加工中心机械手TC1轴,步骤如下:
(1)启动界面中,输入制造商级口令“SUNRISE”。
(2)改机械手TC1轴专用机床数据:
30130CTRLOUT_TYPE=0,将控制输出禁止输出到端口;
30200NUM_ENCS=0,将位置和速度反馈设为无编码器;
30240ENC_TYPE=0,将位置和速度反馈设为模拟反馈;
(3)修改完上述机床数据后,需做NCKRESET操作,SIN840D数控机床关机重启,使修改后的机床数据生效。
(4)动配置中,屏蔽机械手TC1轴控制模块:
(5)在驱动配置界面中,将TC1轴控制激活状态改为“No”。
这时,改轴就为虚拟轴,其相应的模块和电机就可以拆除进行检查维修,此时机床可以在没有机械手的情况下,运行其他轴工作。
但改轴还有显示,如果不想显示改轴,就需要修改通道机床数据。
如果机械手TC1轴修复后要恢复,将上面的机床数据改回原来的值即可。
3.将全闭环控制轴转换为半闭环控制轴
在维修时会遇到位置检测反馈元件如光栅尺损坏,此时可将全闭环控制轴转换为半闭环控制轴,拆除光栅尺,使用电机编码器作为位置检测反馈元件,步骤如下:
(1)在启动界面中,输入制造商级口令“SUNRISE”
(2)修改此轴的轴专用机床数据
30230ENC_INPUT_NR[0]=1,将编码器按住在模块的第一个上(电机测量口),若是光栅尺接在模块的第二个口上(外部测量口),此值为2;
31000ENC_IS_LINEAR[0]=0,测量单元元件不是光栅尺,若是光栅尺此值为1;
31020ENC_RESOL[0]=2048,电机编码器的线数,此值对光栅尺无意义;
31040ENC_IS_DIRECT[0]=0,编码器没直接安装在机床上;
修改完上述机床数据后,需做NCKRESET操作,SIN840D数控系统关机重启,使修改后的机床数据生效。
这时,改轴就变为半闭环控制轴,可临时使用机床,待光栅尺修复后,将上面的机床数据改回原来的值即可。
(4)使用计算机键盘代替损坏的操作面板
在SIN840D数控系统的操作面板出现故障时,可临时用计算机键盘替代,SIN840D数控系统专用键替代方法如下:
操作面板
计算机键盘
8个水平软键
F1-F8
8个垂直软键
Shift+F1-F8
回调按键
F9
扩展按键
Shift+F9
机床区按键
Shift+F10
操作区切换按键
F10
切换通道按键
F11
信息按键
F12
输入按键
回车键Enter
报警确认按键
Esc
编辑/取消按键
Insert
选择按键Toggle键
 升级会员
升级会员 