产品的型号规格.docx
《产品的型号规格.docx》由会员分享,可在线阅读,更多相关《产品的型号规格.docx(30页珍藏版)》请在冰豆网上搜索。
产品的型号规格
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
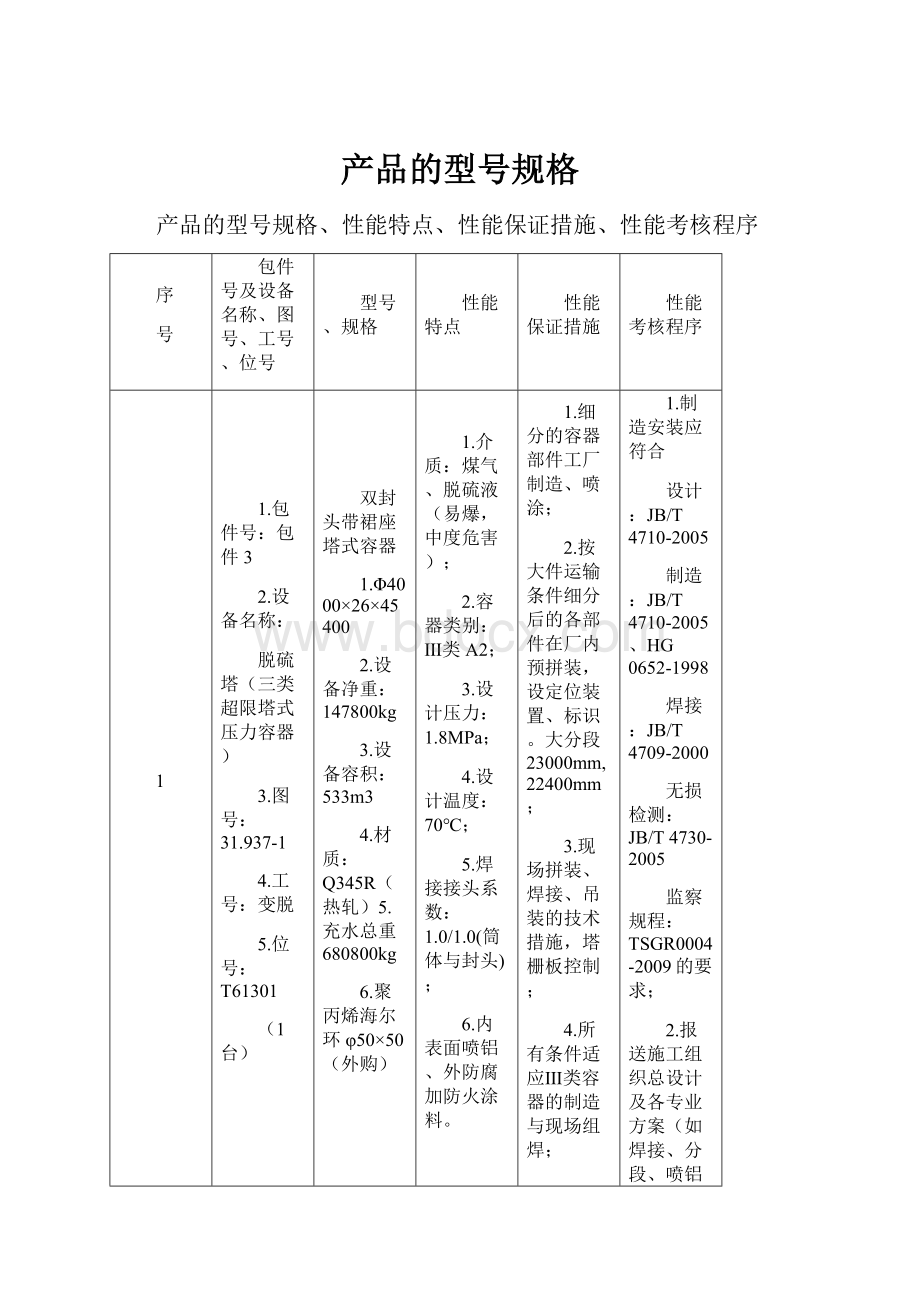
1
1.包件号:
包件3
2.设备名称:
脱硫塔(三类超限塔式压力容器)
3.图号:
31.937-1
4.工号:
变脱
5.位号:
T61301
(1台)
双封头带裙座塔式容器
1.Φ4000×26×45400
2.设备净重:
147800kg
3.设备容积:
533m3
4.材质:
Q345R(热轧)5.充水总重680800kg
6.聚丙烯海尔环φ50×50(外购)
1.介质:
煤气、脱硫液(易爆,中度危害);
2.容器类别:
Ⅲ类A2;
3.设计压力:
1.8MPa;
4.设计温度:
70℃;
5.焊接接头系数:
1.0/1.0(筒体与封头);
6.内表面喷铝、外防腐加防火涂料。
1.细分的容器部件工厂制造、喷涂;
2.按大件运输条件细分后的各部件在厂内预拼装,设定位装置、标识。
大分段23000mm,22400mm;
3.现场拼装、焊接、吊装的技术措施,塔栅板控制;
4.所有条件适应Ⅲ类容器的制造与现场组焊;
5.制造资格;
6.质量保证体系的正常运行。
1.制造安装应符合
设计:
JB/T4710-2005
制造:
JB/T4710-2005、HG0652-1998
焊接:
JB/T4709-2000
无损检测:
JB/T4730-2005
监察规程:
TSGR0004-2009的要求;
2.报送施工组织总设计及各专业方案(如焊接、分段、喷铝、大拼装、吊装、水压等);
3.关键工序报检(出厂检验,现场拼装,吊装定位);
4.检查记录的核查;
5.测量、检测工具、特种设备作业人员的确认;
6.现场组焊检查后的立式液压试验2.25MPa及1.8MPa的气密性试验监检人员到场;
7.A/B类焊后进行100%RT-Ⅲ,保证焊接接头系数1.0/1.0监检人员确认;
8.喷铅涂层不少于三层,厚度大于0.32mm。
监检人员确认。
2
1.包件号:
包件3
2.设备名称:
闪蒸槽
3.图号:
13.521-1
4.工号:
变脱
5.位号:
V61308
(1台)
双封头带裙座塔式容器
1.Φ5600×34×18500
2.设备净重:
109500kg含不锈钢6265kg
3.设备容积375.5m3
4.材质:
Q345R正火;
锻件16MnⅡ
5.填料阶梯环φ25(外购)
1.介质:
脱硫液,闪蒸气(易爆,中度危害);
2.容器类别:
Ⅲ类(A2)
3.设计压力:
1.8Mpa;
4.设计温度:
600C;
5.立式液压试验:
2.25Mpa;
6.气密性试验:
1.8Mpa;
7.筒体/封头焊缝系数:
1.0/1.0;
8.焊后消除应力热处理;
9.内表面喷铝,外防腐化加防火涂料。
1.细分的容器部件工厂制造,预拼装,喷铝,喷漆;
2.分片运输,现场组装成二大段,再组装成塔;
3.工厂制造的质量保证及制造资格;
4.现场拼、组装焊接的质量保证体系正常运行;
5.消除应力热处理的质量保证措施;
6.现场喷铝,喷漆的条件保证;
1.制造、安装应符合:
设计GB150-1998;
制造GB150-1998,HG20584-1998;
焊接GB/T4709-2000
探伤JB/T4730-2005的要求
还应遵循质监察规程TSGR004-2009的要求;
2.制造、施工总组织设计和焊接,分段拼装、吊装,喷铝专项方案报备审核;
3.关键工序报检(如总装、吊装就位、热处理前、水压试验前等),监检人员到位与确认;
4.各种过程的检查记录的核查确认;
5.特种设备作业人员资格的确认;
7.厚板焊接的质量控制。
6.焊接质量与焊后消除应力热处理质量的确认。
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
3
1.包件号:
包件2
2.设备名称:
水解塔
3.图号:
31.942-1
4.工号:
精脱硫
5.位号:
R61501
(1台)
双封头带裙座塔式容器
1.Φ2800×26×17250
2.设备净重:
37700kg含不锈钢800kg
3.设备容积:
93m3
4.材质:
Q345R热轧;
锻件16Mn正火
5.充水总重:
130700kg
6.瓷球φ25
耐火球φ25
水解剂外购
1.介质:
煤气(易爆、中度危害);
2.设计压力:
2.8Mpa;
3.容器类别:
Ⅲ类A2;
4.设计温度:
600C;
5.立式液压试验:
3.5Mpa;
6.垂直度≤17mm;
7.焊接系数:
1.0;
8.A/B类焊缝RT-Ⅱ100%
9.表面喷铝。
1.整体工厂制造,整体运输、吊装就位;
2.工厂制造条件必须满足Ⅲ类塔器的制造要求,重点是自动焊,喷铝和检测条件;
3.保证压力容器质量控制正常运行;
4.认真配合监检人员工作;
5.塔盘,栅板现场安装保证其水平度、平面度。
1.制造、安装应符合:
设计JB/T4710-2005
制造JB/T4710-2005,HG20652-2005
焊接JB/T4709-2000
探伤JB/T4730-2005
监察规程TSGR0004-2009的要求;
2.工厂的制造工艺文件要向监检机构报备审核;
3.关键工序报检;
4.所有的检查记录应经监检人员核查、确认;
5.特种设备的作业人员资格要确认;
6.装配、焊接、探伤、水压试验要接受监检。
4
1.包件号:
包件2
2.设备名称:
预脱硫塔
3.图号:
31.940-1
4.工号:
精脱硫
5.位号:
R61501AB
(2台)
双封头带裙座塔式容器
1.Φ3000×28×17200
2.设备净重:
42650kg含不锈钢800kg
3.设备容积:
107m3
4.材质:
板材Q345R热轧;锻件16Mn正火
5.充水总重150000kg
6.瓷球φ25,脱硫剂
(外购)
1.介质:
煤气(易爆、中度危害);
2.设计压力:
2.8Mpa;
3.容器类别:
Ⅲ类A2;
4.设计温度:
600C;
5.立式液压试验:
3.5Mpa;
6.垂直度≤17mm;
7.A/B类焊缝系数:
1.0/1.0;
8.表面喷铝。
1.整体工厂制造,整体运输、吊装就位;
2.工厂制造条件必须满足Ⅲ类塔器的制造要求,重点是自动焊,喷铝和检测条件;
3.保证压力容器质量控制正常运行;
4.认真配合监检人员工作;
5.塔盘,栅板现场安装保证其水平度、平面度。
1.制造、安装应符合:
设计JB/T4710-2005
制造JB/T4710-2005,HG20652-2005
焊接JB/T4709-2000
探伤JB/T4730-2005
监察规程TSGR0004-2009的要求;
2.工厂的制造工艺文件要向监检机构报备审核;
3.关键工序报检;
4.所有的检查记录应经监检人员核查、确认;
5.特种设备的作业人员资格要确认;
6.装配、焊接、探伤、水压试验要接受监检。
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
5
1.包件号:
包件2
2.设备名称:
精脱硫塔
3.图号:
31.941-1
4.工号:
精脱硫
5.位号:
T61502AB
(2台)
双封头带裙座塔式容器
1.Φ3000×28×17300
2.设备净重:
42800kg含不锈钢800kg
3.设备容积:
107m3
4.材质:
Q345R热轧;锻件16Mn正火
5.充水总重:
150000kg
6.瓷球φ25,
脱硫剂(外购)
1.介质:
煤气(易爆、中度危害);
2.设计压力:
2.8Mpa;
3.容器类别:
Ⅲ类A2;
4.设计温度:
600C;
5.立式液压试验:
3.5Mpa;
6.垂直度≤17mm;
7.筒体/封头焊缝系数:
1.0/1.0;
8.A/B类焊缝RT-Ⅱ100%;
9.表面喷铝。
1.整体工厂制造,整体运输吊装就位;
2.工厂制造条件必须满足Ⅲ类塔器的制造要求,重点是自动焊,喷铝和检测条件;
3.保证压力容器质量控制正常运行;
4.认真配合监检人员工作;
5.塔盘,栅板现场安装保证其水平度、平面度。
1.制造、安装应符合:
设计JB/T4710-2005
制造JB/T4710-2005,HG20652-2005
焊接JB/T4709-2000
探伤JB/T4730-2005
监察规程TSGR0004-2009的要求;
2.工厂的制造工艺文件要向监检机构报备审核;
3.关键工序报检;
4.所有的检查记录应经监检人员核查、确认;
5.特种设备的作业人员资格要确认;
6.装配、焊接、探伤、水压试验要接受监检。
6
1.包件号:
包件2
2.设备名称:
除油器
3.图号:
47.2919-1
4.工号:
变换
5.位号:
V61201
(1台)
三封头二腔室带裙座塔式容器
1.Φ3200×26×11225
2.设备净重:
32400kg
3.设备容积:
66.3m3
4.材质:
板材Q345R热轧
5.充水总重:
98700kg
6.填料:
华烁除油剂
(外购)
1.介质:
H2、CO、CO2、CH4等(易爆、中度危害);
2.设计压力:
2.0Mpa;
3.容器类别:
Ⅲ类A2;
4.设计温度:
700C;
5.立式液压试验:
2.5Mpa;
1.整体工厂制造,整体运输吊装就位;
2.工厂制造条件必须满足Ⅲ类塔器的制造要求,重点是自动焊,喷铝和检测条件;
3.保证压力容器质量控制正常运行;
4.认真配合监检人员工作;
5.塔盘,栅板现场安装保证其水平度、平面度。
1.制造、安装应符合:
设计JB/T4710-2005
制造JB/T4710-2005,HG20652-2005
焊接JB/T4709-2000
探伤JB/T4730-2005
监察规程TSGR0004-2009的要求;
2.工厂的制造工艺文件要向监检机构报备审核;
3.关键工序报检;
4.所有的检查记录应经监检人员核查、确认;
5.特种设备的作业人员资格要确认;
6.装配、焊接、探伤、水压试验要接受监检。
6.两腔室试压时压差不大于0.62Mpa。
7.一次液压试验分别记录检查两腔室的情况。
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
7
1.包件号:
包件8.1
2.设备名称:
煤斗
3.图号:
75.247
4.工号:
原料煤储备及型煤装置
5.位号V60001A-X
(24台)
1.长4000×宽2800×高3000×厚8
2.材质:
Q235A
3.设备净重:
2950kg
1.常压,储煤;
2.板式四棱锥结构;
3.焊缝连续焊;
4.防腐:
二遍底漆,三遍面漆。
1.现场实测后配制;
2.防止焊接变形,保证焊后平整。
按一般钢结构工程验收。
8
1.包件号:
包件8.2
2.设备名称:
洗气塔
3.图号:
31.946-1
4.工号:
煤气化
5.位号:
T60601A-F
(6台)
平面底上封头塔式容器
1.Φ4000×16×17850
2.材质:
Q235B
3.设备净重:
43270kg
4.设备容积:
216.3m3
5.充水后总重:
114270kg
1.介质:
煤气、水(易爆、中度危害)
2.设计压力:
0.007Mpa;
3.设计温度:
1700C;
4.焊缝系数:
0.85;
5.焊油渗漏;
6.AB类焊缝RT-Ⅲ>20%
1.工厂预制,现场组焊;
2.整体吊装就位;
3.保证塔盘的水平度和平面度;
4.所有的对接焊缝要求全熔透。
1.制造、安装应符合:
设计JB/T4710-2005
制造JB/T4710,HG20652-1998
焊接JB/T4709
探伤JB/T4703-2005;
2.加强出厂构件的质量控制;
3.塔裙座预埋件的验收,实地测量;
4.整件吊装就位,调整;
5.煤油渗漏的监理确认。
9
1.包件号:
包件8.3
2.设备名称:
立式圆筒形多室内外筒常压容器
1.介质:
脱硫液,空气;
1.全部工厂预制;
2.编制工艺要保证容器内外筒的焊缝全熔透。
1.制造安装应符合下列标准要求:
设计:
GB50341-2003,HG/T20678-2000
喷射氧化再生槽
3.图号:
11.1673-1
4.工号:
半脱
5.位号:
V61104AB
(2台)
1.材质:
板Q235A
管20
锻件20Ⅱ
2.设备容积:
395m3
3.设备净重:
45040kg
4.喷射器16只(外购)
2.压力:
常压;
3.焊接系数:
0.9;
4.绝热层:
60mm。
3.要制定保证各室严密性的工艺工序。
制造:
GB50341,GB50128,HG/T20678
焊接:
JB/T4709
探伤:
JB/T4730
2.重要工序,停止点要监理确认。
.
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
10
1.包件号:
包件8.3
2.设备名称:
事故槽
3.图号:
711.11674-1
4.工号:
半脱
5.位号:
V61105AB
(2台)
圆筒形立式储罐
1.φ6000×7284×6
2.材质:
Q235A
管OCr18Ni9
3.设备净重:
12760kg
4.设备容积:
186.6m3
1.常压;
2.介质:
脱硫液,水蒸汽;
3.焊接系数:
0.9;
4.容器类别:
第Ⅰ类。
按常压小型立式储罐现场制作安装工艺施工。
1.制造,安装应符合:
设计GB50341-2003;
制造GB50128-2005;焊接JB/T4709-2000;
探伤JB/T4730-2005的要求;
2.预制、组装、焊接及检验按“立式圆筒形钢制焊接储罐施工及验收规范”GBJ128-90执行
11
1.包件号:
包件8.3
2.设备名称:
硫泡沫槽
3.图号:
11.1677-1
4.工号:
半脱
5.位号:
V61106
(1台)
圆筒形立式储罐
1.φ6200×7698×6
2.材质:
板Q235A
管OCr18Ni9
3.设备净重:
13200kg
1.常压;
2.介质:
脱硫液,水蒸汽;
3.焊接系数:
0.9;
4.容器类别:
第Ⅰ类。
按常压小型立式储罐现场制作安装工艺施工。
1.制造,安装应符合:
设计GB50341-2003;
制造GB50128-2005;焊接JB/T4709-2000;
探伤JB/T4730-2005的要求;
2.预制、组装、焊接及检验按“立式圆筒形钢制焊接储罐施工及验收规范”GBJ128-90执行
12
1.包件号:
包件8.3
2.设备名称:
贫液槽
3.图号:
11.1671-1
立式拱顶储罐
1.φ6000×7284×6
2.材质:
板Q235A
管OCr18Ni9
1.介质:
脱硫液;
2.盘管内水蒸汽1580C;
3.设计压力:
常压(盘管0.6Mpa)
按常压小型立式储罐现场制作安装工艺施工。
1.制造,安装应符合:
设计GB50341-2003;
制造GB50128-2005;焊接JB/T4709-2000;
探伤JB/T4730-2005的要求;
2.预制、组装、焊接及检验按“立式圆筒形钢制焊接储罐施工及验收规范
4.工号:
半脱
5.位号:
V61101AB
(2台)
3.设备容积:
186.6m3
4.设备净重:
12730kg
4.容器类别:
第Ⅰ类;
5.筒体封头焊缝系数:
0.9。
”GBJ128-90执行
13
1.包件号:
包件8.3
2.设备名称:
富液槽
3.图号:
11.1672-1
4.工号:
半脱
5.位号:
V61102AB
(2台)
立式拱顶储罐
1.φ6000×7284×6
2.材质:
板Q235A
管OCr18Ni9
3.设备净重:
12730kg
1.介质:
脱硫液;
2.盘管内水蒸汽1580C;
3.设计压力:
常压(盘管0.6Mpa)
4.容器类别:
第Ⅰ类;
5.筒体封头焊缝系数:
0.9。
按常压小型立式储罐现场制作安装工艺施工。
1.制造,安装应符合:
设计GB50341-2003;
制造GB50128-2005;焊接JB/T4709-2000;
探伤JB/T4730-2005的要求;
2.预制、组装、焊接及检验按“立式圆筒形钢制焊接储罐施工及验收规范”GBJ128-90执行
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
14
1.包件号:
包件8.3
2.设备名称:
半贫液槽
3.图号:
11.1673-1
4.工号:
半脱
5.位号:
V61103AB
(2台)
立式拱顶储罐
1.φ6000×7284×6
2.材质:
板Q235A
管OCr18Ni9
3.设备净重:
12730kg
1.介质:
脱硫液;
2.盘管内水蒸汽1580C;
3.设计压力:
常压(盘管0.6Mpa)
4.容器类别:
第Ⅰ类;
5.筒体封头焊缝系数0.9。
按常压小型立式储罐现场制作安装工艺施工。
1.制造,安装应符合:
设计GB50341-2003;
制造GB50128-2005;焊接JB/T4709-2000;
探伤JB/T4730-2005的要求;
2.预制、组装、焊接及检验按“立式圆筒形钢制焊接储罐施工及验收规范”GBJ128-90执行。
15
1.包件号:
包件8.4
2.设备名称:
脱硫塔
3.图号:
31.939-1
4.工号:
半脱
双封头变径塔式容器
1.φ5600×48480×16×12
2.材质:
Q245R(热轧)
3.设备净重:
129000kg
其中不锈钢14000kg
4.设备容积:
895m3
4.充水后总重:
5000000kg
1.介质:
煤气,脱硫液(易爆,中度危害);
2.设计压力:
0.06Mpa;
3.设计温度:
700C;
4.焊接接头系数:
0.85.
5.表面喷铝。
1.细分的容器部件工厂制造、喷涂;
2.按大件运输条件细分后的各部件在厂内预拼装。
设定位装置、标识、大分段;
3.现场拼装、焊接、吊装的技术措施,塔栅板控制;
1.制造安装应符合
设计:
JB/T4710-2005
制造:
JB/T4710-2005、HG0652-1998
焊接:
JB/T4709-2000
无损检测:
JB/T4730-2005
监察规程:
TSGR0004-2009的要求;
2.报送施工组织总设计及各专业方案(如焊接、分段、喷铝、大拼装、吊装、水压等);
5.位号:
V61102AB
(2台)
4.所有条件适应Ⅲ类容器的制造与现场组焊;
5.制造资格;
6.质量保证体系的正常运行。
3.关键工序报检(出厂检验,现场拼装,吊装定位);
4.检查记录的核查;
5.测量、检测工具、特种设备作业人员的确认;
6.现场组焊检查后的立式液压试验及气密性试验监检人员到场;
7.喷铅涂层不少于三层,厚度大于0.32mm。
监检人员确认。
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
16
1.包件号:
包件8.4
2.设备名称:
煤气冷却塔
3.图号:
31.947-1
4.工号:
半脱
5.位号:
T61103AB
(1台)
双封头塔式卷器
1.Φ4000×16×21355
2.设备净重:
47100kg
3.设备容积:
193.7m3
4.材质:
Q235B
1.介质:
煤气、水(易爆,中度危害);
2.设计压力:
0.06Mpa;
3.设计温度:
1200C;
4.焊接接头系数:
0.85。
1.细分的容器部件工厂制造、喷涂;
2.按大件运输条件细分后的各部件在厂内预拼装,设定位装置、标识,大分段;
3.现场拼装、焊接、吊装的技术措施,塔栅板控制;
4.所有条件适应容器的制造与现场组焊;
5.制造资格;
6.质量保证体系的正常运行。
1.制造安装应符合
设计:
JB/T4710-2005
制造:
JB/T4710-2005、HG0652-1998
焊接:
JB/T4709-2000
无损检测:
JB/T4730-2005
监察规程:
TSGR0004-2009的要求;
2.报送施工组织总设计及各专业方案(如焊接、分段、喷铝、大拼装、吊装、水压等);
3.关键工序报检(出厂检验,现场拼装,吊装定位);
4.检查记录的核查;
5.测量、检测工具、特种设备作业人员的确认;
6.现场组焊检查后的立式液压试验及气密性试验监检人员到场;
7.A/B类焊后保证焊接接头质量监检人员确认;
8.喷铅涂层不少于三层,厚度大于0.32mm。
监检人员确认。
17
1.包件号:
包件8.5
2.设备名称:
贫液槽
3.图号:
11.1687-1
4.工号:
变脱
5.位号:
V61301
(1台)
小型立式拱顶储罐
1.Φ5600×6818×6
2.设备净重:
11500kg
3.设备容积:
147.8m3
4.材质:
板Q235A
管OCr18Ni9
1.介质:
脱硫液水蒸汽;
2.设计压力:
常压;
3.容器类别:
第Ⅰ类;
4.焊缝系数:
0.9;
5.带加热盘管。
按常压小型立式储罐现场制作安装工艺施工。
1.制造,安装应符合:
设计GB50341-2003;
制造GB50128-2005;焊接JB/T4709-2000;
探伤JB/T4730-2005的要求;
2.预制、组装、焊接及检验按“立式圆筒形钢制焊接储罐施工及验收规范”GBJ128-90执行
产品的型号规格、性能特点、性能保证措施、性能考核程序
序
号
包件号及设备名称、图号、工号、位号
型号、规格
性能特点
性能保证措施
性能考核程序
18
1.包件号:
包件8.5
2.设备名称:
喷射氧化再生槽
3.图号:
45.109-1
4.工号:
变脱
5.位号:
V61302
(1台)
立式内外筒储罐
1.Φ7200×8010×10
2.设备净重:
37435kg
3.设备容积:
313.3m3
4.材质:
板Q235A
接管20,锻件20Ⅱ
1.介质:
脱硫液、空气(中度危害);
 升级会员
升级会员 