机械加工工艺卡.docx
《机械加工工艺卡.docx》由会员分享,可在线阅读,更多相关《机械加工工艺卡.docx(18页珍藏版)》请在冰豆网上搜索。
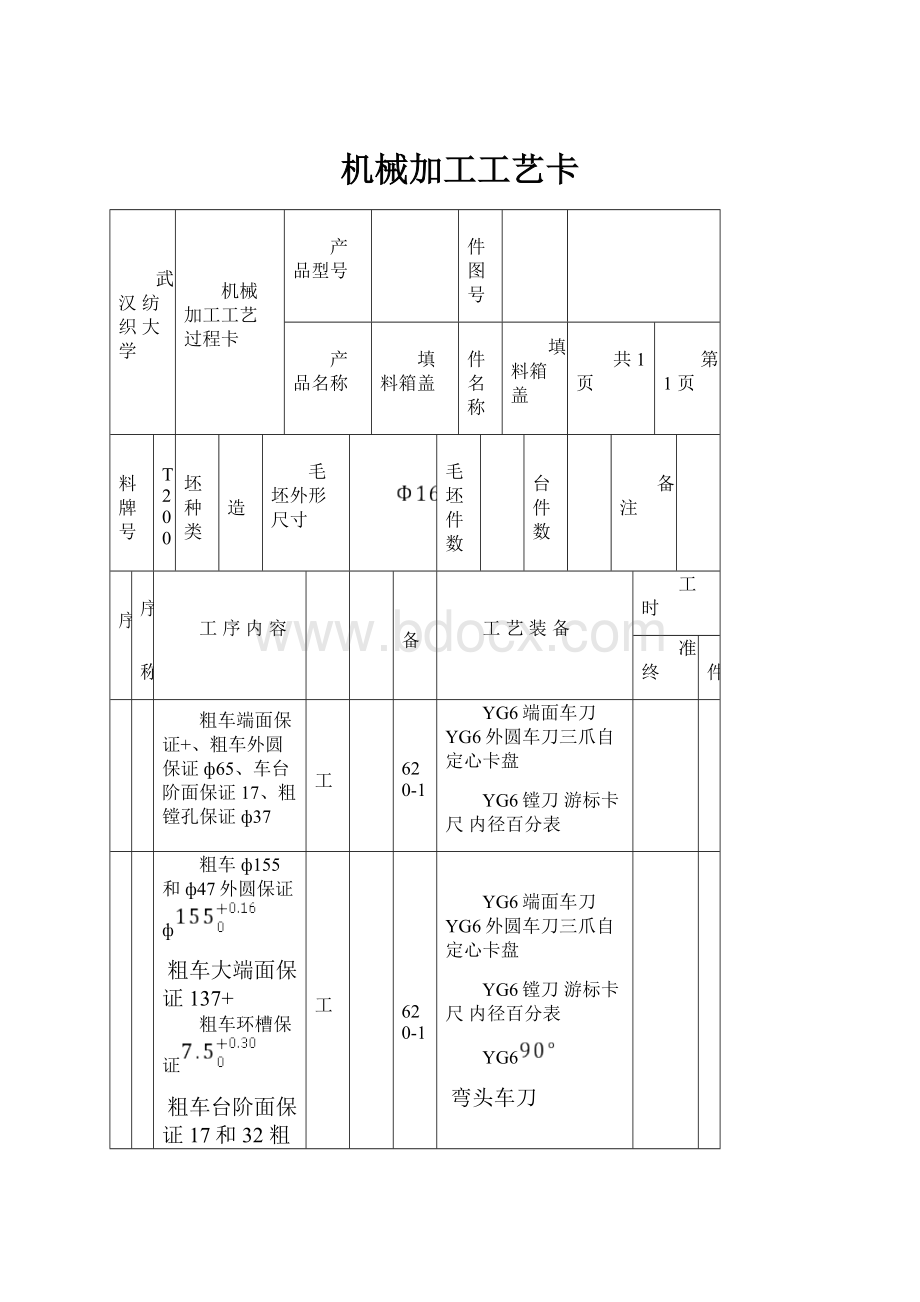
机械加工工艺卡
武汉纺织大学
机械加工工艺过程卡
产品型号
零件图号
产品名称
填料箱盖
零件名称
填料箱盖
共1页
第1页
材料牌号
HT200
毛坯种类
铸造
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序
号
工序
名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
车
粗车端面保证+、粗车外圆保证ф65、车台阶面保证17、粗镗孔保证ф37
机工
C620-1
YG6端面车刀YG6外圆车刀三爪自定心卡盘
YG6镗刀游标卡尺内径百分表
2
车
粗车ф155和ф47外圆保证ф
粗车大端面保证137+
粗车环槽保证
粗车台阶面保证17和32粗车外圆保证
机工
C620-1
YG6端面车刀YG6外圆车刀三爪自定心卡盘
YG6镗刀游标卡尺内径百分表
YG6
弯头车刀
3
车
半精车ф65外圆及台阶面
机工
C620-1
YG6端面车刀YG6外圆车刀三爪自定心卡盘
YG6镗刀游标卡尺内径百分表
4
车
半精镗ф60内孔保证
机工
C620-1
YG6镗刀游标卡尺内径百分表
5
车
精车ф65外圆面保证尺寸
精细车ф65外圆面保证尺寸
机工
C616A
YG10端面车刀YG10外圆车刀三爪自定心卡盘
6
车
精镗内孔ф60保证尺寸
倒角
机工
C616A
YG10镗刀游标卡尺内径百分表
YG6
弯头车刀三爪自定心卡盘
7
钻
钻
小孔
机工
Z3025
专用夹具
8
钻
钻
螺纹孔
机工
Z3025
专用夹具
9
钻
钻
螺纹通孔
机工
Z3025
专用夹具
10
攻丝
攻丝
机工
丝锥
11
去毛刺
去毛刺、清洗
台钳
12
终检
编 制
张龙
班级
机设071
学号
08
审 核
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
车床车间
I
车削端面
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
卧式车床
C620-1
1
夹 具 编 号
夹具名称
切削液
三抓卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
粗车两端面,保证尺寸为137±
YG6外圆车刀
150r/min
75.4m/min
0.5mm/r
3mm
2
粗车Φ155外圆
YG6外圆车刀
150r/min
314m/min
0.5mm/r
5mm
编制
张龙
班级
机设071
学号
08
审 核
共10页
第1页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
车床车间
II
粗车外圆
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
卧式车床
C620-1
1
夹 具 编 号
夹具名称
切削液
三抓卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
粗车Φ65、Φ80、Φ100/外圆及各倒角
YG6外圆车刀
230r/min
75.1m/min
0.5mm
17mm
2
车槽
切槽刀
305r/min
152.5m/min
0.25mm/r
4mm
编 制
张龙
班级
机设071
学号
08
审 核
共10页
第2页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
车床车间
III
钻孔
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
转塔车床
365L
夹 具 编 号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
钻孔Φ25mm
麻花钻
130r/min
10.68m/min
0.4mm/r
65mm
2
扩孔Φ32mm
扩孔钻
78r/min
7.7m/min
0.76mm/r
65mm
3
锪孔Φ43mm
锪孔钻
58r/min
7.81m/min
0.2mm/r
17mm
编制
张龙
班级
机设071
学号
08
审 核
共10页
第3页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
钻床车间
IV
钻12孔
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
摇臂钻床
Z3025
1
夹 具 编 号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
钻孔6-Φ
麻花钻Φ25mm、卡尺
400r/min
16.95m/min
0.35mm/r
15
2
钻孔2-M10及4-M10螺纹底孔Φ
麻花钻Φ、卡尺
500r/min
13.35m/min
0.35mm/r
15
3
攻孔2-M10及4-M10螺纹
丝锥M10、螺纹量规
1200r/min
301m/min
0.1mm/r
20
编制
张龙
班级
机设071
学号
08
审 核
共10页
第4页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
车床车间
V
精车
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
卧式车床
C616
1
夹 具 编 号
夹具名称
切削液
三抓卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
精车外圆Φ65
金刚石车刀、卡尺
1200r/min
245m/min
0.1mm/r
0.4mm
2
精车外圆Φ100
金刚石车刀、卡尺
1200r/min
376.8m/min
0.35mm/r
0.4mm
3
精车外圆Φ80端面
金刚石车刀、卡尺
1200r/min
301m/min
0.1mm/r
0.4mm
编制
张龙
班级
机设071
学号
08
审 核
共10页
第5页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
镗床车间
VI
镗孔Φ65
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
金刚石镗床
1
夹 具 编 号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
粗镗孔至Φ
YG30镗刀、卡尺
185r/min
35m/min
0.8mm/r
2.25mm
2
粗镗孔至Φ
卡尺
425r/min
80m/min
0.15mm/r
0.4mm
3
精镗孔至Φ60H8
塞规
425r/min
301m/min
r
0.2mm
编 制
张龙
班级
机设071
学号
08
审 核
共10页
第6页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
铣床车间
VII
铣Φ65孔底
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
铣床
X36
1
夹 具 编 号
夹具名称
切削液
铣床专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
铣Φ65孔底面
立铣刀
475r/min
14.9m/min
0.35mm/r
3mm
编制
张龙
班级
机设071
学号
08
审 核
共10页
第7页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
镗床车间
Ⅷ
镗沟槽
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
T68
1
夹 具 编 号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
镗沟槽,保证T=
内孔车刀
卡尺
125r/mm
72m/min
0.19mm/r
0.5mm
编 制
张龙
班级
机设071
学号
08
审 核
共10页
第8页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
Ⅸ
磨孔底面
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
磨床
M115B
1
夹 具 编 号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
磨孔底面ф60
砂G36YA6N20X6X8、表面粗糙度议
1500r/min
10m/min
0.015mm/r
0.2mm
编 制
张龙
班级
机设071
学号
08
审 核
共10页
第9页
武汉纺织大学
机械加工工序卡
产品名称
填料箱盖
产品型号
零件名称
填料箱盖
零件图号
车间
工序号
工序名称
材料牌号
研磨车间
Ⅹ
研磨
HT200
毛坯种类
毛坯外型尺寸
每台件数
每件毛坯可制件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加
工件数
研磨机
1
夹 具 编 号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内容
工艺装备
主轴
转速
切削
速度
进给量
切削
深度
工时定额
机动
辅助
1
研磨孔ф60底面保证粗糙度为
金刚玉微粉、表面粗糙度仪
编 制
张龙
班级
机设071
学号
08
审 核
共10页
第10页
 升级会员
升级会员 