M7120型平面磨床的电气控制电路及工作原理.docx
《M7120型平面磨床的电气控制电路及工作原理.docx》由会员分享,可在线阅读,更多相关《M7120型平面磨床的电气控制电路及工作原理.docx(11页珍藏版)》请在冰豆网上搜索。
M7120型平面磨床的电气控制电路及工作原理
M7120型平面磨床的电气控制电路及工作原理
M7120型平面磨床的电气控制电路及工作原理
磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
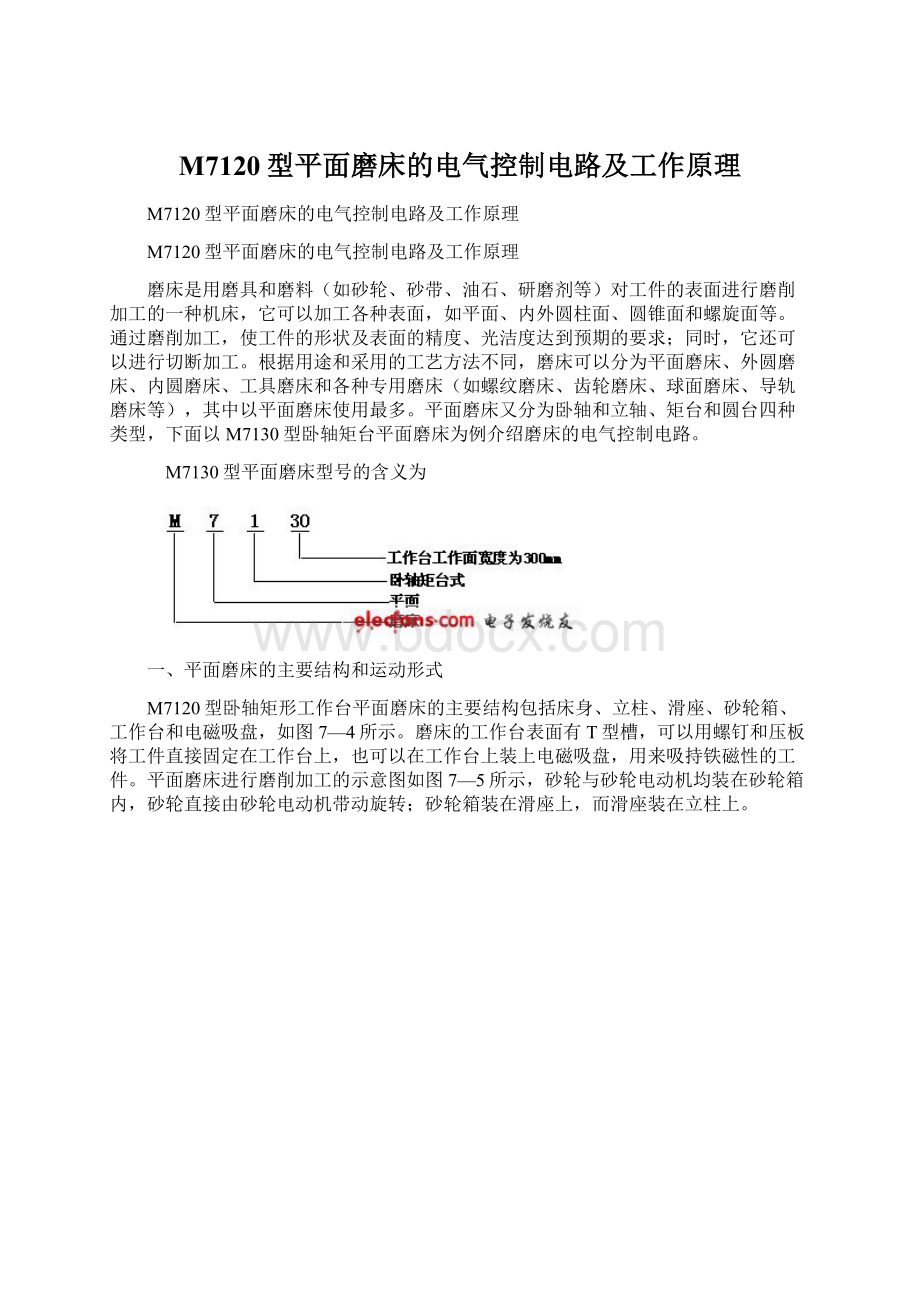
M7130型平面磨床型号的含义为
一、平面磨床的主要结构和运动形式
M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图
磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;
(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;
(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图
二、平面磨床的电力拖动形式和控制要求
M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:
(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。
(3)同车床一样,也需要一台冷却泵电动机提供冷却液,冷却泵电动机与砂轮电动机也具有联锁关系,即要求砂轮电动机起动后才能开动冷却泵电动机。
(4)平面磨床往往采用电磁吸盘来吸持工件。
电磁吸盘要有退磁电路,同时,为防止在磨削加工时因电磁吸盘吸力不足而造成工件飞出,还要求有弱磁保护环节。
(5)具有各种常规的电气保护环节(如短路保护和电动机的过载保护);具有安全的局部照明装置。
三、M7130型平面磨床电气控制电路分析
(一)主电路
三相交流电源由电源开关QS引入,由FUl作全电路的短路保护。
M7120型平面磨床的主线路有四台电动机,M1为液压泵电动机,它在工作中起到工作台往复运动的作用;M2是砂轮电动机,可带动砂轮旋转起磨削加工工件作用;M3电动机做辅助工作,它是冷却泵电动机,为砂轮磨削工作起冷却作用;M4为砂轮机升降电动机,用于调整砂轮与工作件的位置。
M1、M2及M3电动机在工作中只要求正转,其中对冷却泵电动机还要求在砂轮电动机转动工作后才能使它工作,否则没有意义。
对升降电动机要求它正反方向均能旋转。
(二)控制电路
控制线路对M1、M2、M3电动机有过载保护和欠压保护能力,由热继电器FR1、FR2、FR3和欠压继电器完成保护,而四台电动机短路保护则需FU1做短路保护。
控制电路采用380V电源,由FU2作短路保护。
SBl、SB2和SB3、SB4分别为M1和M3的起动、停止按钮,通过KMl、KM2控制M1和M3的起动、停止。
(三)电磁吸盘电路
电磁吸盘结构与工作原理示意图如图7-7所示。
其线圈通电后产生电磁吸力,以吸持铁磁性材料的工件进行磨削加工。
与机械夹具相比较,电磁吸盘具有操作简便、不损伤工件的优点,特别适合于同时加工多个小工件;采用电磁吸盘的另一优点是工件在磨削时发热能够自由伸缩,不至于变形。
但是电磁吸盘不能吸持非铁磁性材料的工件,而且其线圈还必须使用直流电。
图7-7 电磁吸盘结构与原理示意图 图7-8 交流去磁器结构原理图
直流电压供给电磁吸盘线圈YH。
SA2是电磁吸盘的控制开关,待加工时,将SA2扳至右边的“吸合”位置,触点(301—303)、(302—304)接通,电磁吸盘线圈通电,产生电磁吸力将工件牢牢吸持。
加工结束后,将SA2扳至中间的“放松”位置,电磁吸盘线圈断电,可将工件取下。
如果工件有剩磁难以取下,可将SA2扳至左边的“退磁”位置,触点(301—305)、(302—303)接通,可见此时线圈通以反向电流产生反向磁场,对工件进行退磁,注意这时要控制退磁的时间,否则工件会因反向充磁而更难取下。
R2用于调节退磁的电流。
采用电磁吸盘的磨床还配有专用的交流退磁器,如图7-8所示,如果退磁不够彻底,可以使用退磁器退去剩磁,X2是退磁器的电源插座。
(四)电气保护环节
除常规的电路短路保护和电动机的过载保护之外,电磁吸盘电路还专门设有一些保护环节。
1.电磁吸盘的弱磁保护
采用电磁吸盘来吸持工件有许多好处,但在进行磨削加工时一旦电磁吸力不足,就会造成工件飞出事故。
因此在电磁吸盘线圈电路中串入欠电流继电器KA的线圈,KA的动合触点与SA2的一对动合触点并联,串接在控制砂轮电动机M1的接触器KMl线圈支路中,SA2的动合触点(6—8)只有在“退磁”档才接通,而在“吸合”档是断开的,这就保证了电磁吸盘在吸持工件时必须保证有足够的充磁电流,才能起动砂轮电动机M1;在加工过程中一旦电流不足,欠电流继电器KA动作,能够及时地切断KMl线圈电路,使砂轮电动机M1停转,避免事故发生。
如果不使用电磁吸盘,可以将其插头从插座X3上拔出,将SA2扳至“退磁”档,此时SA2的触点(6—8)接通,不影响对各台电动机的操作。
2.电磁吸盘线圈的过电压保护
电磁吸盘线圈的电感量较大,当SA2在各挡间转换时,线圈会产生很大的自感电动势,使线圈的绝缘和电器的触点损坏。
因此在电磁吸盘线圈两端并联电阻器R3作为放电回路。
3.整流器的过电压保护
在整流变压器TI的二次侧并联由R1、C组成的阻容吸收电路,用以吸收交流电路产生的过电压和在直流侧电路通断时产生的浪涌电压,对整流器进行过电压保护。
(五)照明电路
照明变压器T2将380V交流电压降至36V安全电压供给照明灯EL,EL的一端接地,SAl
为灯开关,由FU3提供照明电路的短路保护。
线路中的照明灯电路是由变压器提供36V电压,由低压灯泡进行照明。
另外还有5个指示灯:
HL亮证明工作台通入电源;HL1亮表示液压泵电动机已运行;HL2亮表示砂轮机电动机及冷却泵电动机已工作;HL3亮表示升降电动机工作;HL4亮表示电磁吸盘工作。
电磁工作台控制线路首先由变压器T1进行变压后,再经整流提供110V的直流电压,供电磁工作台用,它的保护线路是由欠压继电器、放电电容和电阻组成。
(六)M7120型平面磨床的工作原理是
当电源380V正常通入磨床后,线路无故障时,欠压继电器动作,其常开触点KA闭合,为KM1、KM2接触器吸合做好准备,当按下SB1按钮后,接触器KM1的线圈得电吸合,液压泵电动机开始运转,由于接触器KM1的吸合,自锁点自锁使M1电动机在松开按钮后继续运行,如工作完毕按下停止按钮,KM1失电释放,M1便停止运行。
如需砂轮电动机以及冷却泵电动机工作时,按下按钮SB3后,接触器KM2便得电吸合,此时砂轮机和冷却泵电动机可同时工作,正向运转。
停车时只需按下停止按钮SB4,即可使这两台电动机停止工作。
在工作中,如果需操作升降电动机做升降运动时,按下点动按钮SB5或SB6即可升降;停止升降时,只要松开按钮即可停止工作。
如需操动电磁工作台时,把工件放在工作台上,按下按钮SB7后接触器KM5吸合,从而把直流电110V电压接入工作台内部线圈中,使磁通与工件形成封闭回路因此就把工件牢牢地吸住,以便对工件进行加工。
当按下SB8后,电磁工作台便失去吸力。
有时其本身存在剩磁,为了去磁可按下按钮SB9,使接触器KM6得电吸合,把反向直流电通入工作台,进行退磁,待退完磁后松开SB9按钮即可将工件拿出。
M7120型平面磨床的常见故障及检修方法
故障
(1):
磨床砂轮电动机不能启动
可能原因①电源无电压或电压缺相。
②热继电器FR2和FR3动作后未复位。
③欠压继电器动作或触点接触不上。
④停止按钮SB4常闭点接触不良或启动按钮SB3按下后触点接触不上。
⑤接触器KM2线圈断线或烧毁。
⑥控制线路线头脱落或有接触不良处。
⑦砂轮机电动机机械卡死。
⑧M2电动机烧毁。
检修方法与技巧①用万用表测FU1下桩头三相是否有380V电压,如无电压或电压缺相应检查FU1哪只保险熔断,如熔断要更换同样规格的保险心,如全无电压应向线路查找停电原因。
②用低压验电笔测热继电器FR2、FR3动作触点,发现哪个触点使低压验电笔发光微弱,则说明该热继电器动作或触点接触不好;如果是热继电器动作,要查该电动机的过载原因(如电动机负荷过重,电动机轴承损坏,电动机烧毁等)。
如果是热继电器触点本身接触不良,要更换同规格的热继电器
③用低压验电笔测欠压继电器动作触点是否动作,如动作时要查找动作原因,如触点本身接触不良,要更换欠压继电器。
④用万用表电阻挡测停止按钮SB4常闭触点是否导通可靠,若接触不良要更换同型号按钮;如接触良好,再查启动按钮按下时触点能否接通,若不通或不能可靠接通,应更换同型号按钮开关。
⑤用万用表电阻挡在断开电源情况下,测KM2的线圈电阻是否正常,如不通或电阻过小,说明该线圈断路或短路烧毁,应更换同型号线圈。
⑥检查按钮到电源、按钮到接触器线圈、接触器线圈到热继电器常闭触点FR2、FR3以及热继电器常闭触点FR3到欠压继电器KA常开触点之间有无断线,线路有无接触不良处,查出接触不良处要重新接好线路。
⑦用手先转一下电动机风叶,检查电动机是否卡死,如是电动机轴承损坏卡死,要从更换电动机轴承着手,若是机械负载太重而卡死时要检修机械部分。
⑧用500V兆欧表测量电动机M2线圈是否有断路、短路、接地等故障,如查出电动机烧毁要更换电动机线包。
故障
(2):
磨床砂轮机在运转后,冷却泵电动机不启动。
可能原因①冷却泵电动机引入线插座接触不良或断线②冷却泵电动机线圈已烧断。
检修方法与技巧①断开电源检查插座X1与插头的接触处,太松要重新夹紧插座,插座与插头中间有氧化物要清除氧化物并重新连接好。
②用500V兆欧表测冷却泵电动机线圈,如果断路时,要打开电动机检查线包,如线头烧断要重新焊接,并加强绝缘处理;如果电动机烧毁要重新绕制电动机线包。
故障(3):
升降磨头电动机不能工作运转
可能原因①控制回路有线头脱落或断线处。
②升降电动机卡死。
③升降电动机线圈烧毁。
检修方法与技巧①检查控制回路各个连接线头是否有松脱断线处,查出后,要重新接好控制线路。
②检查升降机电动机是否机械卡死,若转不动或机械卡死要清除障碍物,或从机械方面着手修复。
③用500V兆欧表对升降电动机绕组进行测量,如果线圈烧断或接地,要打开电动机检查损坏情况,能局部修复的要局部修复,若线包烧毁则要重新绕制线包。
故障(4):
升降电动机只能上升而不能下降或只能下降而不能上升。
可能原因①点动按钮SB5或SB6按下后接点接触不良。
②接触器KM3或KM4互锁辅助触点接触不良或未复位。
③接触器线圈KM3或KM4断路或烧毁。
检修方法与技巧①用万用表电阻挡在断开磨床电源情况下,测SB5或SB6按钮按下后是否通路并接触可靠,若损坏或接触不良要更换SB5或者SB6。
②检查升降电动机的接触器,是否两只接触器都能在不工作时复位,若一只接触
 升级会员
升级会员 