法兰盘的工艺的设计与数控加工工艺卡Word下载.docx
《法兰盘的工艺的设计与数控加工工艺卡Word下载.docx》由会员分享,可在线阅读,更多相关《法兰盘的工艺的设计与数控加工工艺卡Word下载.docx(26页珍藏版)》请在冰豆网上搜索。
设备
工艺装备
工时
1
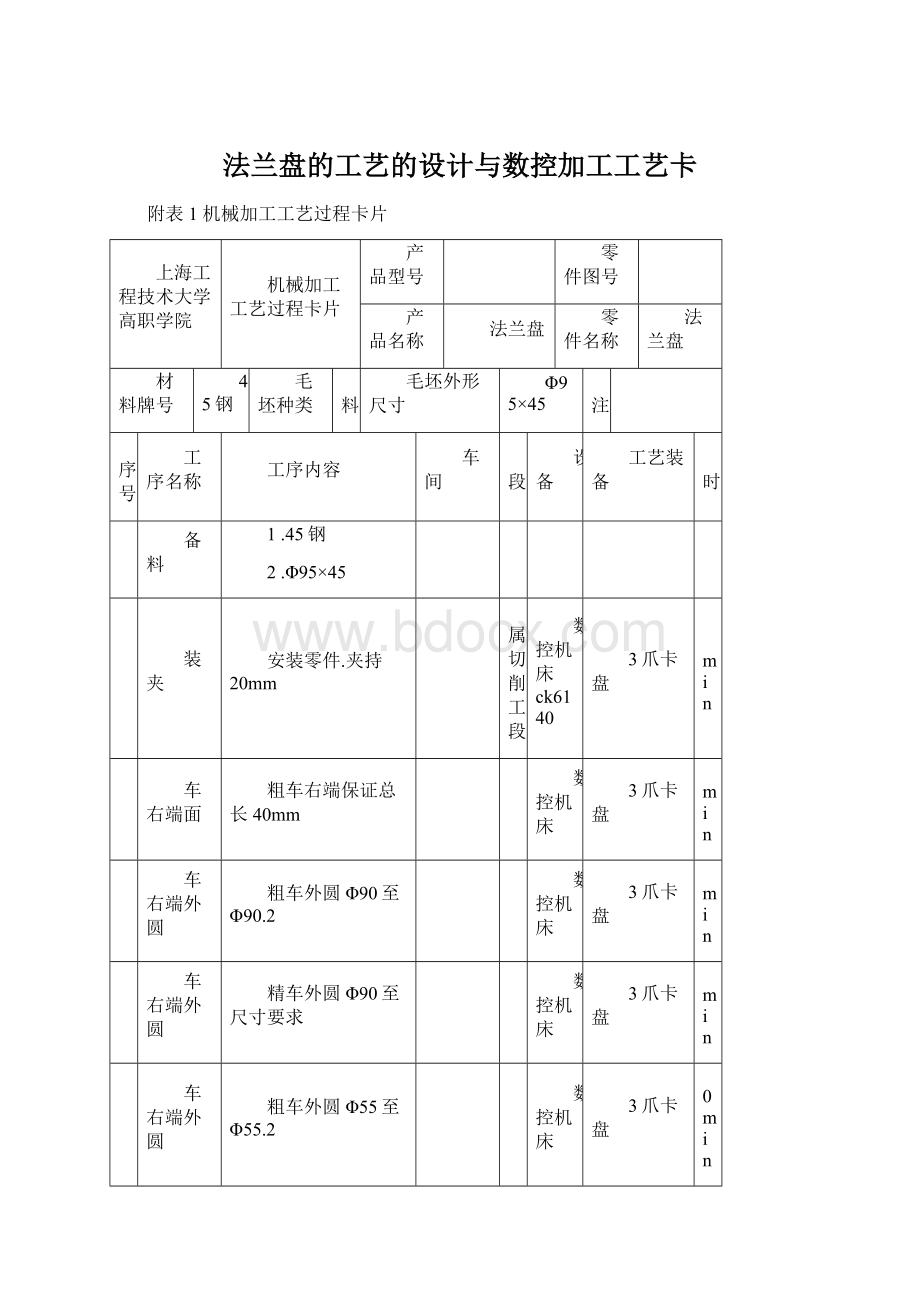
备料
1.45钢
2.Φ95×
2
装夹
安装零件.夹持20mm
金属切削工段
数控机床ck6140
3爪卡盘
5min
车右端面
粗车右端保证总长40mm
数控机床
2min
车右端外圆
粗车外圆Φ90至Φ90.2
3min
精车外圆Φ90至尺寸要求
粗车外圆Φ55至Φ55.2
10min
精车外圆Φ55至尺寸要求.深度5mm
钻中心孔
钻Φ16中心孔
钻通孔
钻Φ16的通孔
15min
扩孔
扩孔至Φ16
20min
倒圆角
倒圆角R2
3
调头.夹套装夹.夹持零件三分之一处
车左端面
粗车左端面保证总长38.5mm
精车左端面保证总长37mm
车左端外圆
编制
审核
共18页
第1页
附表2机械加工工艺过程卡片
粗车外圆Φ52至Φ52.2
精车外圆Φ55至尺寸要求.深度12mm
扩孔Φ16至Φ32
倒角
倒角1.5×
45°
4
钻所有孔的中心孔
立式加工中心XH714
专用夹具
15
min
钻所有孔底孔
钻所有孔底孔至Φ4
加工中心
粗铰
粗铰6×
Φ7孔
精铰
精铰6×
Φ7孔至尺寸要求
锪孔
锪6×
Φ11孔至尺寸要求
粗铰3×
Φ5孔
精铰3×
Φ5孔至尺寸要求
粗铰Φ10孔
精铰Φ10孔至尺寸要求
5
钻Φ10孔的中心孔
钻底孔
钻Φ10底孔至Φ4
第2页
附表3机械加工工艺过程卡片
6
检验
去毛刺倒棱.检验入库
第3页
附表4数控加工工序卡
数控加工工序卡片
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
02
车
ck6140
O0001
乳化液
数控加工
工
步
号
工步内容
刀
具
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
T01
机夹可转位车刀
游标卡尺
800
80
100
0.2
自动
T02
T03
1000
7
T04
中心钻
600
8
钻Φ6的通孔
T05
钻头
9
T06
扩孔刀
10
T07
倒角刀
批准
第4页
附表5数控加工工序卡
03
O0002
T08
第5页
附表6数控加工工序卡
04
钻
立式加工中心
XH714
O0003
以工件底平面及中心孔定位装夹
铰刀
锪刀
第6页
附表7数控加工工序卡
05
O0004
钻Φ10孔底孔至Φ4
第10页
附表8数控加工刀具卡片
数控加工刀具卡片
02、03
工步号
刀具号
刀具各称
刀具型号
刀片
刀尖半径
刀柄型号
补偿量(mm)
型号
牌号
直径/mm
刀长mm)
PCGCL2525-09Q
P10
BT40-Z6-45
280
BT40-M1-35
330
Φ3
Φ6
第10页
附表9数控加工刀具卡片
Φ4
Φ6.8
成形刀
Φ7
Φ10
第11页
附表10数控加工刀具卡片
Φ11
第12页
附表11数控加工进给路线图
数控加工进给路线图
粗精车右端面及轮廓
附表12数控加工进给路线图
附表13数控加工进给路线图
粗精车左端面及轮廓
 升级会员
升级会员 