过程检验工序卡Word文件下载.docx
《过程检验工序卡Word文件下载.docx》由会员分享,可在线阅读,更多相关《过程检验工序卡Word文件下载.docx(15页珍藏版)》请在冰豆网上搜索。
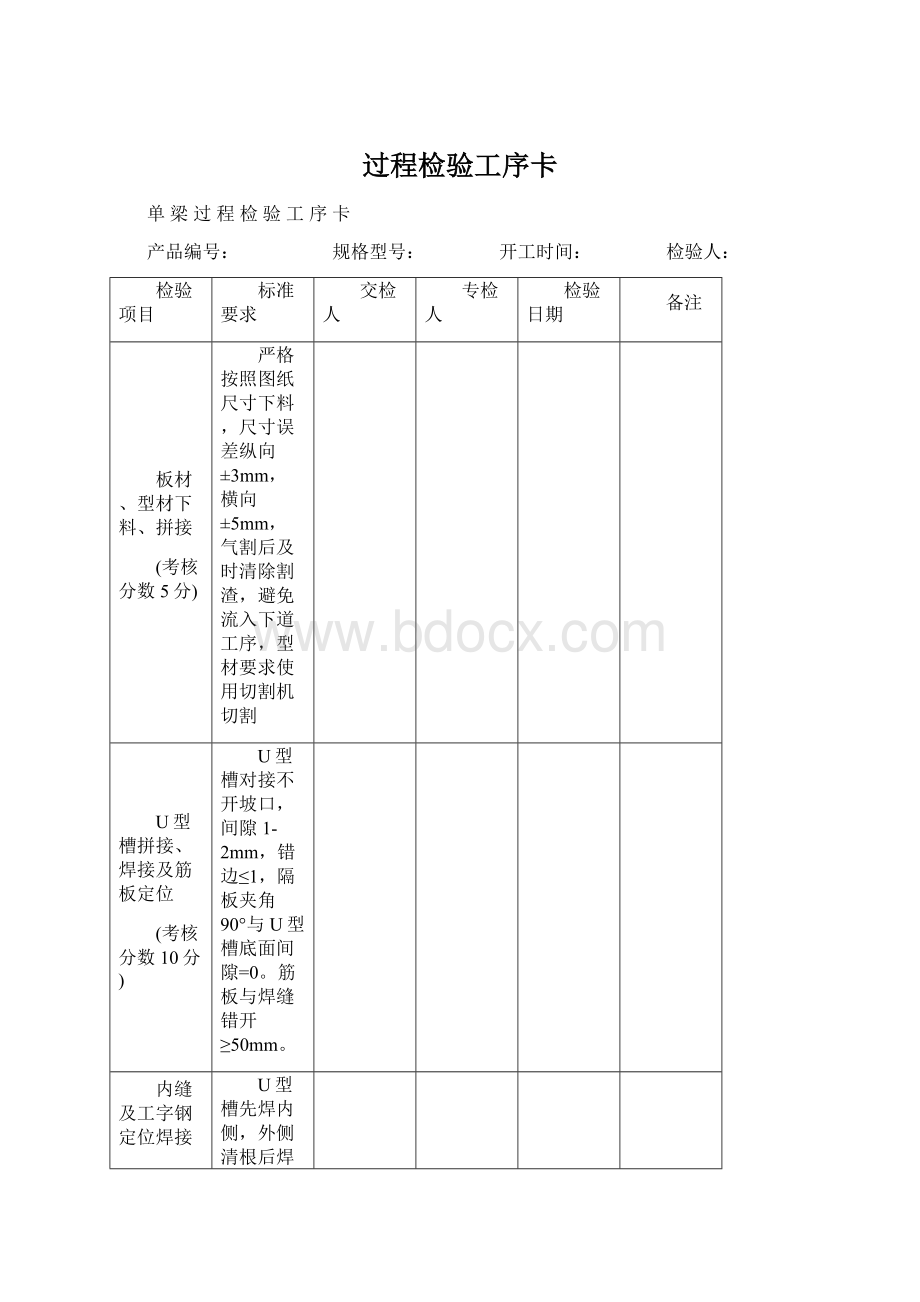
检验项目
标准要求
交检人
专检人
检验日期
备注
板材、型材下料、拼接
(考核分数5分)
严格按照图纸尺寸下料,尺寸误差纵向±
3mm,横向±
5mm,气割后及时清除割渣,避免流入下道工序,型材要求使用切割机切割
U型槽拼接、焊接及筋板定位
(考核分数10分)
U型槽对接不开坡口,间隙1-2mm,错边≤1,隔板夹角90°
与U型槽底面间隙=0。
筋板与焊缝错开≥50mm。
内缝及工字钢定位焊接
U型槽先焊内侧,外侧清根后焊透,隔板焊接为两面断焊,开始端与结束端必须全焊,要求焊接100mm间隔100mm,搭接20mm,焊脚高度不得小于6mm,焊缝不允许存在气孔、夹渣、未熔合等现象,内侧焊缝要求光滑,整齐不得扭曲。
工字钢接头开坡口60°
,一面焊后另一面清根,对接接头相互错位≤1,焊后接头及时磨平。
与U型槽对接缝错开200mm以上。
主梁几何尺寸检验
(考核分数55分)
按照检验记录标准要求
外观检验
(考核分数20分)
要求外部焊缝应光滑美观,不允许存在明显的缺陷,不允许有飞溅、焊渣、疙瘩等,几何尺寸检验前要求将外观修磨整齐,未修整的直接扣除10分。
碰头、控制箱座、穿线管、集电器座等均按要求制作,焊接。
各产品必须按工序交检,未按工序交检的将直接扣除该项目全部分数
双梁、葫芦双梁过程检验工序卡
板材对接焊接探伤检验
焊缝要求应满足JB/T10559-2006超声波探伤一级标准要求,焊接后及时清除焊渣、药皮以方便探伤。
主梁内缝检验
隔板焊接为两面断焊,开始短与结束端必须全焊,要求焊接100mm间隔100mm,搭接20mm,焊脚高度不得小于6mm,焊缝不允许存在气孔、夹渣、未熔合等现象,内侧焊缝要求光滑,整齐不得扭曲。
筋板夹角90°
,筋板与焊缝错开≥50mm。
主梁自动焊缝检验
焊缝不允许存在气孔、夹渣、未熔合、裂纹等现象
主梁几何尺寸及传动检验
(考核分数50分)
门机、架桥机过程检验工序卡
上、下弦拼接、焊接
上、下主弦拼接时不得有错位现象。
使用二保焊焊接前必须涂防飞溅剂,焊缝尺寸、工艺焊接应全部参照图纸和工艺要求,焊缝要求饱满、美观。
不得有气孔、浃渣、偏弧和焊缝宽窄不均匀等现象。
上、下弦对接焊缝探伤
单主梁汇装检验
主梁整体汇装完毕后在未焊前须交检,对照图纸检验基本组装尺寸
主梁几何尺寸
(考核分数40分)
葫芦门机过程检验工序卡
主梁对接焊缝探伤
门机支腿过程检验工序卡
支腿对接焊缝探伤
几何尺寸检验
(考核分数30分)
要求外部焊缝应光滑美观,不允许存在明显的缺陷,不允许有飞溅、焊渣、疙瘩等。
穿线管、安装爬梯等均按要求制作,焊接。
喷漆过程检验工序卡
打磨除锈
(考核分数25分)
钢材表面应无可见的油脂、污垢、氧化皮、铁锈、底材应露出金属光泽,工件表面应无毛刺、飞边等,钢材工件表面如有凹陷不平,应用批灰磨平,焊接件上不允许有残留的焊渣、药皮、飞溅等。
喷底漆
底漆为铁锈红色防锈漆,涂漆应均匀、无挂流、粗糙不平,底漆为一层,漆膜厚度为25-35um
喷面漆
面漆应均匀、细致、光亮、完整、色泽一致,不得有粗糙不平、错漆、皱纹、针孔及严重挂流等缺陷,面漆为两层,漆膜厚度每层为25-35um,总厚度为75-105um,颜色为合同要求及派工单要求。
整机交检
车上所配附件必须齐全,大、小车要求全部喷编号、吨位、跨度,不允许扭曲,附件喷编号后三位数字,传动机构上不允许其他颜色污染,必须保持原色,整体喷完整后,用干净的塑料布把传动机构包装好。
台车、小车过程检验工序卡
传动检验
与派工单校对是否按客户要求配置,电机、减速机有无明显跳动与噪声,跳动量≤0.15?
m,噪声≤80dB;
台车机装检验时齿头与齿圈之间间隙不得大于2mm。
穿线管、限位尺等均按要求制作,焊接。
几何尺寸检验前须将外观修整完,未修整的直接扣除10分
 升级会员
升级会员 